1.STON-ova linija za proizvodnju metalnih ploča nudi kompletno rješenje, integrirajući rasvitavanje, ravnjanje, lasersku rezbu, štampu, savijanje i svarivanje u jedan učinkovit sustav.
2.Ova proizvodna linija obuhvaća svaki stupanj obrade metalnih ploča, zadovoljavajući zahtjeve visoke učinkovitosti i velikog obujma proizvodnje.
3.Različite kombinacije, jedinica za lasersku sečku može formirati automatizirani radni red s pritisknim štampačem, pločnim savijaljem ili CNC torusnim udaračkim štampačem
4.Ponuđamo besplatnu preglednu provjeru i tehnološke rješenja na temelju crteža proizvoda
5.Dostupne su različite opcije automatskog rada, poput režnice ili robota
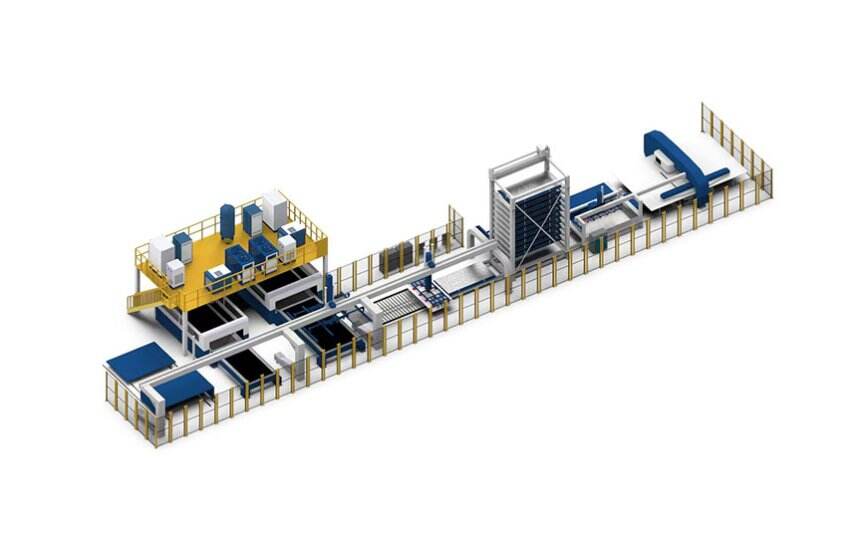
Prilagođeno, parametri radnog reda određuju se prema veličini, težini, pločastom materijalu i debljini čelika klijenta te crtežima proizvoda.
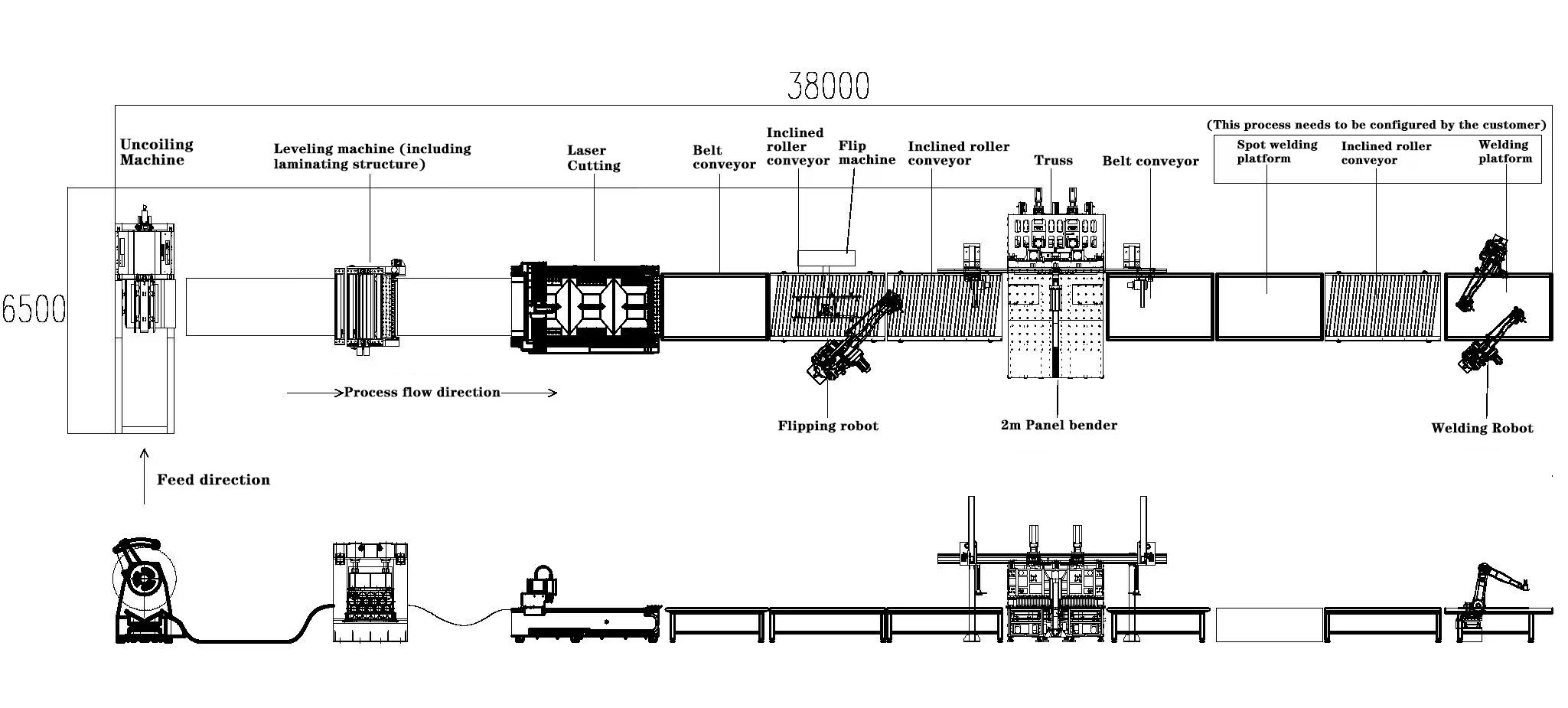
Shema strukture plana radnog reda (uzimajući kao primjer savijalj ploča od 2m)
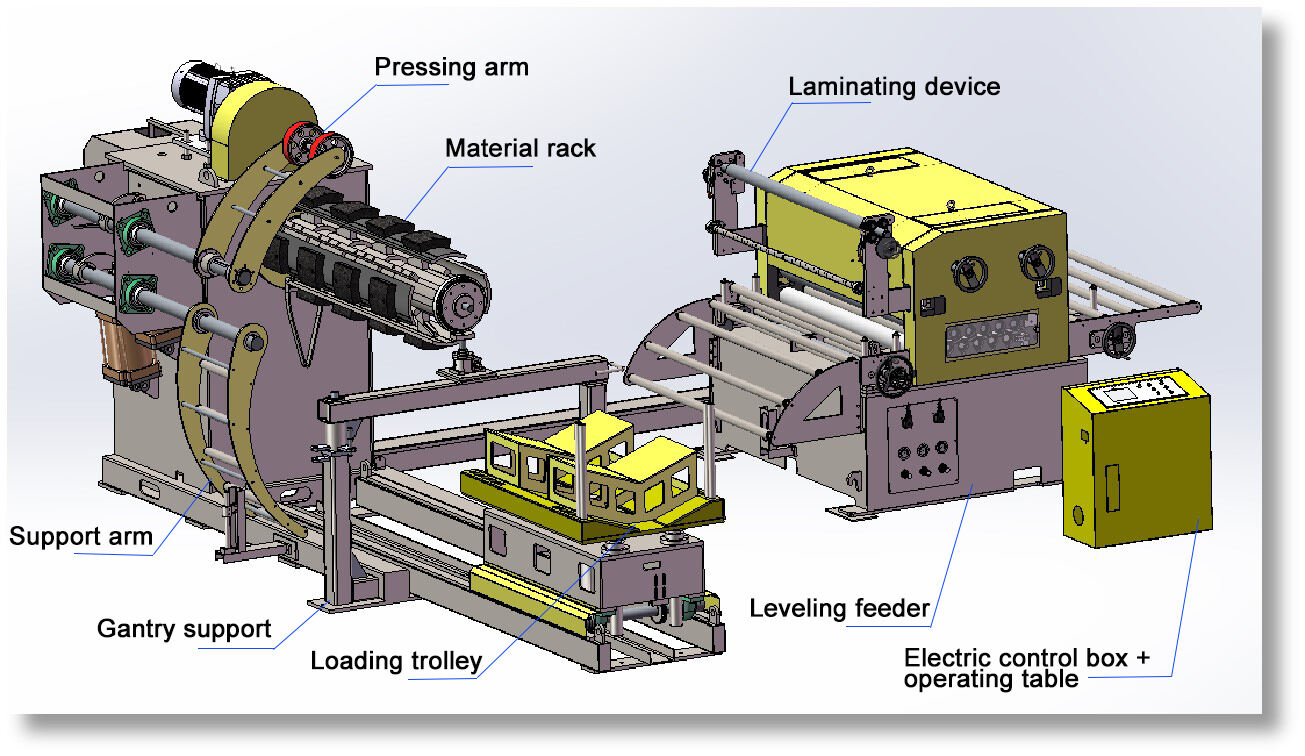
1.Modul za raspakivanje i ravnanje
|
Uređaj za raspakivanje s vijčanim stojištem |
Ravnača |
Ravnala može ispraviti neravne metalne ploče. Putem precizne usklađivanje više setova valjeva, učinkovito može eliminirati valove i krivine na površini ploče, osigurati da je ravnina ploče dostigli visoke točnost standarda i stvoriti dobru temeljnu bazu za nadaljnju obradu.
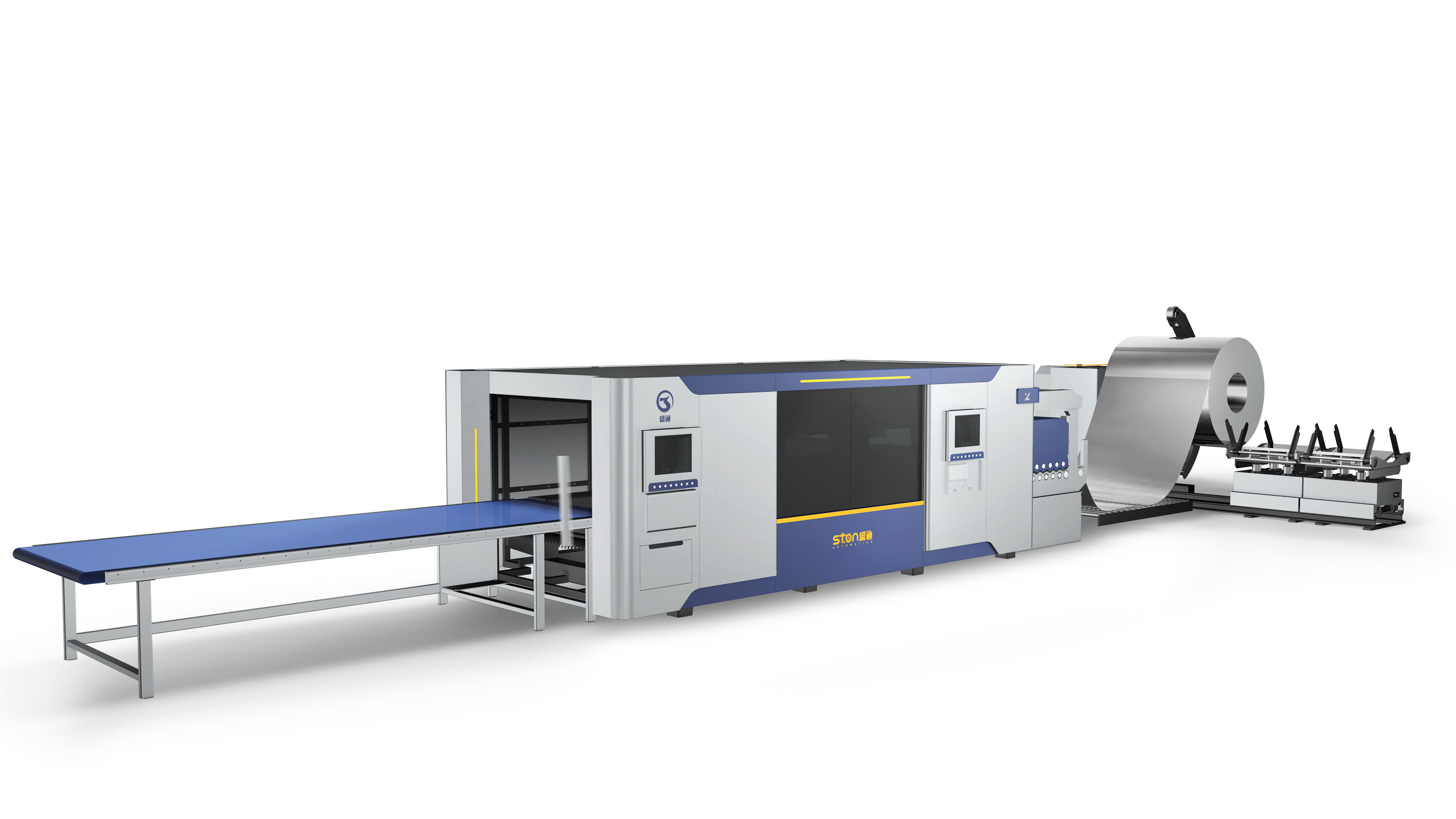
2.Modul za lasersku seču i izrezivanje
Ravna ploča ulazi u jedinicu za lasersku rezku. Jedinica je opremljena naprednom tehnologijom laserske režanja i može točno režati metalnu ploču prema prethodno postavljenom programu za režanje. Bez obzira je li riječ o složenim geometrijskim figurama ili konturama dijelova s jemnim strukturama, ti se mogu brzo i točno odvojiti uz pomoć visoke gustoće energije lasera, a rubovi reza su glatki i točnost može dostići razinu milimetara ili čak višu. Isto vrijeme, robotski sustav usklađeno radi s jedinicom za lasersko režanje. S njegovim fleksibilnim robotskim rukom i preciznim mogućnostima hvatanja i pozicioniranja, može brzo i stabilno izvršiti operacije opterećivanja i ispraznjevanja ploče, što znatno povećava proizvodnu efikasnost procesa režanja.
 |
 |
3.Modul za savijanje i oblikovanje
Odsječene metalne dijelove zatim šalje robot u elektro-hidraulički stroj za savijanje. Snažnim hidrauličkim pogonskim sustavom i preciznim upravljačkim sustavom, elektro-hidraulički stroj za savijanje može savijati metalne dijelove pod više kutova i zakrivljenosti prema zahtjevima proizvoda. Bez obzira je li to jednostavno pravoугlasto savijanje ili složeni luk ili višestruko savijanje, precizno oblikovanje može biti postignuto preciznom kontrolom kuta i snage savijanja.
Za složenije i višeprecizne potrebe za savijanje, fleksibilni centar za savijanje igra ključnu ulogu. Integrira naprednu CNC tehnologiju i inteligentne algoritme, a može brzo prebacivati između različitih alatki za savijanje i parametara obrade kako bi postigao učinkovito savijanje listnih dijelova različitih dimenzija i oblika. Tijekom cijelog proizvodnog procesa, robot nastavlja biti "most" za prijenos materijala, gibaći se fleksibilno s listnim dijelovima između različitog opreme kako bi osiguralo neprekinute i učinkovite proizvodne procese.
 |
 |
4.Modul za vremenje i montažu
Ogнутi listovi metala prenose se robotom na stanicu za svarenje i oblikovanje s manipulatorom. Oprema za svarenje i oblikovanje s manipulatorom je opremljena visokopreciznim sustavom za svarenje i vizualnim praćenjem, koji može automatski odabrati odgovarajući postupak svarenja (poput aronskog lukovitog svarenja, točkovitog svarenja itd.) i parametre svarenja prema zahtjevima za svarenje listovitih dijelova metala. Tijekom postupka svarenja vizualni sustav za praćenje stvara u stvarnom vremenu nadzor pozicije svarka i vodi manipulator kako bi precizno dovršio operaciju svarenja, osiguravajući da je svarka jednolika i čvrsta, a kvaliteta svarenja stabilna i pouzdan.

Tijekom cijelog automatskog procesa proizvodnje, nosač, robotska ruka i fleksibilni savijajući centar ostvaruju stvarno-vremensku interakciju i dijeljenje podataka putem industrijskog Eterneta i drugih komunikacijskih tehnologija, a jednolično se upravljaju i upravljaju središnjim kontrolnim sustavom. Središnji kontrolni sustav dinamički optimizira proces proizvodnje na temelju višedimenzijskih podataka poput plana proizvodnje, statusa opreme, informacija o materijalima itd., te razumnije raspoređuje poslovne zadatke svake opreme kako bi se osigurala učinkovita i stabilna radnja cijelog procesa proizvodnje, što znatno povećava razinu automatizacije i učinkovitost proizvodnje obrade pleha.
5.Modul za manipuliranje i automatizaciju materijala
Postoji dvije forme automatskog optuživanja i ispuštanja: nosač i robotska ruka
(1) Robotički lakt grabi očajaninove dijelove koji su bili obradjeni ravnanjem, laserijom rezanjem i drugim prethodnim procesima iz oblasti obrade svojim fleksibilnim čvorovima i sposobnošću preciznog pozicioniranja. Uređaj za hvatanje na kraju robotičkog lakra može se prilagodivo prilagoditi prema obliku i veličini očijevih dijelova kako bi se osigurala jednolika i pouzdanja procedura hvatanja te se izbjegava šteta radnom dijelu. Nakon hvatanja, robotički lakt brzo prenosi očijevi dijelove na početnu poziciju traku transportne staze.
(2) Ekonomičniji izbor. S njegovom stabilnom strukturom i jake mogućnosti opterećenja, greda prenosi čeljuste metalnih dijelova na fleksibilni savijajući centar duž unaprijed postavljenog puta. Greda je opremljena s visokopreciznim servoprivodom, koji omogućuje brzu i stabilnu linearnu kretanje, te može fleksibilno prilagoditi brzinu i položaj rada prema proizvodnim potrebama kako bi se osiguralo da su čeljusti metalnih dijelova točno isporučene na stanicu za učitavanje fleksibilnog savijajućeg centra.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE