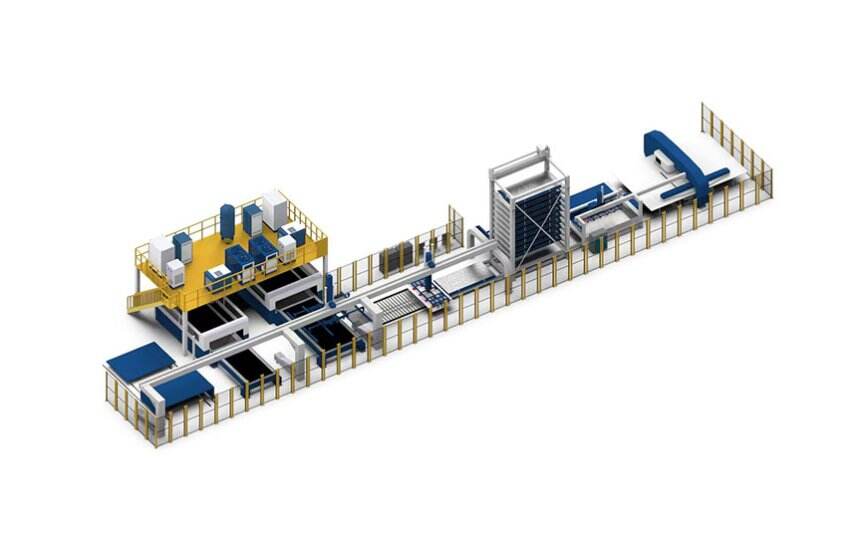
1.Produkční linka STON pro kovové plechy nabízí kompletní řešení, které integruje rozvijání, vyrovnávání, laserové řezání, probíjení, ohýbání a svařování do jednoho účinného systému.
2.Tato produkční linka zahrnuje každou fázi zpracování kovových plechů, splňuje požadavky na vysokou efektivitu a velké množství výroby.
3.Různé kombinace, jednotka pro laserovou řeznu může tvořit automatizovanou produkční linku spolu s brzkou na ohyb, panelovým ohýbačem, CNC věžovým probíječem
4.Poskytujeme zdarma předprodejní recenzi a technická řešení na základě nákresů produktu
5.Různé možnosti automatizace jsou k dispozici, jako jsou konstrukce nebo robota ruka
Přizpůsobeno, parametry produkční linky jsou určeny podle velikosti, hmotnosti a materiálu ocelového plechu zákazníka a také tlouštěky a nákresů produktu.
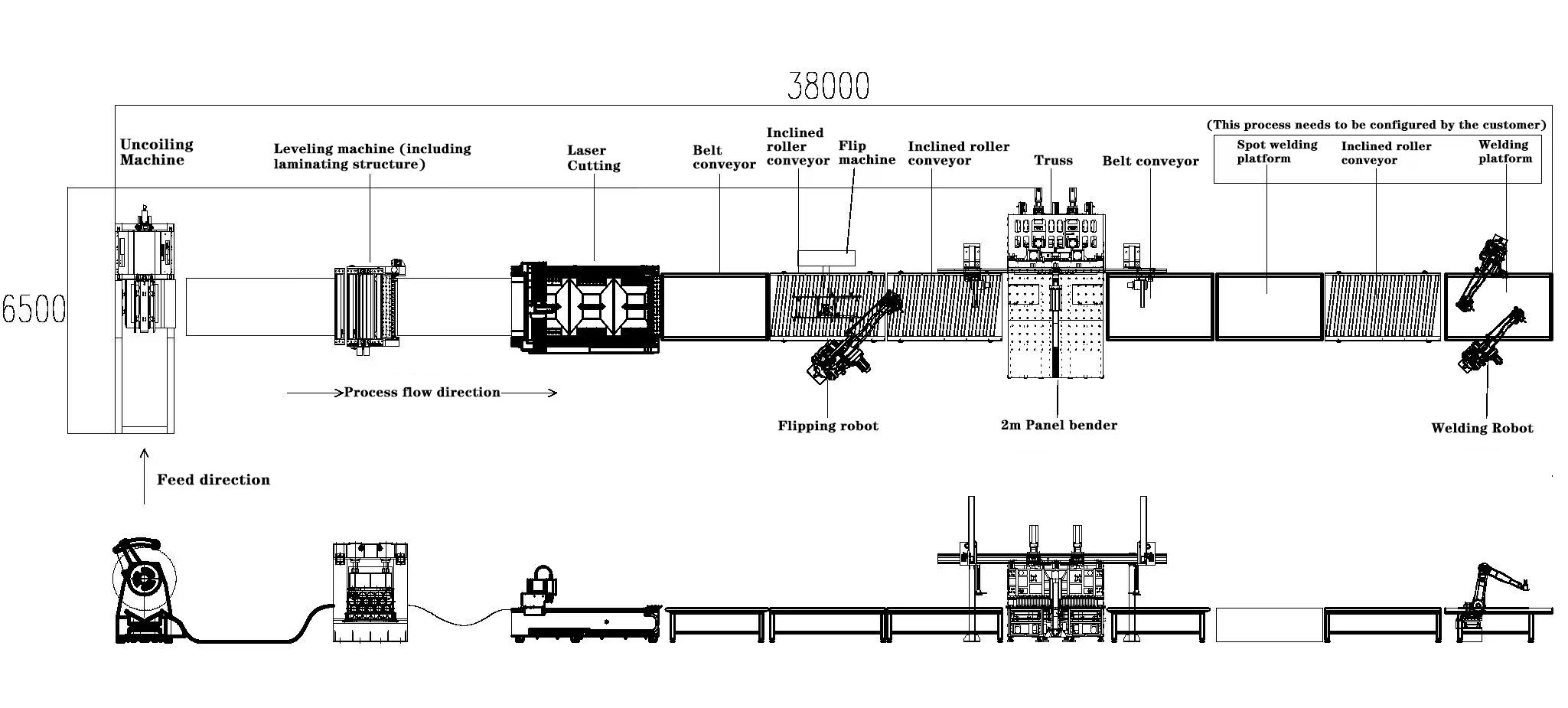
Struktura plánu produkční linky (Jako příklad bereme panelový ohýbač délky 2m)
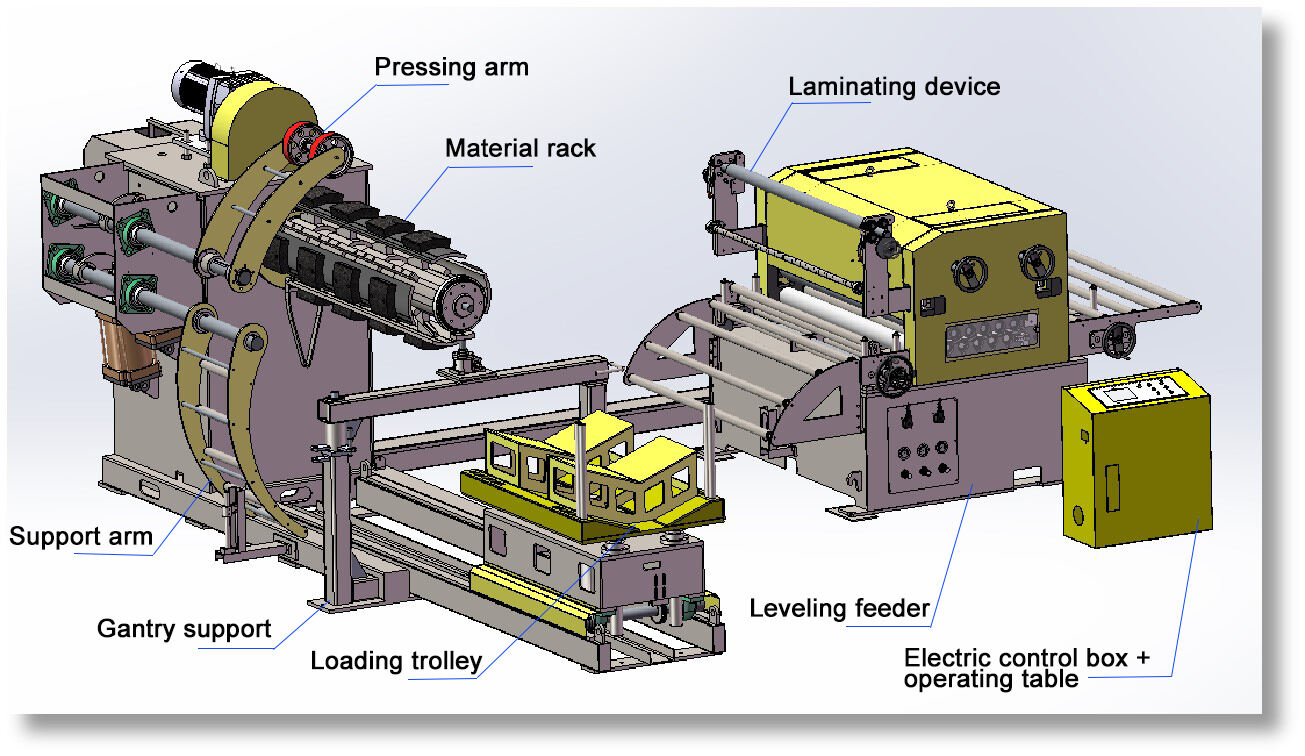
1.Modul rozvijání a vyrovnávání
|
Zařízení pro rozvijání a podpěrné třemeno |
Vyrovnávací stroj |
Vyrovnávací zařízení může přímít nerovné plechové desky. Přesnou součinností více souborů valů může účinně odstranit vlnité a zkroucené defekty na povrchu desky, zajistit, aby byla rovnost desky na úrovni vysokopřesnostních standardů, a položit tak dobrý základ pro následné zpracování.
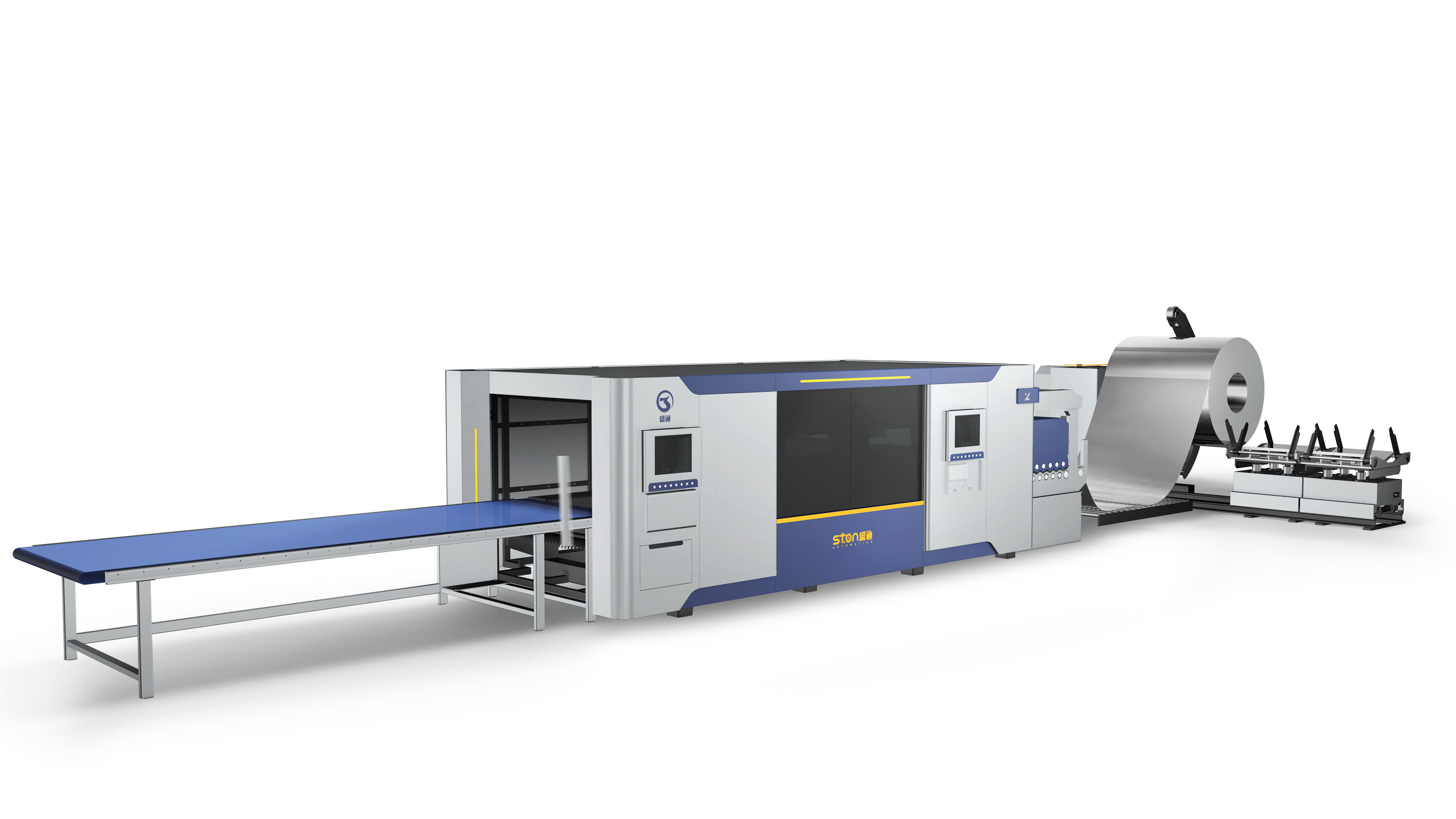
2.Modul laserového řezání a vyřezávání
Vyrovnaný list vstupuje do jednotky pro laserovou řeznou technologii. Tato jednotka je vybavena pokročilou laserovou řeznou technologií a dokáže přesně řezat plech podle předem nastaveného programu pro řezání. Buďto jsou to komplexní geometrické útvary nebo kontury součástí s jemnými strukturami, mohou být odděleny rychle a přesně díky vysoké hustotě energie laseru, přičemž hrany řezů jsou hladké a přesnost může dosahovat úroveň milimetrů či dokonce vyšší. Zároveň spolupracuje robotický systém s jednotkou pro laserové řezání. S jeho flexibilním robotickým ramenem a přesnými schopnostmi chytání a pozicování může rychle a stabilně provádět operace naložení a vyložení listu, což významně zvyšuje produkční efektivitu procesu řezání.
 |
 |
3.Modul ohýbání a tvarování
Ořezané plechové díly jsou následně robotem převedeny na elektro-hydraulický ohýbací stroj. S jeho výkonným hydraulickým pohonem a přesnou řídící soustavou může elektro-hydraulický ohýbací stroj ohybovat plechové díly pod různými úhly a křivostmi podle požadavků produktu. Buď jednoduchý pravoúhlý ohyb nebo složitá kruhová či vícekrát ohybovaná forma, přesné tvarování lze dosáhnout přesnou kontrolou ohybového úhlu a síly.
Pro složitější a vyžadující vysokou přesnost ohýbání je flexibilní ohýbačský center klíčovým prvkem. Integruje pokročilou CNC technologii a inteligentní algoritmy a může rychle přepínat mezi různými ohýbačskými matricemi a parametry zpracování, aby dosáhl efektivního ohýbání plechových dílů různých specifikací a tvarů. Během celého výrobního procesu robot působí jako "most" pro přenos materiálů, flexibilně převáží plechové díly mezi jednotlivými zařízeními, aby zajistil bezsepné a efektivní výrobní procesy.
 |
 |
4.Svářecí a montážní modul
Zkrivené plechové díly přenáší robot na stanici svarování a tvarování manipulátorem. Zařízení pro svarování a tvarování s manipulátorem je vybaveno systémem svarování s vysokou přesností a vizuálním sledovacím systémem, který může automaticky vybrat vhodný proces svarování (například argonové kruhové svarování, bodové svarování atd.) a parametry svarování podle požadavků na svarování plechových dílů. Během procesu svarování monitoruje vizuální sledovací systém pozici svařovacího švu v reálném čase a řídí manipulátor tak, aby přesně dokončil svařovací operaci, čímž zajišťuje, že svařovací šev je rovnoměrný a pevný, a že kvalita svařování je stabilní a spolehlivá.

Během celého automatizovaného výrobního procesu realizují nosná konstrukce, robotický rameno a flexibilní ohybový center reálnou interakci a sdílení dat prostřednictvím průmyslového Ethernetu a dalších komunikačních technologií, které jsou jednotně řízeny a spravovány centrálním řídícím systémem. Centrální řídící systém dynamicky optimalizuje výrobní proces na základě vícedimenzionálních dat, jako jsou plán výroby, stav zařízení, informace o materiálech atd., a rozumně organizuje pracovní úkoly jednotlivých zařízení, aby zajistil efektivní a stabilní provoz celého výrobního procesu, což významně zvyšuje stupeň automatizace a výrobní účinnost plechového zpracování.
5.Modul manipulace s materiálem a automatizace
Existují dvě formy automatizovaného naložení a vyložení: nosná konstrukce a robotické rameno
(1)Roboťí pařát se svými pružnými klouby a přesnou možností pozice bere plechové díly, které byly zpracovány vyrovnáním, laserovým řezem a dalšími předběžnými procesy, z oblasti zpracování. Chytnákové zařízení na konci robota se dá podle tvaru a velikosti plechových dílů přizpůsobit tak, aby zajistilo hladký a spolehlivý proces chycení a zabránilo poškození práce. Poté co je díl chycen, ho rychle přenese na počáteční pozici kolejnice s nosnou konstrukcí.
(2)Výhodnější volba. Díky stabilní struktuře a vysoké nosností přenáší traverza plechové součásti do flexibilního ohybového centra podél přednastavené dráhy. Traverza je vybavena systémem vysokopřesného servopohonu, který umožňuje rychlé a stabilní lineární pohyb a může flexibilně upravovat rychlost a pozici v závislosti na produkčních potřebách, aby zajistil přesné doručení plechových součástí na nákladní stanici flexibilního ohybového centra.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE