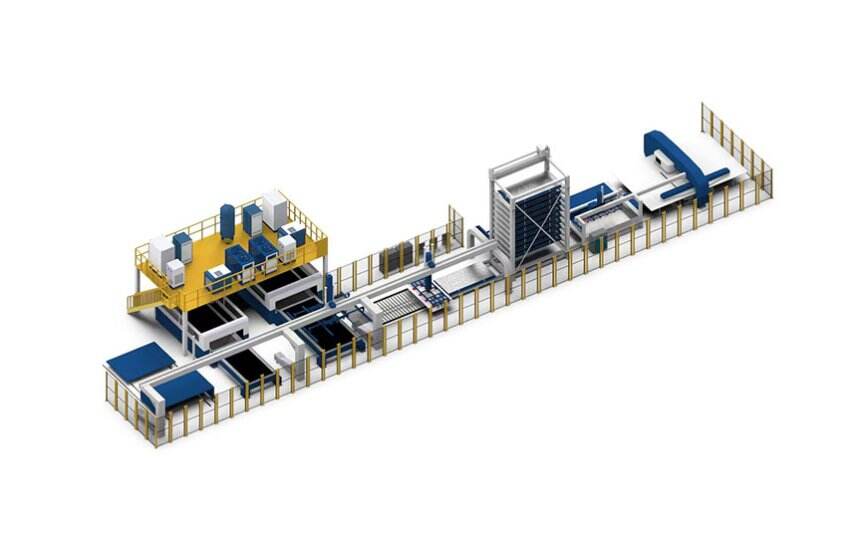
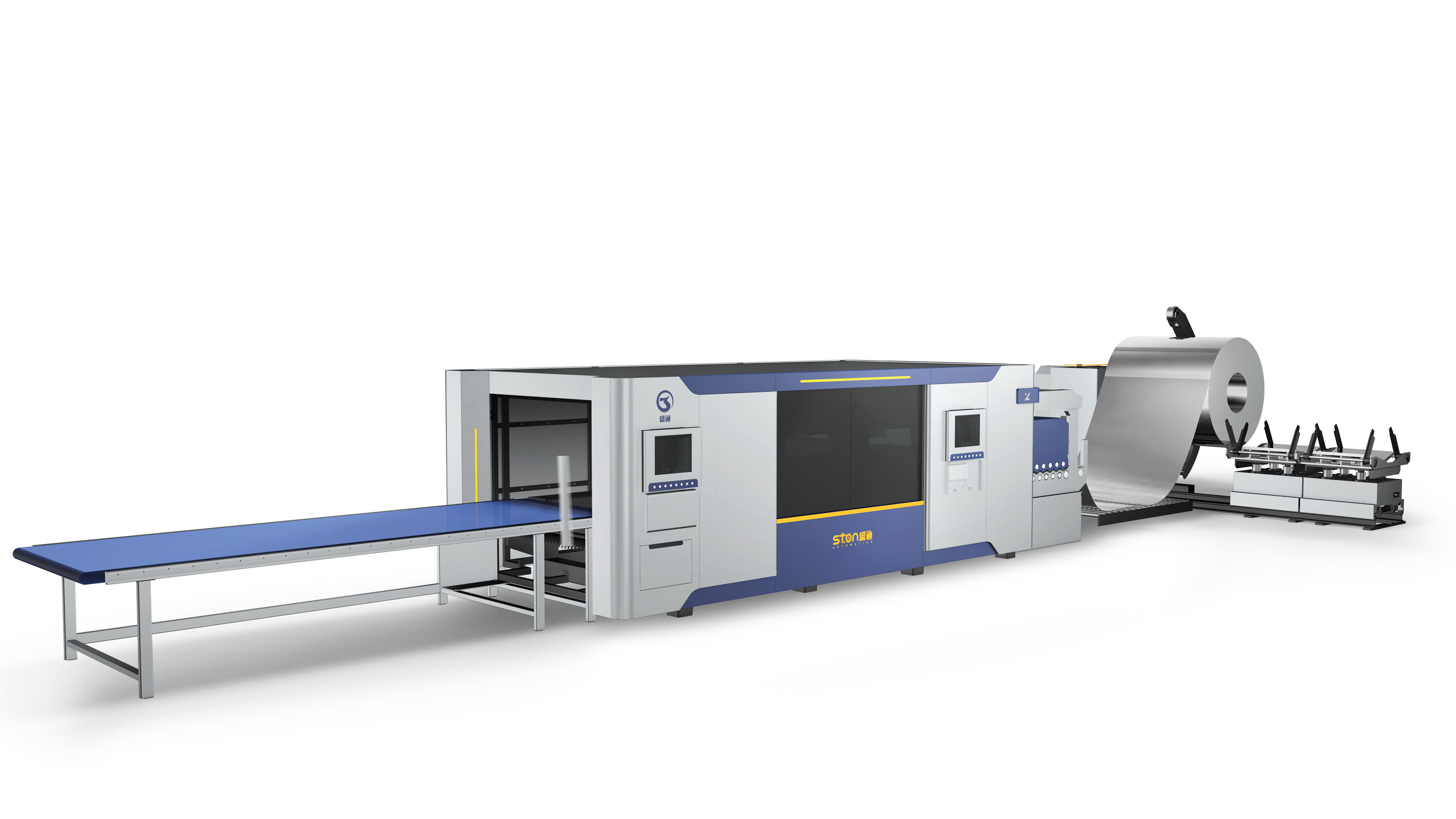
1.STON-en metala plastakera produktu lerroak soluziorik onena eskaintzen du, integratzen ditu desberdintzea, mailua, laser ebakidura, puntu ebakidura, kurbadura eta lotura efizient sisteman.
2.Produktu lerro hau metala plastakera prozesaren etape guztietan uzten dio, beharrezkoak dira altu efizientzia eta eskala handiko produktuetarako.
3. Hainbat elkarketa, laser ebaketa unitatea automatizatutako bihurketa aldagai batean osatu daiteke pres brakearekin, panel benderarekin edo CNC turrent punch pressarekin
4. Bizikidetza-asterako ikuspegi eta teknikoen soluzioak gorriz eskaintzen ditugu produktu argazkiaren oinarrian
5. Hainbat aukera automatiko eskuragarri, esaterako trusak edo robot armak
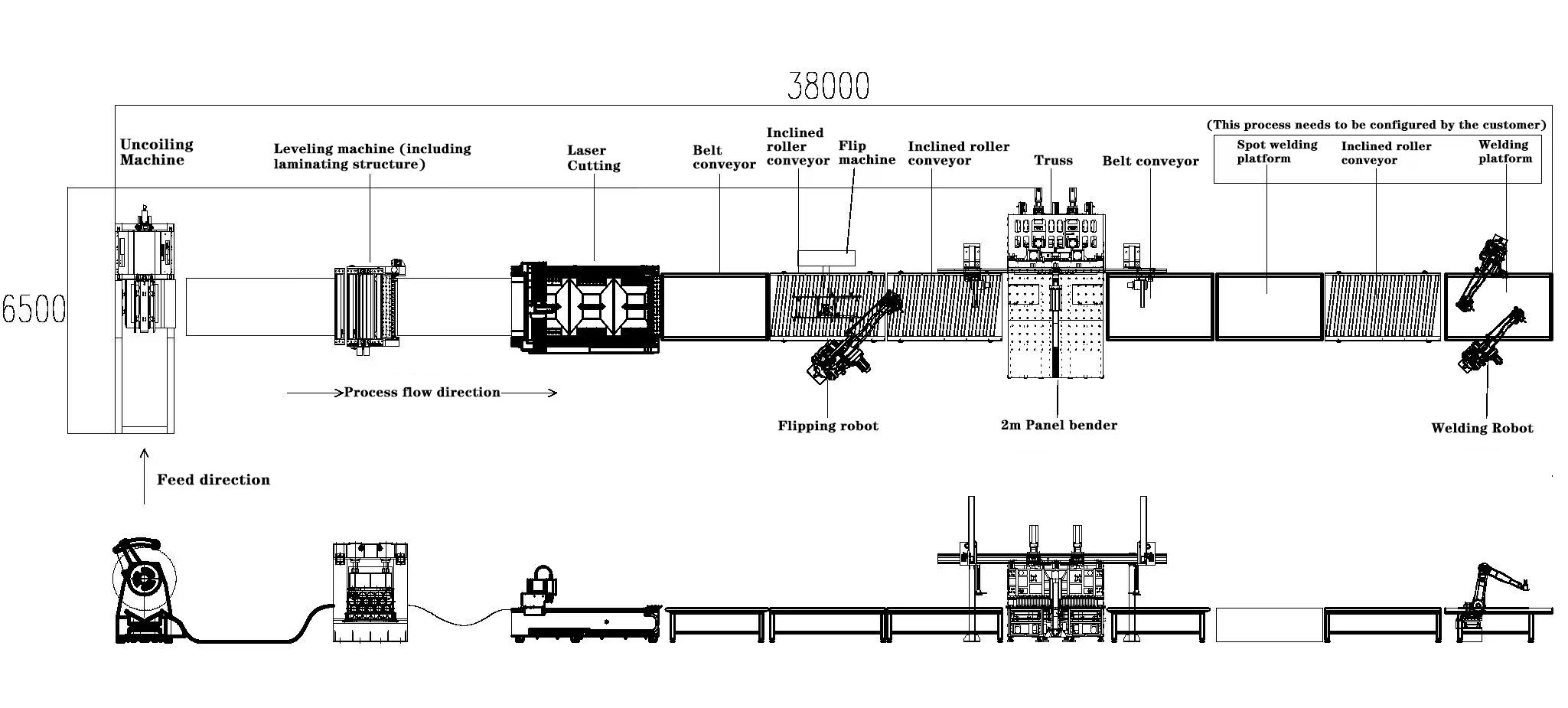
Pertsonalizatua, bihurtze aldagaien parametroak zereginaren tamaina, pisua, plastraren materiala eta lodiera eta produktu argazkiaren arabera zehazten dira.
Bihurtze aldagaiaren antolamendu diagrama (Adibidez, 2m panel bender gisa)
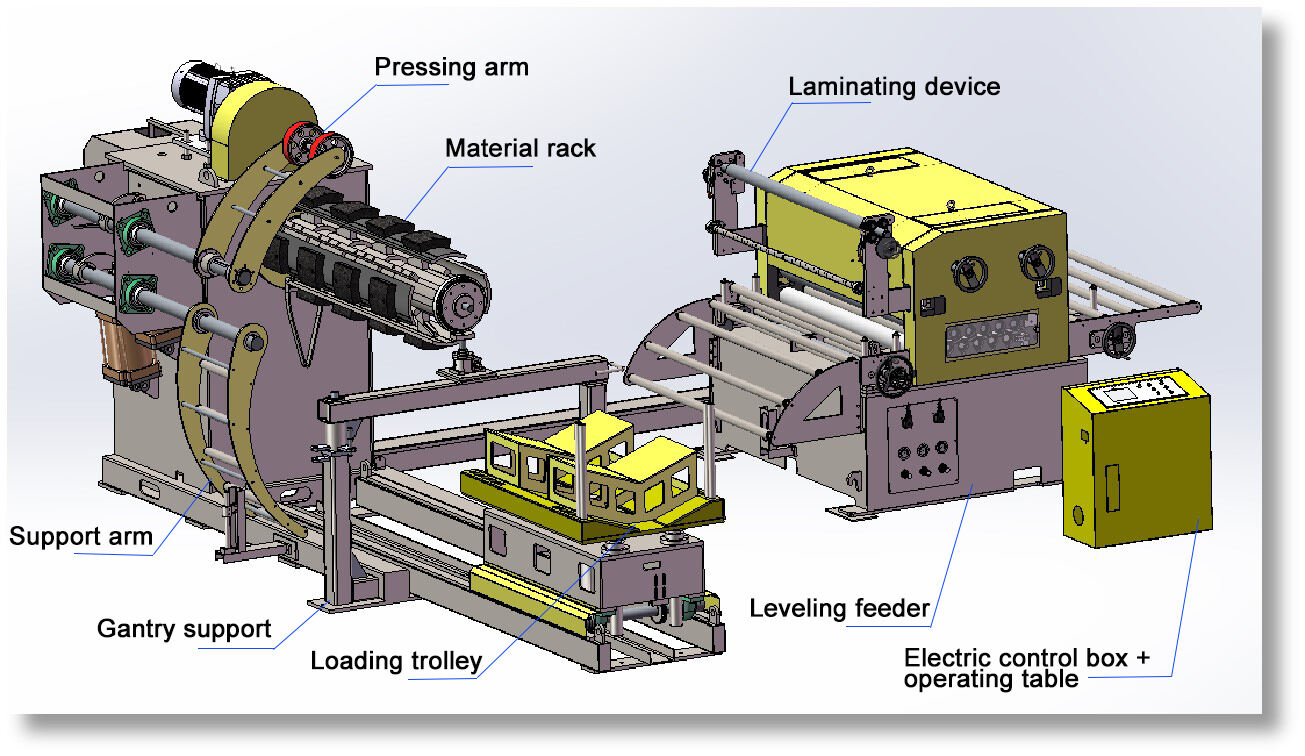
1. Desenrollado eta Antzikapen Modulu
|
Desenrollado gailuaren esteka |
Makinak aldatzea |
Antzikapen gailua lasterko plakak lortzeko laguntzen du. Hiru ardatzeko biribiltzaileen zeharreko antolamendu zehatzarekin, pla erdia wavy eta burutzatutako akatsak kendu ahal izango ditu, plaaren planotasuna altu-mailako estandarrak betetzen ditu eta horrela prozesu ondorenei oinarri soil bat ematen dio.
2. Laster Marka eta Uztapen Modulu
Laster mugimenduarekin aldekatutako pliega sarrerara hartzen da. Mugimendua, aurreratutako laster mugimendu teknologia equipatuta dago eta zehazki mugitu dezake pliega metala aurrez ezarritako mugimendu programaaren arabera. Joera geometriko konplexuak edo landareak fina egitura duten konturak diren bitartean, haiek azkar eta zehazki bereiz daitezke lasteraren altuenergiadun mailaren bidez, mugimendu ertzetak laburak dira eta zehaztasuna erlatiboki milimetra mailan edo handiago izan daiteke. Aldi berean, robot sistemak laster mugimendu modularekin lagundu soilik egin dezake. Bere armak robotiko fleksibela eta eskurapen eta posizio zehatzak dituenez, azkar eta antzeko moduan osatu dezake pliega kargatze eta deskargatze eraginkortasunak, mugimendu prozesuaren produktibitatea askotan hobetuz.
 |
 |
3. Igeriketa eta Formaketa Modula
Lauztu den aldeko zatia, geroago, robotak elektrik-hidrauliko margaitze maquinariara bidaliko da. Hidrauliko eraginkorra eta kontrol zehatzaren sisteman oinarrituta, elektrik-hidrauliko margaitze maquina hori, produktu eskakizunen arabera, litzateko zatiak angelu eta ibilbide anitzan margaitu ahal izango du. Benetako angelu zuzena margain orokor bat edo arku konplexu edo margain anizko forma anitzak badira, margaitze angelua eta indararen zehaztasunarekin formazio zehatza lortu ahal da.
Konplexuago eta altu-mailako inportaketa beharrekin, konpontzeko zentro flexibea mota kidea osatzen du. Sare handiko CNC teknologia eta algoritmo akuratsuen integraziora erabaki ohi da, eta soilik moldak eta prozesamendu parametroak aldatuz gero, eskualde arteko piezak ezarriko ditu burutze-ardura anitzetan eta forma desberdinetan. Jatorrizko materialaren bidaltzaile bezala robotak "puente" funtzioa bete zuen, eskuin bidez pieza metalikoak garbitzen ditu gailu desberdien artean, produzio-prozesu argiak eta efizientak izateko.
 |
 |
4.Batzordapena eta Montaje Modulu
Zurituak diren lana aldekatu eta robotak manipulatzailearen suhiltze-formaketa estazioara pasatzen ditu. Manipulatzailearen suhiltze-formaketa gailak sistemua suhi-ardura altu-mailako zehatz eta ikusleko jarraipena du, non automatikoki hautatu daiteke zehazki suhi-prozesua (argazki suhi, puntuan suhi eta abar) eta suhi-parametroak lana suhirik egitearen arabera. Suhi-prozesan, ikusleko jarraipen-sistema real-time-an suhi posizioa monitorean eta manipulatzaileari islatu egiten du suhi eraginak zuzenki amaitzeko, suhi homogeneoa eta oso solida dela ziurtatzen, eta suhi kalitatea soil eta fiablea den.

Automatizatutako produktzen prozesu osoan, entzularia, robotaren alaba eta finko margaitze zentroak datu elkarritketa eta partekapen real-timea ipin dute industria-lankidearekin eta beste komunikazio teknologiak erabiliz, eta zentro-kontrol sistema unibertsen bultzatzen eta kudeatzen ditu. Zentro-kontrol sistema dinamikoki optimizatzen du produktzen prozesuak produzio-planifikazioa, gailu egoera, materialaren informazioa eta bestelako datu gehiago arabera, eta arrazoirik egiten ditu gailu bakoitzaren lan-tareaak osasuneko eta antolatu gabeko ekintza garbitzeko, zein erraza handitzen du lana automatizazio maila eta lauki-prozesuak produktzen ahurreko efizienzia.
5.Materialaren Joera eta Automatizazio Modulua
Bi modu daude automatizatutako kargaketa eta deskargaketa: entzularia eta robotaren alaba
(1) Robotaren esku-dantza, marrazki-lasterko eta beste probak aurreratuak izan diren pla planoiak prozesuaren eremutik hartzen ditu bere aljadasun eta zehatzeko posizioa duten araberako. Robotaren amaieran dagoen hartze-gailua pla planoien forma eta tamainaren arabera automatikoki egokitu daiteke hartze-prozesua suleagarri eta fiablea izateko eta lan-arteagariaren daniarrerik gabeizteko. Hartze ondoren, robotaren esku-dantza pla planoiak trinkete bidalketa-bidearen hasierako posizioara birbidaltzen ditu abiadur handiagoz.
(2) Ekonomikagoago aukera. Estabil dagoela eta kargu handiko neurriarekin, trusa laster-bide eskuzarriak metala piezaak finkokoa den bidean mugitzen ditu zabalaren zentro flexiblean. Trusak sisteman garrantzitsuen servo-motorra du, linealen mugimendu zoragarri eta estabilak lortzeko, eta azterketa beharrak arabera abiadura eta posizioa aldatu daitezke zehazki pieza metalikoak zabalaren zentroaren kargatze-estazioan bidaltzeko.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE