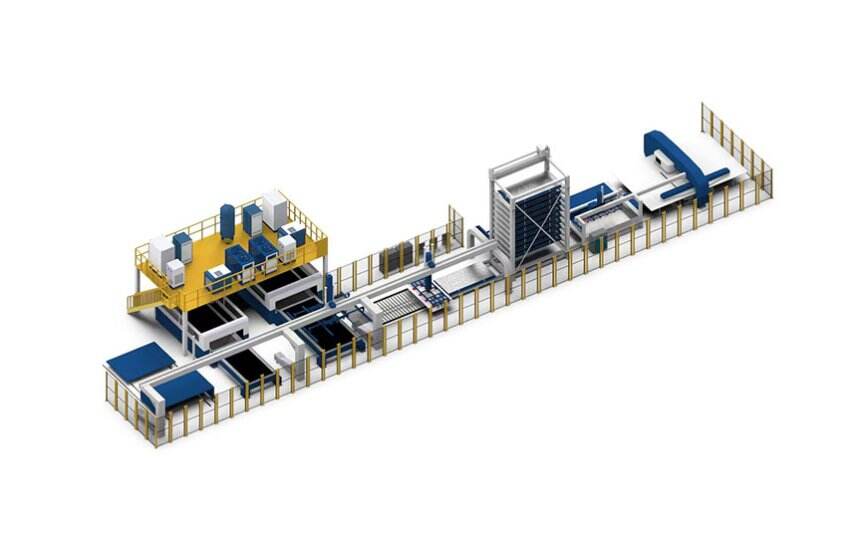
1.STON’n metallilevyjen tuotantolinja tarjoaa kaiken-yhdessä -ratkaisun, joka yhdistää avoimisen, tasaus, laserleikkaus, punnussa, kaaretteluun ja värjäys yhteen tehokkaaseen järjestelmään.
2.Tämä tuotantolinja kattaa metallilevyjen käsittelyn jokaisen vaiheen, täyttäen korkean tehokkuuden ja suuren mittakaavan tuotannon vaatimukset.
3. Useita yhdistelmiä, laserleikkausyksikkö voi muodostaa automatisoitu tuotantoriviin painolaite-, paneelikaarettimen ja CNC-tornusahkomen kanssa
4. Tarjoamme ilmaisen esimyyntien katsauksen ja teknisiä ratkaisuja tuotekuvioita perustuen
5. Useita automaatiovalintoja saatavilla, kuten ristikkoja tai robottikäsia
Mukautettu, tuotantorivin parametrit määritetään asiakkaan teräskaudun kokoon, painoon, levyaineeseen ja paksuuteen sekä tuotekuvioihin perustuen.
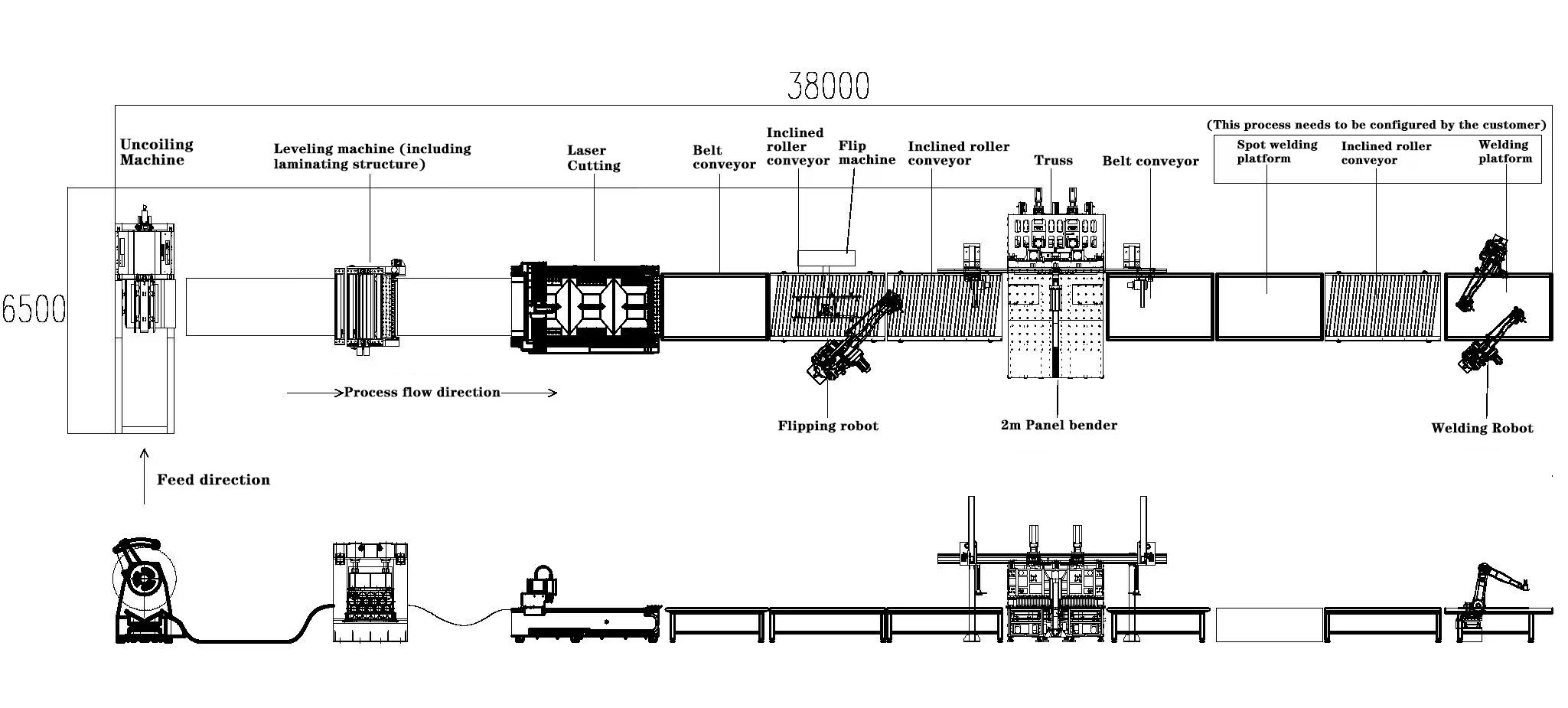
Tuotantorivin suunnittelurakennekaavio (Otetaan 2-metreinen paneelikaarettimeno esimerkiksi)
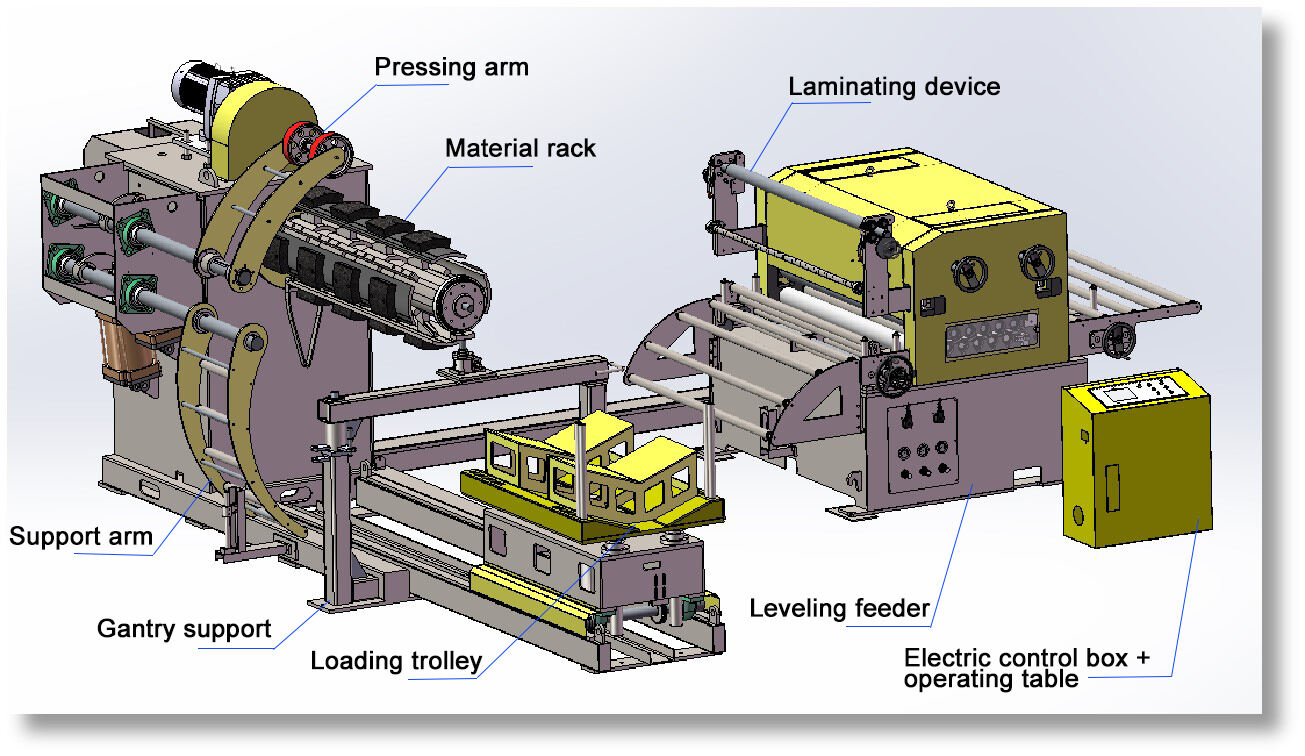
1. Avattava ja tasausmoduuli
|
Avauslaitteen avauskaari |
Tasauskone |
Tasaussarja voi suorittaa epätasaisia teräsplaatteja. Monien vierintäsarjojen tarkkan koordinoimisen avulla se pystyy tehokkaasti poistamaan plaatin pintapuolella olevat aalto- ja väännöshäiriöt, varmistaa, että plaatin tasaisuus saavuttaa korkean tarkkuuden standardit, ja lokee hyvän perustan myöhemmälle käsittelylemmälle.
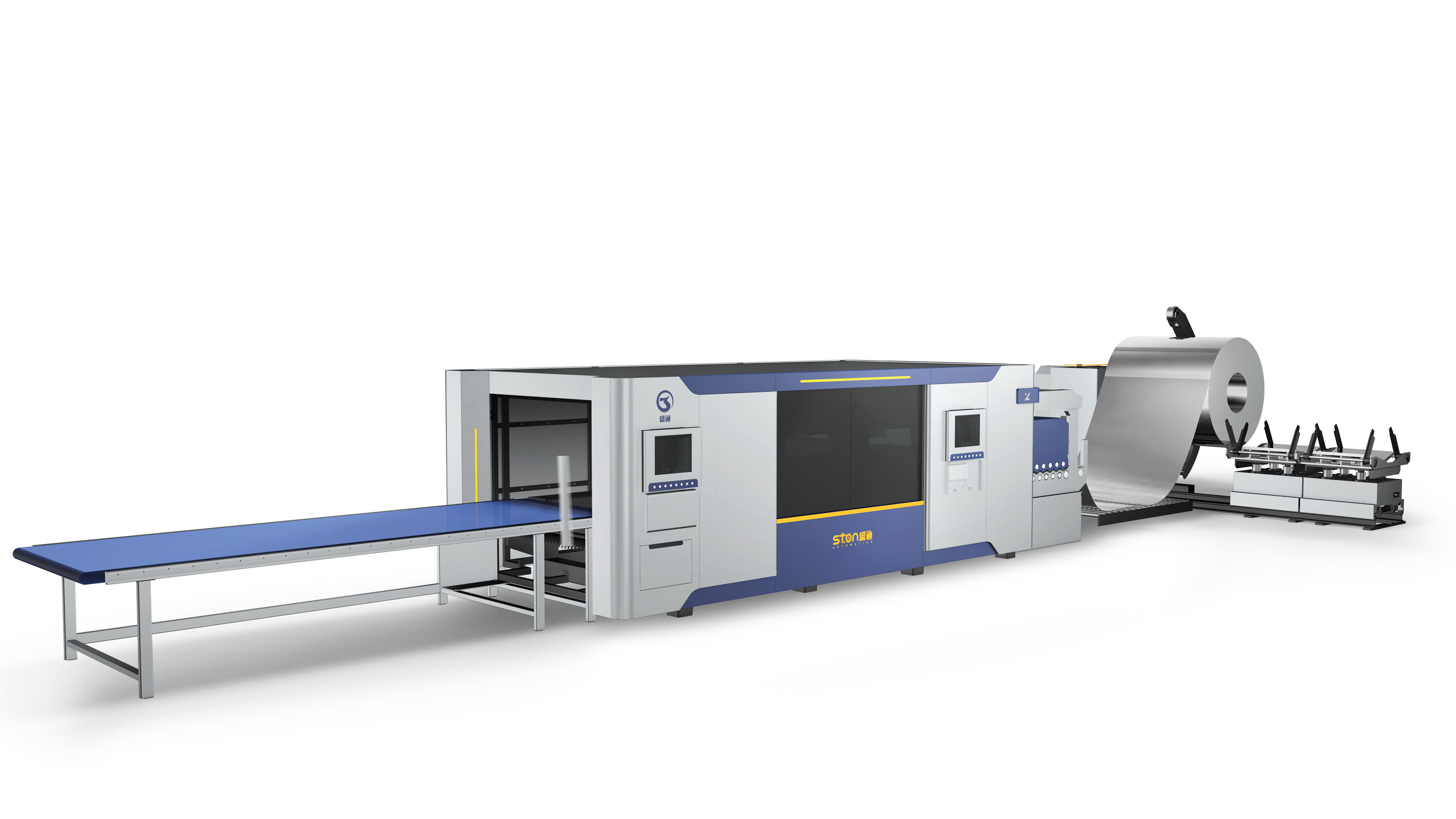
2. Laserleikkaus- ja valmistusmoduuli
Tasattu leveys pääsee laserleikkauksen yksikköön. Yksikkö on varustettu edistyneellä laserleikkauksetechnologiolla ja se pystyy tarkasti leikkaamaan teräsleveyttä ennakkosetellyn leikkauksen ohjelman mukaisesti. Kompleksiset geometriset kuviot tai osien konturat, jotka sisältävät hienoja rakenneelementtejä, voidaan erottaa nopeasti ja tarkasti korkean energiantiheyden avulla, ja leikkauskärjet ovat sileitä, ja tarkkuus voi saavuttaa millimetrin tason tai jopa paremman. Samalla robottijärjestelmä toimii tiiviissä yhteistyössä laserleikkauksen yksikön kanssa. Sen joustava robottikäsivartalo ja tarkat otto- ja paikannuskyvyt mahdollistavat nopean ja vakaan lataamisen ja purkamisen leveyksille, mikä parantaa huomattavasti leikkausprosessin tuotantokapasiteettia.
 |
 |
3.Puristus- ja muotoilumoduuli
Leikatut teräsosat lähetetään sitten robottien kautta elektro-hydrauliseen kaarettimakineeseen. Sen voimakkaiden hydraulisia ajoneuvoja ja tarkkoja ohjausjärjestelmiä käyttäen elekstro-hydraulinen kaarettimakine voi kaarrellla teräsosia useilla kulmilla ja kaarisuunnatuksilla tuotteen vaatimuksia vasten. Onko kyseessä yksinkertainen suorakulmainen kaari tai monimutkainen kaari tai moni-kerta muoto, tarkka muotoilu voidaan saavuttaa hallitsemalla tarkasti kaarretyskulmaa ja voimaa.
Monimutkaisempien ja tarkemmien kaarennusvaatosten osalta joustava kaarennuskeskus näkee keskeisenä roolinsa. Se integroi edistynyttä CNC-tekniikkaa ja älykkäitä algoritmeja, ja se pystyy nopeasti vaihtamaan eri kaarennusmalleista ja käsittelyparametreista saavuttaakseen tehokasta kaarennusprosessia teräsosia eri määreitä ja muotoja varten. Koko tuotantoprosessissa robotti toimii "siltnä" materiaalin siirrossa, kuljettamalla teräsosia joustavasti eri laitteiden välillä varmistaakseen naamioton ja tehokkaan tuotantoprosessin.
 |
 |
4.Lasaus- ja montaajamooduli
Kaarettu metallilevyosat siirretään robottia käyttäen manipulaattorin värjäämis- ja muotoiluasemalle. Manipulaattorin värjäämis- ja muotoilulaitteisto on varustettu korkean tarkkuuden värjäämisjärjestelmällä ja visuaalisella seurantajärjestelmällä, jotka voivat automaattisesti valita sopivan värjäämisprosessin (kuten argonipuhallusvärjäämisen, pistevärjäämisen jne.) ja värjäämisparametrit metallilevyosien värjäämisvaatimuksiin perustuen. Värjäämisen aikana visuaalinen seurantajärjestelmä seuraa värjäämispistettä real time -tavalla ja ohjaa manipulaattoria täsmällisesti suorittamaan värjäämistoiminnon, mikä varmistaa, että värjy on tasainen ja vahva, ja että värjäämisen laatu on vakaa ja luotettava.

Koko automatisoidussa tuotantoprosessissa ristikko, robottikorvi ja joustava kaarettuuskeskus toteuttavat reaaliaikaisen datan vuorovaikutuksen ja jakelun teollisuusethernetin ja muiden viestintätekniikoiden kautta, ja ne hallitaan yhtenäisesti keskustejärjestelmän avulla. Keskustejärjestelmä optimoi dynaamisesti tuotantoprosessin monitason tietojen perusteella, kuten tuotussuunnitelman, laitteistotilan ja materiaalin tiedot jne., ja järjestää järkevästi jokaisen laiteosaston työtehtävät varmistaakseen koko tuotantoprosessin tehokkaan ja vakaan toiminnan, mikä parantaa huomattavasti leppijenkäsittelytuotannon automatisointitasoa ja tuotantotehokkuutta.
5.Materiaalin siirto- ja automatisointimoduuli
Automaattisessa latauksessa ja purkauksessa on kaksi muotoa: ristikko ja robottikorvi
(1) Robottikäs varjoilee tasattuja, laserleikatuja ja muita esivalmisteluun kuuluvia prosesseja käsittäneitä teräslevyjä käsittelyalueelta joustavilla sidoksillaan ja tarkoilla paikannuskyvyllään. Robottikäsinvaihde kykenee sopeutumaan teräslevyjen muotoon ja koostoon varmistamaan sujuvan ja luotettavan ottamisen välttämään työkalun vahingoittumisen. Ottamisen jälkeen robottikäs siirtää teräslevyt nopeasti ruuviensiirtoradun aloitusasentoon.
(2) Taloudellisempi valinta. Sen vakiona olevalla rakenteella ja vahvalla kuormituskyvyllä rakenne toimittaa teräsosia joustavaan kaarettu keskustaan ennakoitunut reitti. Rakenne on varustettu korkean tarkkuuden servomoottorijärjestelmällä, joka voi saavuttaa nopean ja vakaan suoran liikkeen sekä joustavasti säätää kuljettuvuutta ja sijaintia tuotantotarpeiden mukaan varmistamaan, että teräsosat toimitetaan tarkasti joustavan kaarettu keskuksen latausasemalle.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE