1.Μοντέλο: SFL30125/SFL30150/SFL40125
2.Προσφέρει δύναμη χτυπήματος 25/30/40 τόνων, επιλογή 1250/1500/2000/2300mm
3.Μέγιστο επίπεδο δερμάτωσης: CS 3mm, MS 4mm, SS 3mm, GI 4mm, AL 6mm
4.Ο ρυθμός χρήσης υλικού φτάνει το 90% έως το 95%, που μειώνει σημαντικά την απορρίψιμη ύλη
5.Το ρεύμα επεξεργασίας επισπευνθεί, και η δερμάτωση, η μορφοποίηση, η κοπή ουράς, η τρύπωση και άλλες επεξεργασίες μπορούν να ολοκληρωθούν με μία προγραμματισμένη διαδικασία
6.Η θόρυβος μόλυνση είναι μικρή, και οι διαδικασίες δερματοβολίας και λέιζερ κοπής διανέμονται λογικά για να βελτιωθεί η τεχνολογία επεξεργασίας
7.Αυξάνεται η ευέλικτη ικανότητα επεξεργασίας του εξαρτήματος και μειώνεται το κόστος αγοράς καλωδίων
είναι πιο εύκολο να ολοκληρωθεί με αυτοματικό εξοπλισμό όπως στερεωματικά αποθέματα, αυτόματη φόρτιση και άφορτιση, καθώς και αυτόματα συστήματα ταξινόμησης.
| Όχι. | Όνομα | Παράμετρος | Μονάδα | Παρατήρηση |
| 1 | Δύναμη χτυπήματος | 300 (30) | KN (T) | 1500Nm |
| 2 | Δομή Πλαισίου | "O" τύπου κλειστό πλαίσιο | ||
| 3 | Μέγιστο μέγεθος πλάκας για μία φορά θέση | Αξόνας X 3000 mm | mm | Δεύτερη θέση στον άξονα X μπορεί να επεξεργαστεί 5000mm |
| Άξονας Y 1250 mm | mm | |||
| 4 | Μέγιστο επεξεργαστή συμβατή απόσταση πλάκας | 6 | mm | |
| 5 | Μέγιστο διάμετρο για μία φορά χτυπηματισμό | φ88.9 | mm | |
| 6 | Μέγιστη συχνότητα χτυπηματισμού | 1800 | hpm | |
| 7 | Μέγιστος αριθμός φορών χτυπηματισμού | 800 | hpm | |
| 8 | Αριθμός ελεγχόμενων άξονα | 5 (X, Y, Z, T, C) | Τεμάχια | |
| 9 | Μορφή καλωδιού | Μακρύς οδηγός 85 σειράς διεθνής πρότυπος καλιπέδου | ||
| 10 | Διανομή σταθμών τουρλέτας | 16Α, 11Β, 3C, 2D (συμπεριλαμβανομένων των περιστρεφόμενων σταθμών 1B, 1C) |
Πρότυπο | |
| 11 | Κλίνον κατεύθυνσης | 2 | Σετ | |
| 12 | Μέγιστη ταχύτητα υποθάλαμσης | Αξόνας X 80 | m/λεπτό | |
| Αξόνας Y 80 | m/λεπτό | |||
| 13 | Δομή εργαστηριακής πίνακα | Πίνακας σύνθεσης μπουστά/παντούρι με χάλκινη μπάλα | Άκρα από οξυδωμένο χάλκινο | |
| 14 | Μέγιστη ταχύτητα του φεύγοντος | 40 | σ.α.λ. | |
| 15 | Ακρίβεια επεξεργασίας | ±0.1 | mm | |
| 16 | Εμφάνιση κοπής με λέιζερ | 1250*2500 | mm | |
| 17 | Δύναμη λειτουργίας κοπής με λέιζερ | 3000 | W | |
| 18 | Ακρίβεια κοπής με λέιζερ | ±0.1 | mm | |
| 19 | Μετακίνηση άξονα Y με λέιζερ | 1250 | mm | |
| 20 | Μετακίνηση άξονα Z με λέιζερ | 150 | mm | |
| 21 | Μέγεθος κενού αποκοπής με λαζέρ | ≤ 30 | mm | |
| 22 | Συνολικός αριθμός άξων εξαρτημάτων | 7 (Χ, Υ, Ζ, Τ, Κ, Ζ, Υ) | Τεμάχια | |
| 23 | Γενικές διαστάσεις | 6500*5000*2230 | mm |
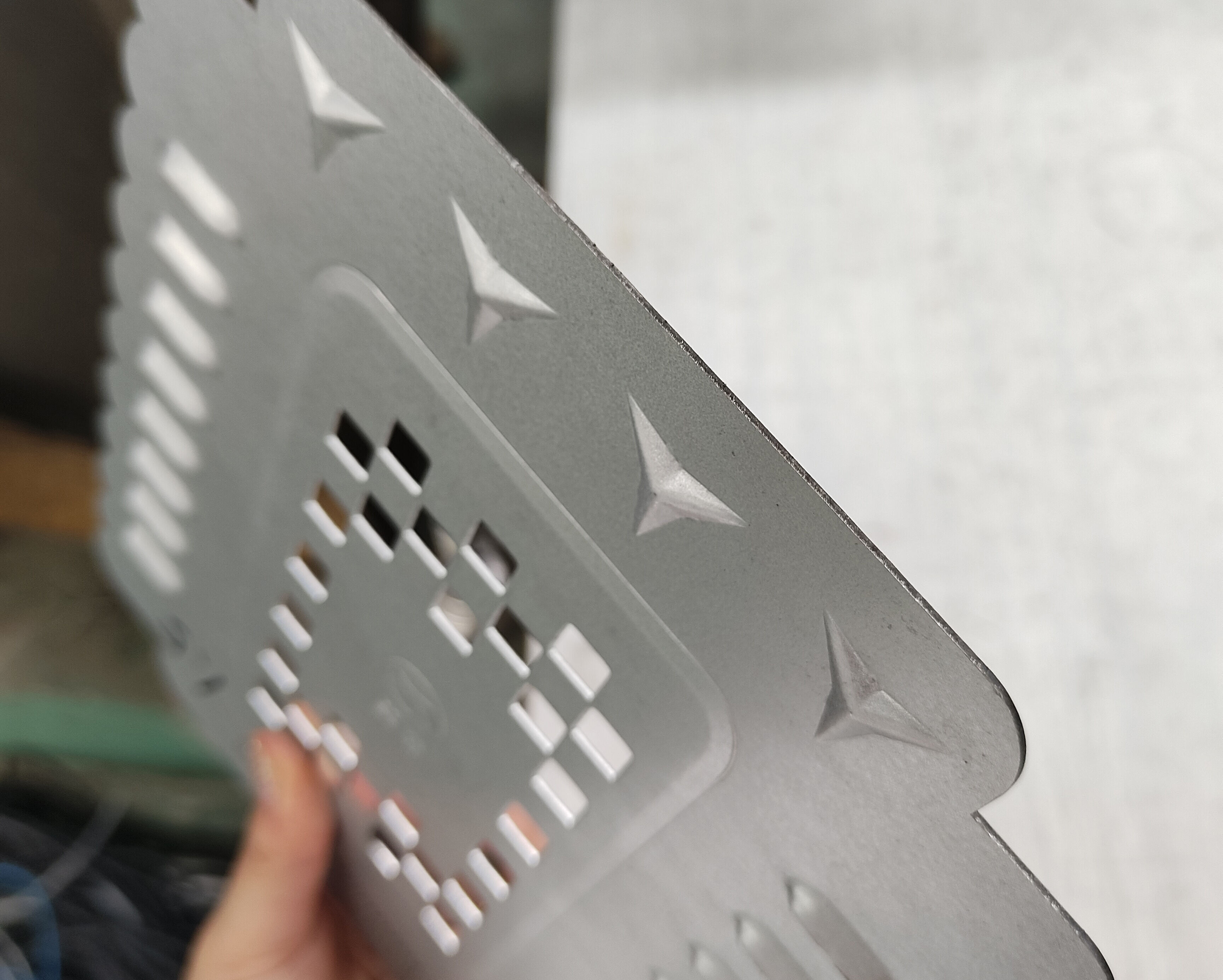
Εκτός από την κανονική μπουρδιά, η συσκευή μπουρδιάς μπορεί επίσης να πραγματοποιήσει διάφορες διαδικασίες ψαλιδούχων, όπως την καθύστερηση πλαισίων, την ανωτέρωση κύλινδρων και την κατασκευή κοντάρων. Η καθύστερηση πλαισίων χρησιμοποιείται ευρέως σε εξαεριστικά συστήματα και κοσμητικά προϊόντα. Μέσω ακριβού έλεγχου πίεσης, μπορεί να φτιάξει όμορφα και χρήσιμα πλαίσια. Η διαδικασία ανωτέρωσης κύλινδρων βοηθά να δημιουργηθεί ένα υψηλό στρώμα σε λεπτά υλικά. Αυτή η δομή είναι πολύ κοινή στην κατασκευή κελιών ηλεκτρονικού εξοπλισμού και σε κάποιες μέρες που χρειάζονται ενδυνάμωση. Οι κοντάρες μπορούν να είναι είτε ορθές είτε αρκικές.
| Όνομα | Διαμόρφωση/Μοντέλο | ΠΟΣΟΤΗΤΑ | Παρατήρηση | |
| Σύστημα Ελέγχου | Ανεξάρτητη Έρευνα και Ανάπτυξη | 1 | ||
| Κύρια μηχανή servo CNC πυρίδας με χτυπητήρα | 1250/1500/2300*5000 | 1 | 32 σταθμοί | |
| Συσκευή λέιζερ κοπής | Κεφάλι κοπής | Shanghai Jiaqiang/BM110 | 1 | Προσαρμοσμένο |
| Λέιζερ | Chuangxin-3000W | 1 | Προσαρμοσμένο | |
| Χλιδαριστήρας νερού | Wuhan Hanli/HL-3000QG2/2 | 1 | Προσαρμοσμένο | |
| ΛΑΖΕΡ ΚΟΠΗ | 1 | Πρότυπο | ||
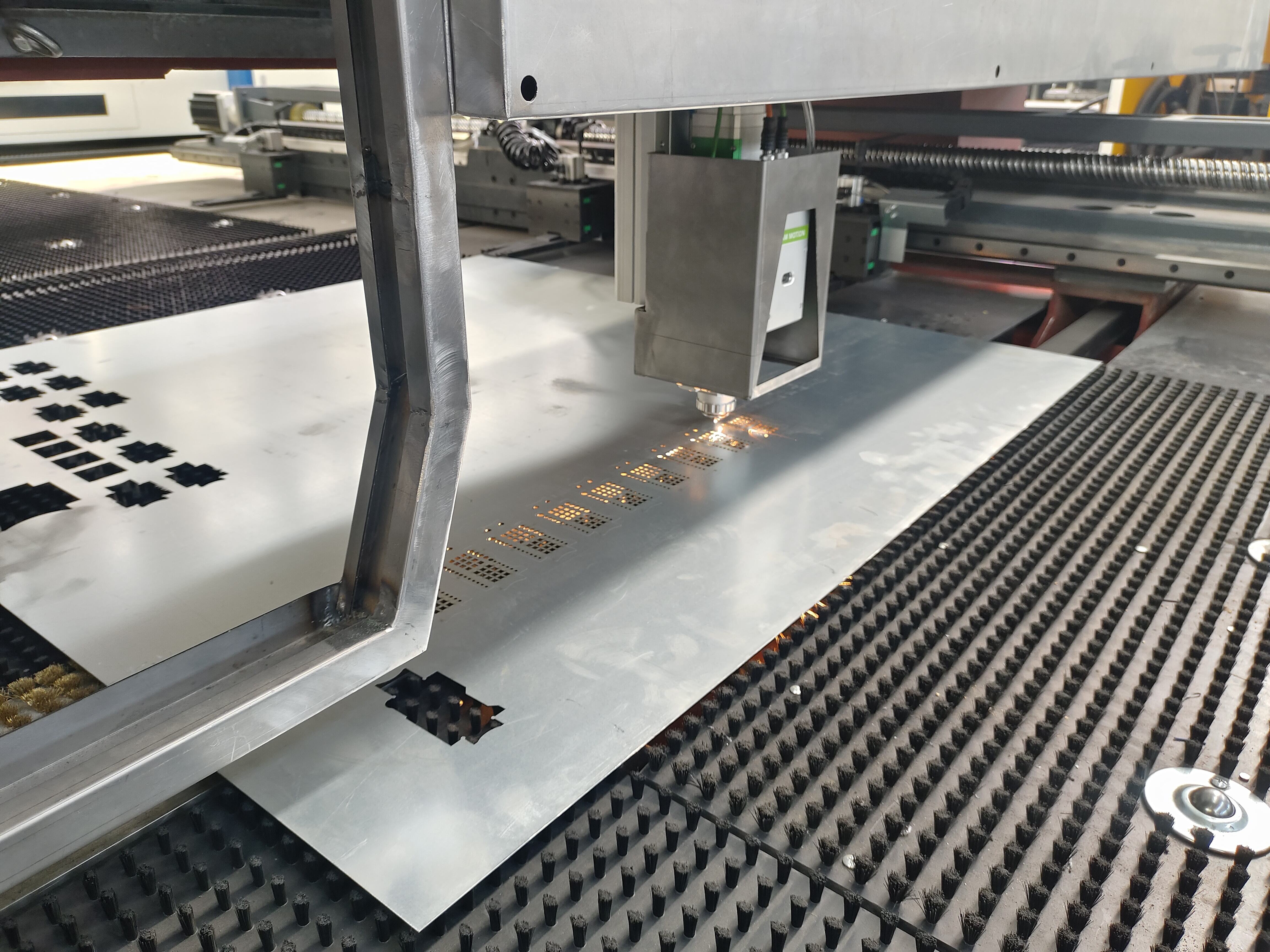
Η μηχανή χτυπήματος και αποκοπής με λαζέρ συνδυάζει κλεβρά τις πλεονεκτίες του χτυπήματος και της αποκοπής με λαζέρ. Ενώ επεξεργάζεται σύμφωνα με διάφορες διαδικασίες χτυπήματος, έχει επίσης τη λειτουργία αποκοπής με λαζέρ, το οποίο σημαίνει ότι μπορεί να επεξεργάζεται εύκολα και πολύπλοκα και κανονικά κομμάτια, βελτιώνοντας σημαντικά την αποδοτικότητα επεξεργασίας των κομματιών.
Διαμόρφωση μηχανής πυγμής
Η μηχανή κοπής και λέιζερ μπορεί να επιτύχει αδιάκοπη σύνδεση μεταξύ της χαλινογράφησης και της κοπής με λέιζερ. Κατά τη διαδικασία παραγωγής, το υπολεγμένο πρόγραμμα επιτρέπει στην οπλοστασία να μεταβάλλει αυτόματα μεταξύ των διαδικασιών χαλινογράφησης και κοπής, μειώνοντας σημαντικά τον χρόνο μεταφοράς και τα σφάλματα επεξεργασίας του εργασιού σε διαφορετικά συστήματα, κάτι που βελτιώνει την αποτελεσματικότητα παραγωγής και εξασφαλίζει την ποιότητα και τη σταθερότητα της παραγωγής. Σε σύγκριση με τις παραδοσιακές μεθόδους επεξεργασίας, έχει επιτεύξει σημαντική βελτίωση στην ακρίβεια. Τα παραδοσιακά συστήματα, όπως οι κοινές μηχανές χαλινογράφησης, μπορούν συχνά να εκτελούν μόνο μονοτονικές και ασαφείς επεξεργασίες, ενώ η μηχανή χαλινογράφησης και λέιζερ συνδυάζει τη χαλινογράφηση και την κοπή με λέιζερ, χρησιμοποιώντας καλιπέδια και ακριβή ελιγμό των παραμέτρων, και μπορεί να επεξεργάζεται μερικές με υψηλή ακρίβεια και περίπλοκες μορφές, διατηρώντας σταθερή την ακρίβεια. Σε ό, τι αφορά την αποτελεσματικότητα επεξεργασίας, οι παραδοσιακές οπλοστασίες εξαρτώνται από χειροκίνητη λειτουργία και έχουν πολύπλοκα βήματα, ενώ η μηχανή χαλινογράφησης και λέιζερ διαθέτει υψηλό βαθμό αυτομάτωσης, αυτόματη φόρτωση και απόφορτωση και γρήγορη αλλαγή καλιπέδιων, μπορεί να λειτουργεί συνεχώς και να παράγει μαζικά προϊόντα, όπως κομμάτια αυτοκινήτων, μειώνοντας αποτελεσματικά τον βοηθητικό χρόνο. Σε ό, τι αφορά το κόστος παραγωγής, η μηχανή χαλινογράφησης και λέιζερ διαθέτει εμφανή προβάδισμα σε σχέση με το κόστος.

Διαμόρφωση μηχανής κοπής με λέιζερ
Όσον αφορά την κοπή με λέιζερ, ο προσγεγραμμένος γρήγορος προ cess είναι ένα σημείο επικέντρωσης της συνθετικής μηχανής. Η κοπή με λέιζερ έχει τις χαρακτηριστικές υψηλής ακρίβειας, υψηλής αποδοσης και υψηλής σταθερότητας. Στην επεξεργασία φύλλων υλικού, μπορεί να κόβει γρήγορα και με ακρίβεια διάφορες πολύπλοκες μορφές. Ανεξάρτητα από το αν είναι ευθεία γραμμή, καμπύλη ή διάφορες ειδικές μορφές, η κοπή με λέιζερ μπορεί εύκολα να το αντιμετωπίσει. Η βασική διαμόρφωση της μηχανής κοπής με λέιζερ εμφανίζεται στο σχήμα.

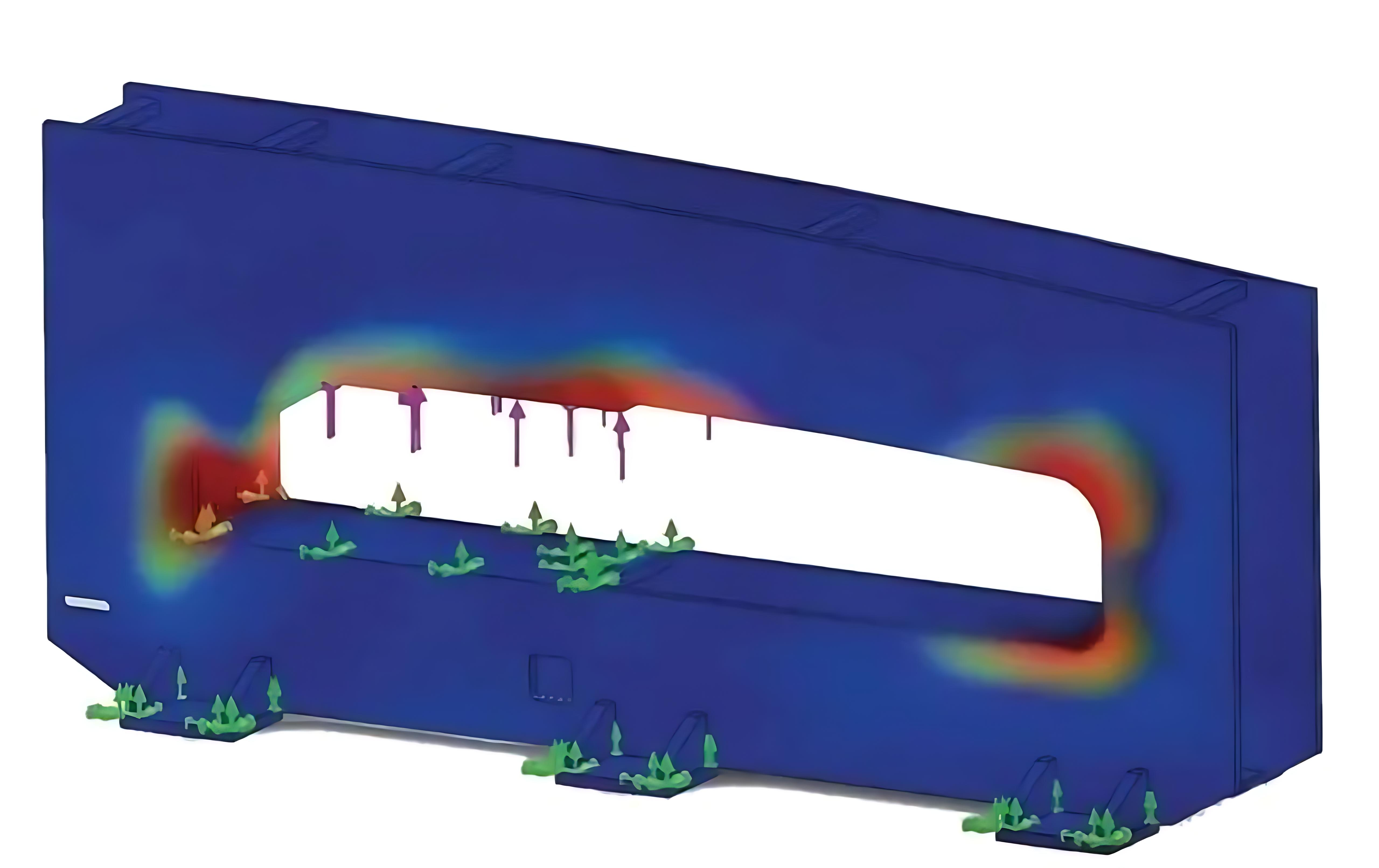
Σταθερότητα εξαρτημάτων
Το πλαίσιο είναι συγκρουσμένο με χάλκινες πλάκες και υποβλήθηκε σε ψύχμα και γήρασμα στον ανοιχτό αέρα για να αφαιρεθούν οι εσωτερικές τάσεις, όπως εμφανίζεται στο σχήμα. Αυτό εμποδίζει τη μετατροπή του σώματος της μηχανής, εξασφαλίζοντας τη σταθερότητα και την αξιοπιστία του συστήματος κατά τη μακροχρόνια υψηλή ταχύτητα λειτουργίας, μειώνοντας τις διακοπές παραγωγής και τους κόστους συντήρησης που προκαλούνται από αποτυχίες στα εξαρτήματα.
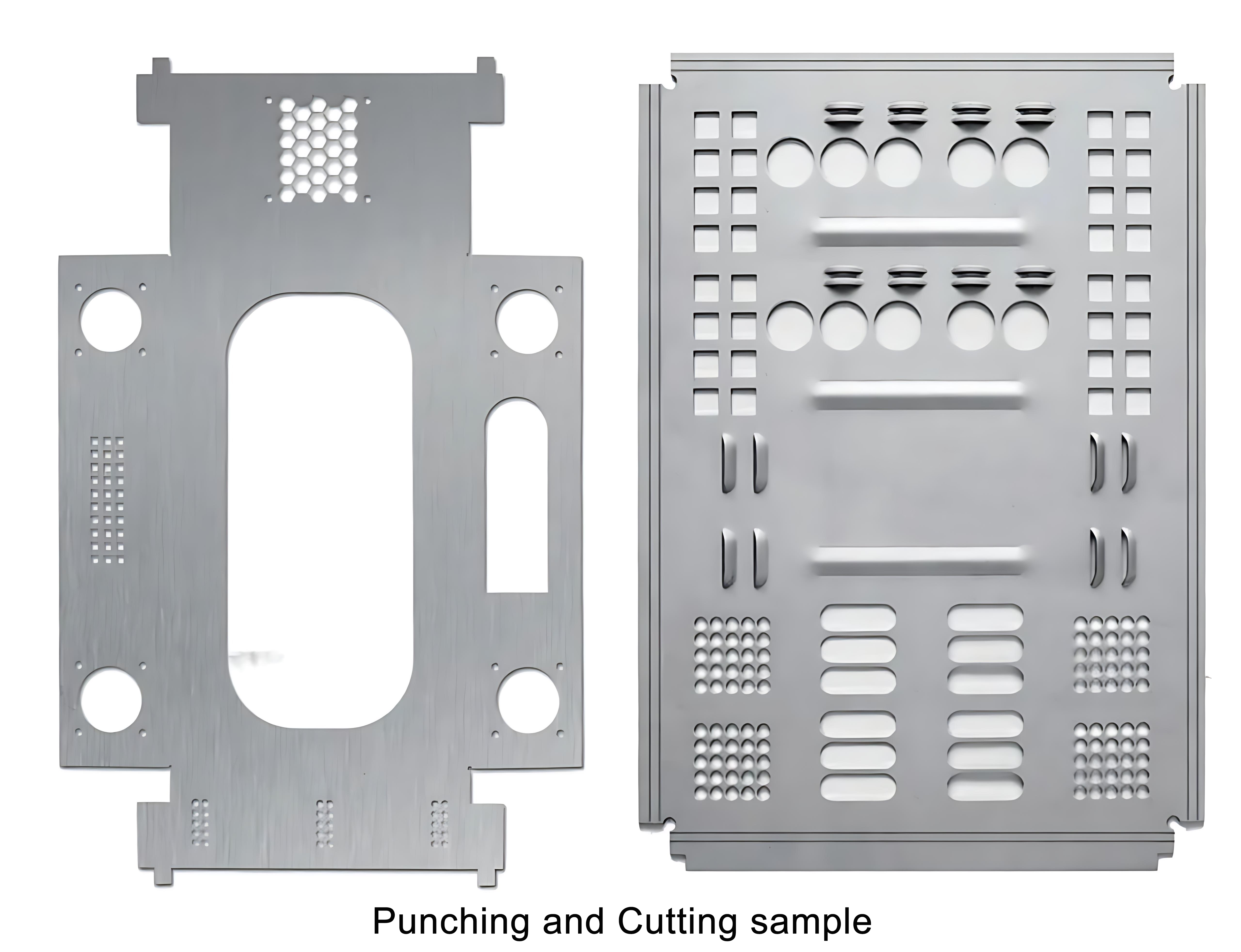
Ευρεία εφαρμογή προϊόντων
⑴ Ευέλικτη αντίδραση σε διάφορες ανάγκες. Διαθέτει μεγάλη ευαισθησία για τους τρόπους παραγωγής με πολύ είδη και μικρούς αριθμούς, και μπορεί να αλλάζει γρήγορα μεταξύ διαφορετικών εργασιών και παραμέτρων επεξεργασίας για να καλύψει τις προσωπικές ανάγκες διαφορετικών πελατών. Σε ένα περιβάλλον όπου οι αγοραστικές ανάγκες γίνονται όλο και πιο ποικίλες και προσωπικευμένες, μπορεί να βελτιώσει αποτελεσματικά την ανταγωνιστικότητα των επιχειρήσεων στην αγορά.
⑵ Δυνατές ικανότητες επεξεργασίας περίπλοκων μορφών. Μπορεί να ολοκληρώσει την επεξεργασία διαφόρων περίπλοκων μορφών, συμπεριλαμβανομένων περίπλοκων διαμόρφωσεων όπως κοπή, ενδωμάτωση, τρύπωση και καταπλήσσωση κοντούρων ειδικών μορφών, και μπορεί να καλύψει τις ανάγκες επεξεργασίας περίπλοκων εργασιών σε διάφορους τομείς, όπως την κατασκευή αυτοκινήτων, την αεροδιαστημική, τα ηλεκτρονικά συσκευάσματα κλπ.
Διαμόρφωση αυτοματοποίησης
Συσκευή αυτόματης φόρτωσης και άφορτωσης μπορεί να επιτύχει πλήρως αυτοματοποιημένη παραγωγή από τη φόρτωση υλικού, επεξεργασία μέχρι την άφορτωση του τελικού προϊόντος, μείωση της χειροποίησης, βελτίωση της αποδοτικότητας της παραγωγής και της σταθερότητας της ποιότητας του προϊόντος, μείωση της εργασιακής επιβάρυνσης και των εργασιακών κόστων, και είναι ειδικά προσαρμοσμένη για ανάγκες μεγάλης κλίμακας παραγωγής.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE