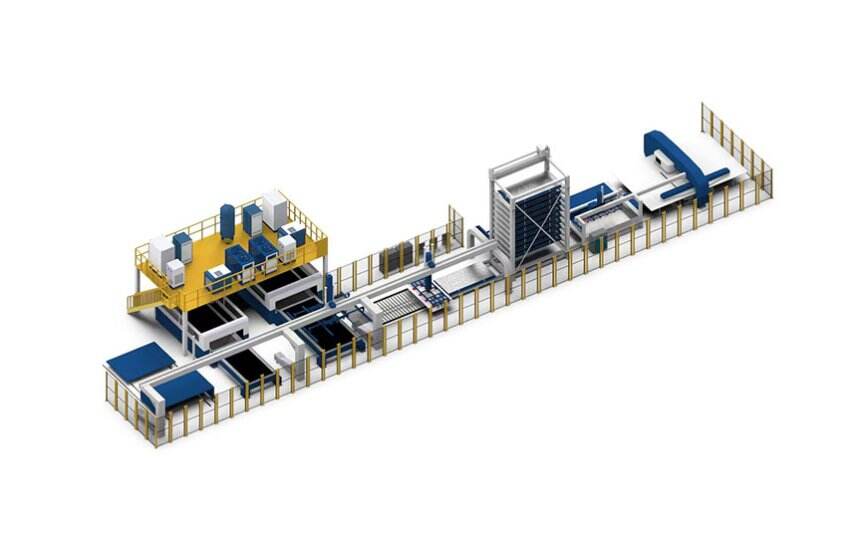
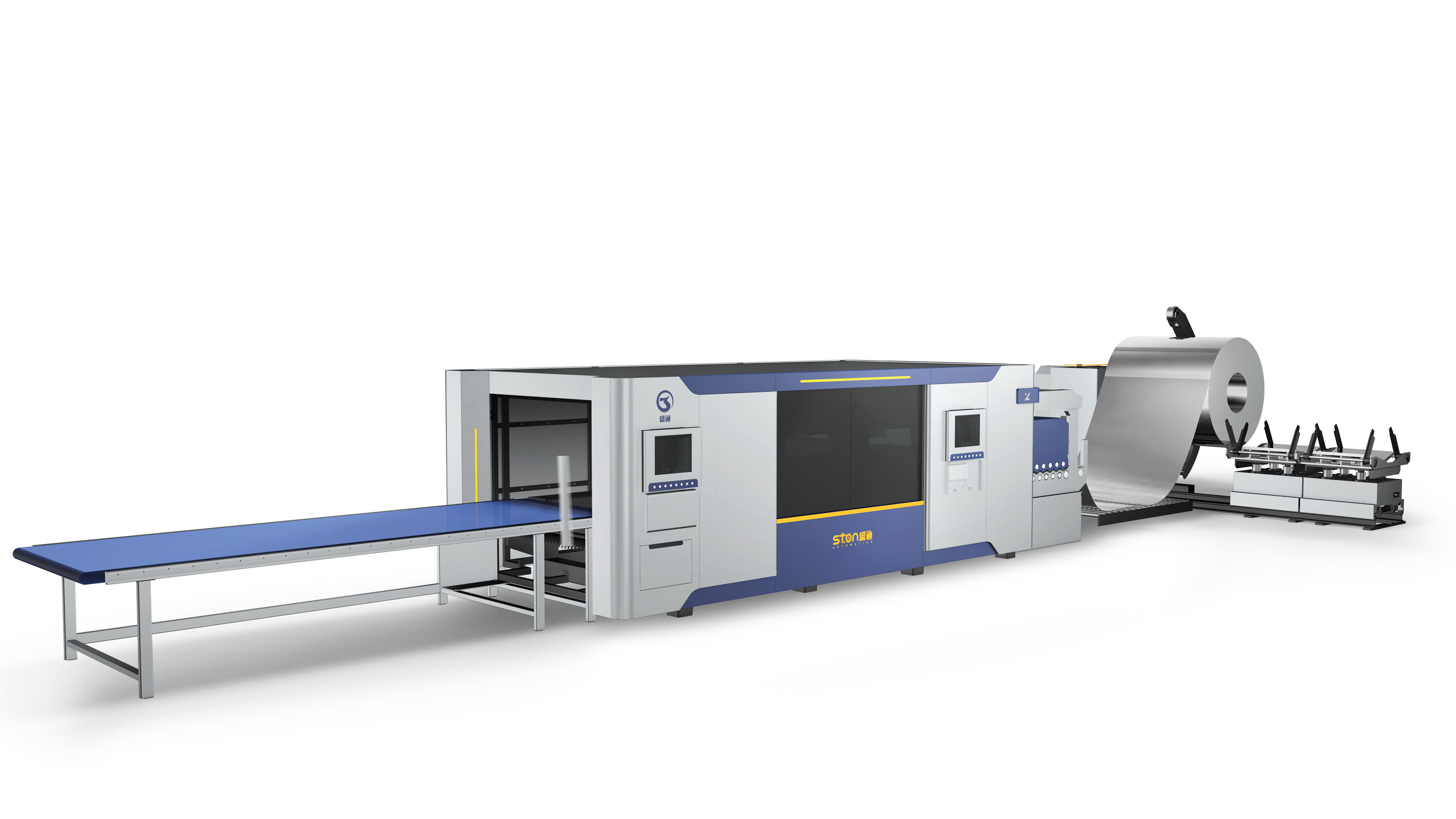
1.A STON vaslapos termelési sora egy integrált megoldást kínál, amely uncoiling, kijárítás, laser-vágás, lyukasztás, hajtás és zárolást foglal magában egy hatékony rendszerben.
2.Ez a termelési sor lefed minden vaslapos feldolgozási szakaszt, teljesítve az nagy méretű, hatékony termelés igényeit.
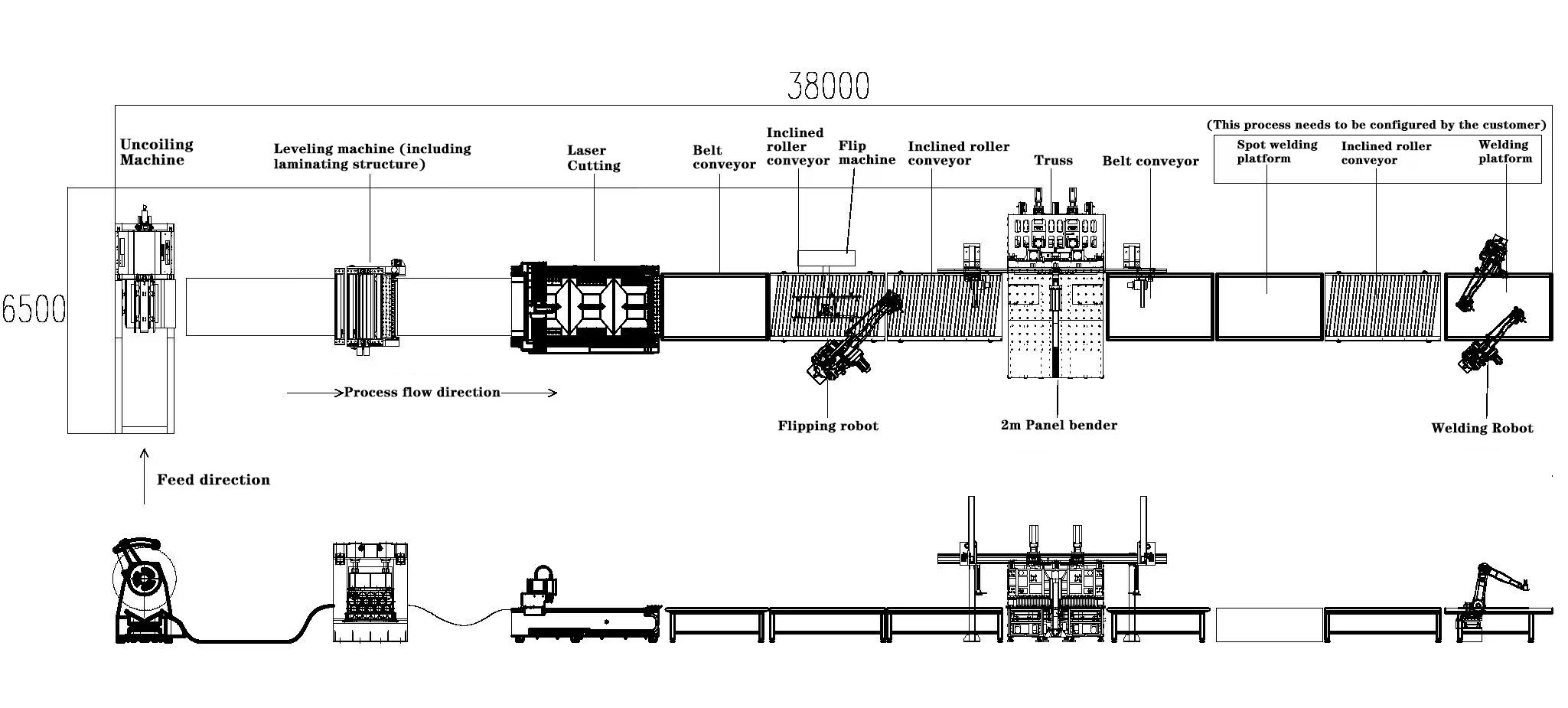
3. Különböző kombinációk, a laser-vágóegység egy automatizált gyártási sorozatot alkothat nyomós géppel, laposító guritővel, CNC torna ütőfúratással
4. Ingyenes értékesítési előtt tekintett át és technikai megoldások a termékrajzok alapján
5. Sokféle automata lehetőség elérhető, például gerendák vagy robotkarok
Testreszabott, a gyártási sorozat paraméterei a vevő acélkötél méretéhez, súlyához, lapanyaghoz és vastagságához, valamint a termékrajzokhoz kötődnek.
Gyártási sorozat tervstruktúra diagram (Példaként vegyük a 2m-es laposító guritót)
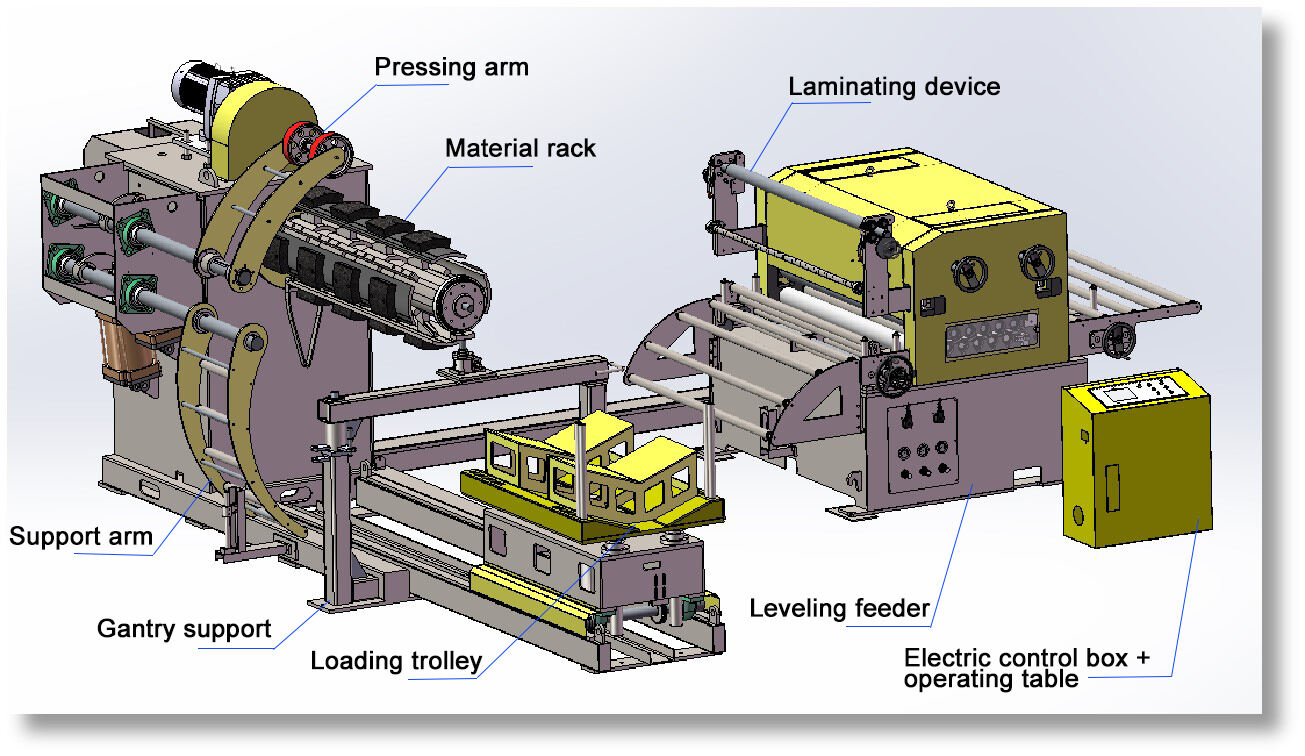
1. Fedezési és szintező modul
|
Fedezési eszköz felborító rács |
Egyenesítő gép |
A szintező berendezés kijavíthatja a nem egész falatokat. Több sormos Gödörök pontos koordinációja hatékonyan megszünteti a falat felszínén lévő hullámos és扭曲hiányosságokat, biztosítva a falat síkosságának magas-pontosságú szabványokat, és jól készíti elő a következő feldolgozásra.
2. Lézer-vágás és kivágás modul
A szintezett lap a laser-vágó egységbe lép. Az egység fejlett laser-vágási technológiával rendelkezik, és pontosan vágja a lapacot a előre beállított vágóprogram szerint. Függetlenül attól, hogy komplex geometriai alakzatok vagy finom szerkezetű részvázlatok lennének, ezeket a laser magas energia-sűrűsége miatt gyorsan és pontosan lehet elválasztani, a vágási élek simák, és a pontosság milliméter szinten vagy még jobban is lehet. Ugyanakkor a robotrendszer szorosan együttműködik a laser-vágó egységgel. A rugalmas robotkarja és pontos fogási és pozicionálási képességeivel gyorsan és stabilisan végezheti a lap betöltését és kivitelét, ami jelentősen növeli a vágási folyamat termelékenységét.
 |
 |
3. Hibakeresési és Formálási Modul
A kivágott lapos részeket a robot küldi tovább az elektro-hidraulikus görgőgépre. Hidraulikus hajtásrendszerével és pontos vezérlőrendszerével az elektro-hidraulikus görgőgép több szöget és görbülést alkalmazhat a lapos részekre a termék követelményei szerint. Akár egyszerű derékszögű görgésről, akár bonyolult ív vagy többszörös görgéses alakzatról van szó, pontos formázást lehet elérni a görgőszög és erő pontos ellenőrzésével.
Többet kívánó és magasabb pontosságú hajlítási igények esetén a rugalmas hajlítási központ játszik kulcsfontosságú szerepet. Integrálja az haladó CNC technológiát és az intelligens algoritmusokat, amelyek képesek gyorsan átváltani a különböző hajlítási formák és feldolgozási paraméterek között, hogy hatékony hajlítási feldolgozást valósítson meg különféle specifikációkra és alakzatokra vonatkozóan a laposzergyártek esetében. Az egész termelési folyamat során a robot továbbra is a "híd" szerepét tölti be anyagátadás terén, rugalmasan szállítva a laposzergyárteket a különböző berendezések között, hogy biztosítsa a zökkenőmentes és hatékony termelési folyamatokat.
 |
 |
4. Összefűzési és Gyártási Modul
A hajlított laposztály részeket a robot átviszi a manipulátornyhoz, adivesztési formázó állomáshoz. A manipulátornyhoz tartozó divesztési formázó berendezés rendelkezik magas-pontosságú divesztési rendszerrel és vizuális követőrendszerrel, amely képes automatikusan kiválasztani a megfelelő divesztési folyamatot (például argon-arc divesztést, pontdivesztést stb.) és a divesztési paramétereket a laposztály részek divesztési követelményeinek megfelelően. A divesztési folyamat során a vizuális követőrendszer valós időben figyeli a divesztési helyet és útmutatást ad a manipulátor számára annak biztosítására, hogy pontosan végrehajtsa a divesztési műveletet, így biztosítva, hogy a divesztés egyenletes és erős legyen, és a divesztési minőség stabil és megbízható maradjon.

Az egész automatizált termelési folyamat során a gerenda, a robotkar és a rugalmas hajlítási központ valós idejű adatváltást és -megosztást valósít meg ipari Ethernet és más kommunikációs technológiák segítségével, és egyetemesen a központi irányítási rendszer szabályozza és kezeli őket. A központi irányítási rendszer többdimenziós adatok alapján, például termelési terv, berendezés állapota, anyaginformációk stb., dinamikusan optimalizálja a termelési folyamatot, és jól rendezzi az egyes berendezések munkafeladatait annak érdekében, hogy biztosítsa az egész termelési folyamat hatékony és stabil működését, amely jelentősen növeli a lapfémes termelési folyamat automatizációs szintjét és termelési hatékonyságát.
5.Anyagkezelési és Automatizációs Modul
Két forma van az automatikus betöltésre és kiürítésre: gerenda és robotkar
(1)A robotkar a flexibilis csuklójával és pontos pozicionáló képességeivel fogja azokat a laposztály részeket, amelyek már átmentek a kijárósítás, laser-vágás és más előkészítő folyamatokon. A robotkar végén lévő fogóeszköz alkalmazkodóan szabályozható a laposztály részek alapján, hogy biztosítsa a sima és megbízható fogást, valamint elkerülje a munkatétel károsodását. A fogás után a robotkar gyorsan továbbviszi a laposztály részeket a hálózati szállítói pálya kezdőpontjára.
(2)Közönségesebb választék. A stabil szerkezetével és erős terhelésviszonyossággal a rács a lapos acélrészleteket a prémozgató központig viszi az előre meghatározott útvonalon. A rács rendelkezik egy magas-pontosságú szervó-mozgatórendszerrel, amely gyors és stabil egyenes mozgást érhet el, és rugalmasan igazíthatja a futási sebességet és pozíciót a termelési igényeknek megfelelően, hogy biztosítani tudja a lapos acélrészletek pontos kézbesítését a prémozgató központ betöltési állomására.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE