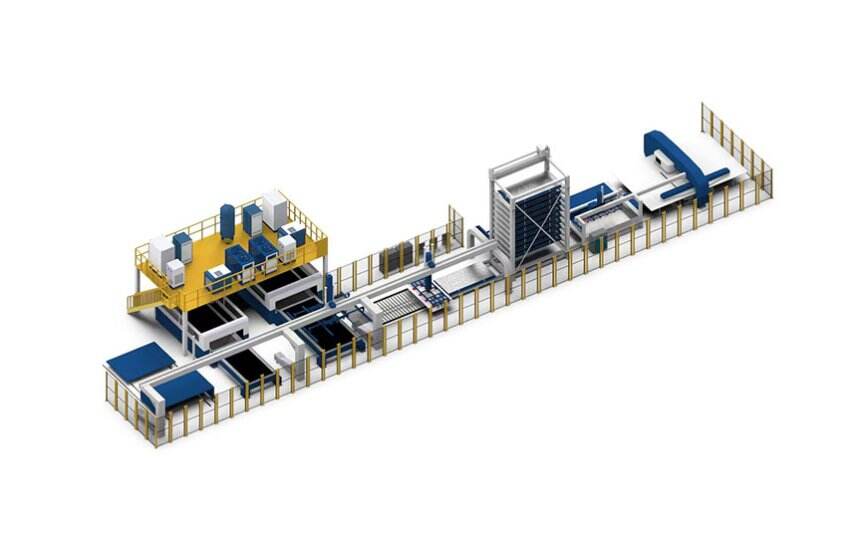
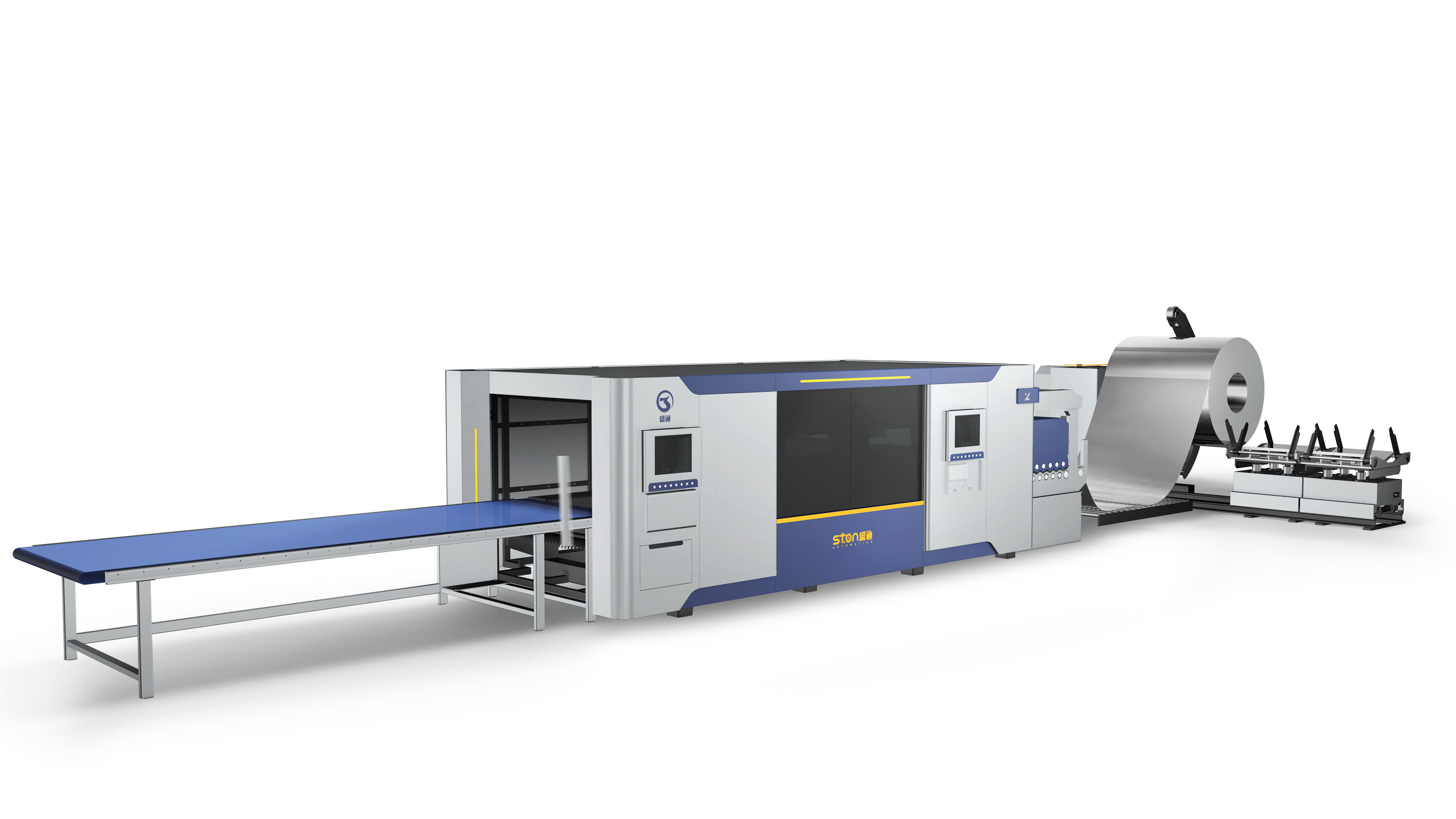
1. STON aðferðarframleiðslulínan býður upp á alls-inn-í-eina lausn, samsetningu opnunar, jafningu, laserskors, premingar, bogunar og viðbótar í einum nákvæmum kerfi.
2. Þessi framleiðslulína tekur fyrir sér hverja stöðu aðferðarverks metala, að uppfylla kröfu um hárstæðu, stórskalaleiðréttingu.
3.Þversögur, lasarhnitargerðin getur mynduð sjálfvirk línuprodúksjón með trynja og plötubogari, panelbogi eða CNC torntrynju
4.Þjónustu ókeypis á undan kaupum með þeim aðferðum sem byggja á útkastum vöru
5.Fleiri sjálfvirkum valkostnaði sem er tiltæk, eins og steypir eða róbótarengjar
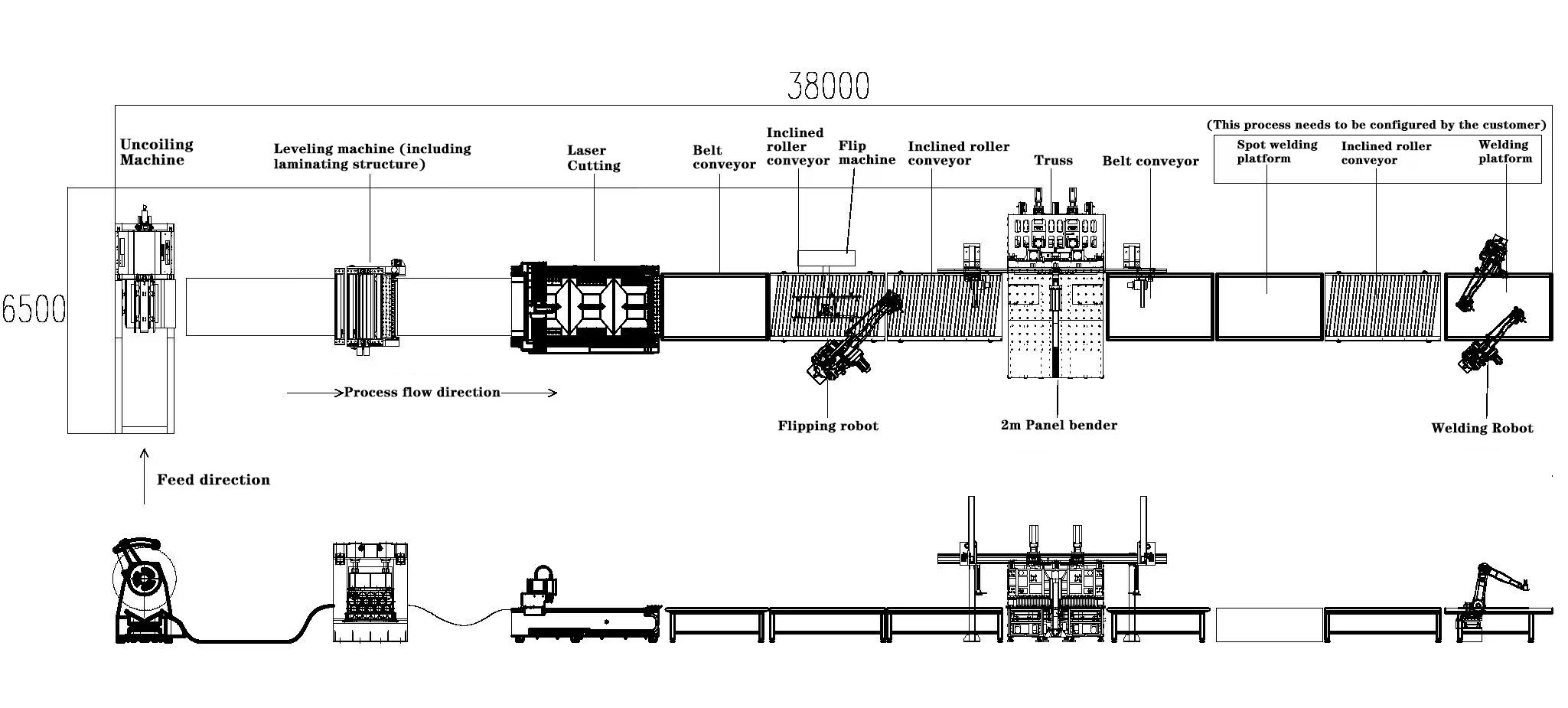
Sérsniðin, mælingarnar á línunni eru stilltar eftir stærð og vætt krafamotils, plátametalins og þiccdóm sem einnig byggja á útkastum vöru.
Útlagsmynd rannsóknarrits (sem dæmi um plötubogara 2m)
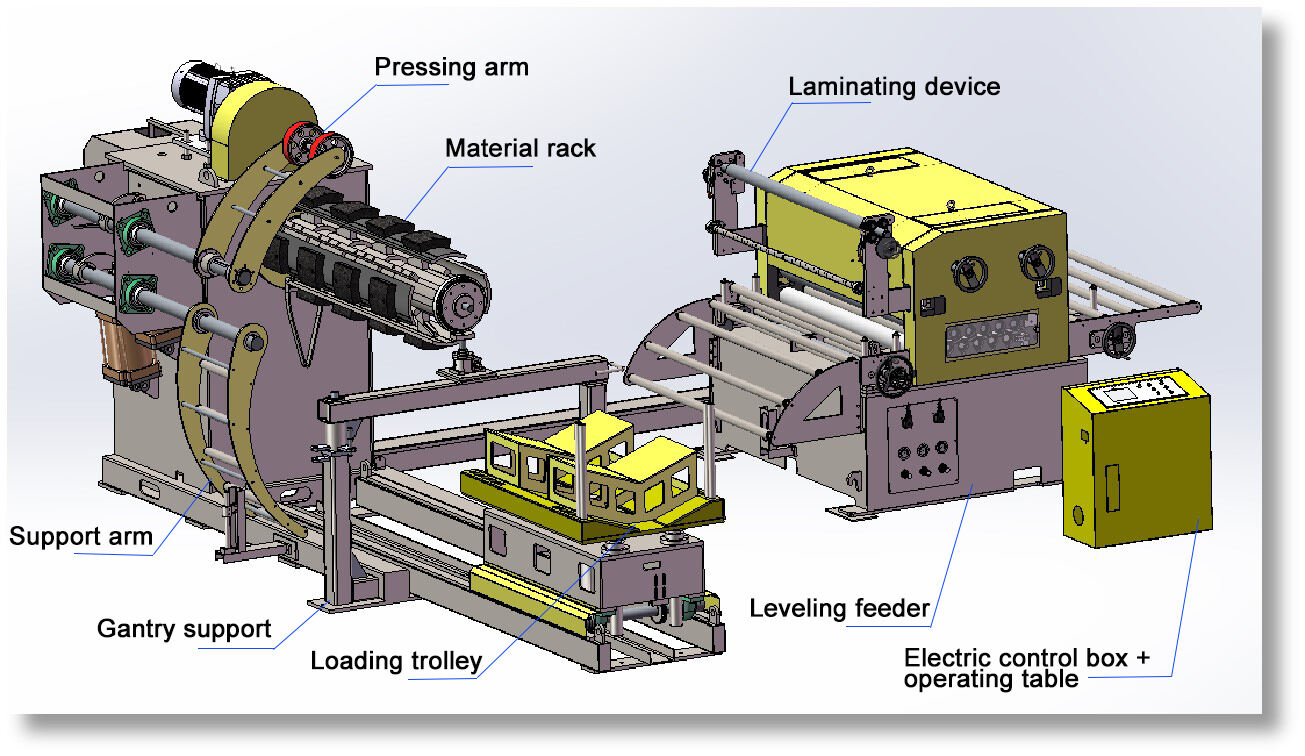
1. Losningar- og nýtingarmóđul
|
Losnaraforrit gerir losun á rafur |
Jafningaverkfræði |
Nýtingaranlegur aðgerðir geta breytt ójafnum plötum af metalað. Með nákvæmri samstarfsmiða margra rólur eru hægt að eyða bógum og snúingu í flatan, tryggja að flatniðni plötanna ná þroskafræðilegum stöðum, og leggja góða grunn fyrir eftirfarandi ferli.
2. Láserskera- og blankingarmóđul
Það flatlagið blað fer í lasarvefsnýjunina. Vefsnuðin er útrúst þvílíkum frumvarpaleysubrotti og getur nákvæmlega klippt járnblað eftir fyrirsett brottsforrit. Þekkjast jafnvel flóknar rúmmálssniðugriða eða hluta með smám strúktúr, sem geta verið skipt út hratt og nákvæmlega með há energy density af lasaranum, og sniðsbrunnarnir eru sléttir og nákvæmni getur náð millimetrarstigið eða jafnvel hærri. Samtímis virkar robotkerfið nágætliga við lasarvefsnýjunina. Með því að nota fleksanlegan robótarm og nákvæma greipunar- og stillingaraðferðir, getur það fljótt og stöðugt lokið hleðslu- og úthleypsluverkefnum á blaðinu, með því að mikilvís bæta framleiðsluaðgerðinni af vefsnuðinu.
 |
 |
3. Bogi- og formkerfi
Afsmiðinu bláið eru síðan send til dreifimálsins með rafrænum hýdróldrífi með ráni. Með kraftmikum hýdróldrífkerfi sínu og nákvæmum stjórnunarkerfi, getur hýdrólíkurdreifimálið bogað afsmiðin bláið á margar horn og bogunartegundir eftir vörukröfur. Í hvort sem er einfalt hægrihornsbóg eða flóknari bogi eða fjölboginn form, nákvæmur formunar má vera náður með því að nákvæmlega stjórna dreifingarhorni og krafti.
Fyrir veriðar og háþrýstingar ákveðna þögnunarþarfir, spilar samsettur þögnunarstofa aðalhlutverk. Hann sameinir frumvarp CNC-þættir og vísindaleg algrím, og getur hratt skipt í milli mismunandi þögnunarformúlur og ferilfærsla til að náðast hagbótarenum þögnunarferli flatmálagerða af ýmsum stærðum og formum. Á öllu framleiðsluferlinu heldur róbótin áfram sem "bro" fyrir hluti útflutninga, með fullri fljótlegri flutt flatmálagerða milli mismunenda tækja til að tryggja óhrygg og hagbótara framleiðsluferli.
 |
 |
4.Þveiflingar- og Sameiningarmóđull
Þáttir af bogenum metall eru fluttar fram af róbótinum í veldislögunarstöðina. Veldis- og formunarútgáfan er tengd við hárþekkt veldisskemmt og sjónaframfararbundinn, sem getur sjálfkrafa valið rétt veldisferli (t.d. argonbogsveldi, punktveldi o.s.frv.) og veldisstillingar eftir þörf vélraraþátta. Á meðan ferlið á veldingu fer fram, skoðar sjónaframfararbundinn staðsetningu veldisstöðvar í rauntíma og stjórnar róbótann til að lata hann ljóslega klára veldisstarfsins, örugglega að veldið sé jafnt og fast, og að gæði veldingarinnar sé stöðugt og treystanlegt.

Á öllri sjálfvirku framleiðsluferli stendur spjald, robótararmur og samþættaður bogunarskjalssmiði á sama tíma á við raunverulegt gagnaframlag og deiling með því að nota þjóðveldis-Ethernet og önnur tengingatekník. Þau eru einnig sameinað og stjórnað af miðstöðustýringarkerfi. Miðstöðustýringarkerfið optimerar sjálfkrafa framleiðsluferlinn á grunnlagi fjögurra víddir af gögnum eins og framleiðsluskipulagi, stilling á skipum, upplýsingar um efni o.s.frv., og setur skilvirklega saman verktök fyrir hverja skipan til að tryggja hraða og stöðugan virkni alls framleiðsluferlinn, sem bætir mjög framtíðarlega sjálfvirkni og virkni í blaðmetalsmiði.
5. Ferlaskipulag og sjálfvirkar stuðlar
Það eru tveir gerðir sjálfvirkra hlaðningar og úthlaðunar: spjald og robótararmur
(1) Robótakinn greipir plátsdeila hluti sem hafa verið vinnað á með jafningu, laserskori og öðrum fyrri vinnum, með þeim aðgerðarhjólum sem eru fleksible og með nákvæmni í staðsetningu. Greiparskipulagin á endanum af robótakinni er hægt að stilla sjálfvirklega eftir formi og stærð plátsdeilanna til að varsa glatta og fullyrða greipunarferli og forðast skömmu á vinnuskipulagi. Eftir að greipun hefur fundist, flýtur robótakinn hratt plátsdeilana á upphafsstaðsetningu trussuflækjustigsins.
(2) Virðilegt val. Með fastu stefnu og sterkri hlaupumhverfi, flýti trussin blái hluti áfram að flexibla benda miðstöð með því að fara á fyrirsett spori. Trussinn er úrustur með háþróað servo-driftkerfi, sem gætir náð hrattu og stöðugri línuhreyfingu, og getur sjálfgangið stillt keyrtingarhraða og staðsetningu eftir framleiddar þarfir til að ganga í gegnum að blái hlutirnir verðið nákvæmlega fluttir á hleðslustöðina á flexibla benda miðstöð.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE