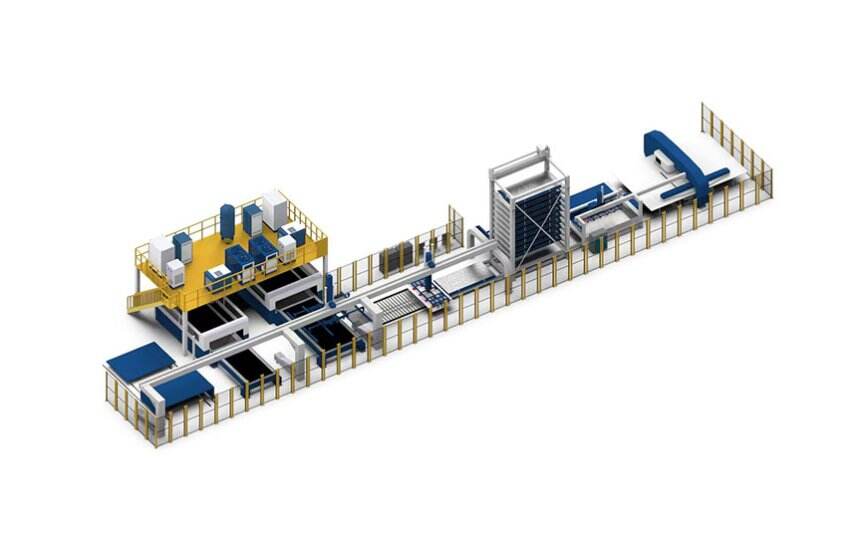
1.Linea productio laminarum metallicarum STON praebet solutionem omnium in uno, integrans explicandum, aequationem, sectio laser, perforatio, flectio et coniunctio in unum systema efficiente.
2.Haec linea productio comprehendit omnem stadium fabricandi laminarum metallicarum, satisfaciendo desideratis altissimae efficientiae et productionis magnae scalae.
3. Diversae combinationes, unitas incisoria laseris potest formare lineam productionis automatisatae cum frangitor press Brake, panel Bender, CNC turris punch press
4. Praebet gratis praerevisionem venditionis et solutiones technicas ex picturis productorum
5. Diversae optiones automationis disponuntur, sicut trabes vel brachia roboticum
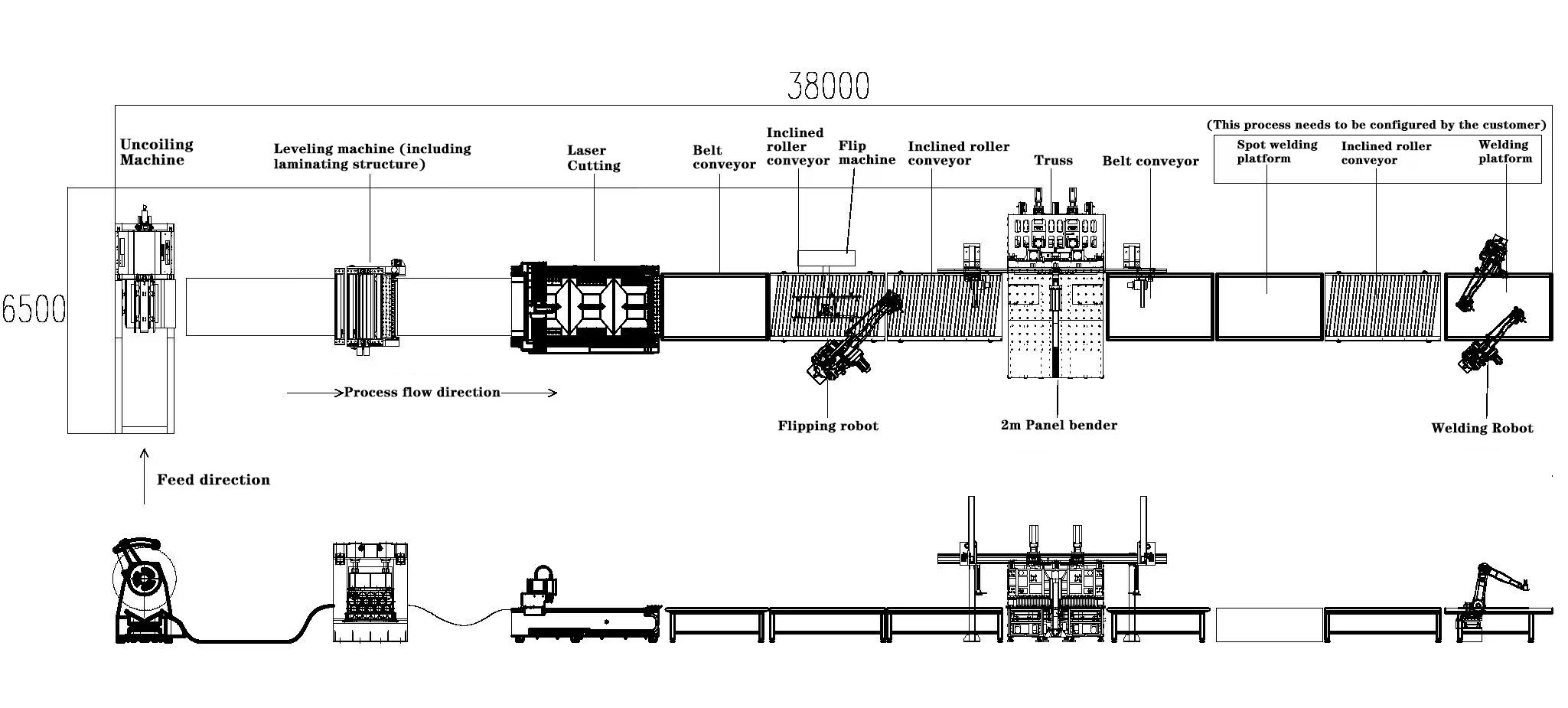
Conficta ad mensuram, parametri lineae productionis determinantur secundum magnitudinem, pondus, materialium laminae et crassitudinem rotulae ferreae clientis necnon ex picturis productorum.
Diagramma structurae plani lineae productionis (Sumptum est exempli causa panel bender 2m)
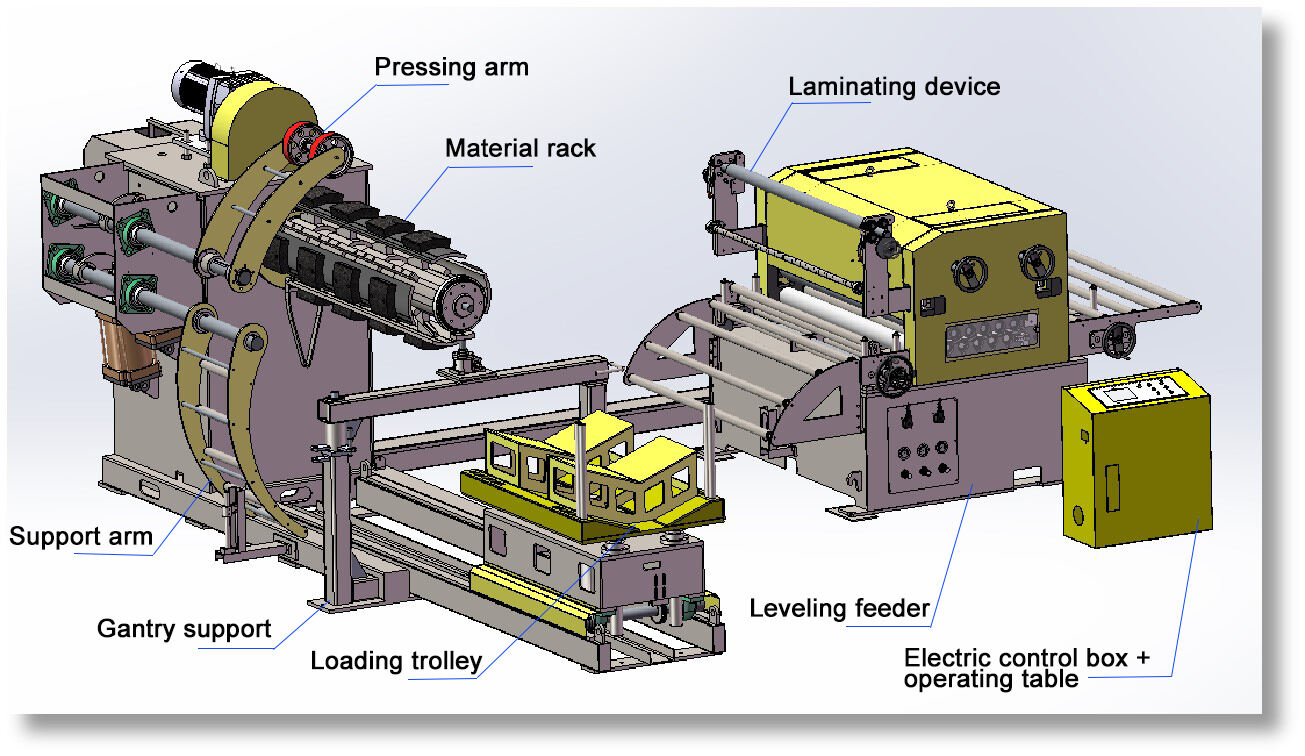
1.Modulus Expandendi et Aequantandi
|
Dispositio expandendi gradatem |
Machina ad aequandum |
Instrumentum aequantandum potest corrigere laminas metalli inaequales. Per praecisam coordinationem plurium serierum voluberum, potest efficaciter tollere defectus undosos et tortuosos super faciem laminae, et certum facit ut planitas laminae attingat normas altissimi praecisionis, et parat bonam fundamenta pro subsequentibus operationibus.
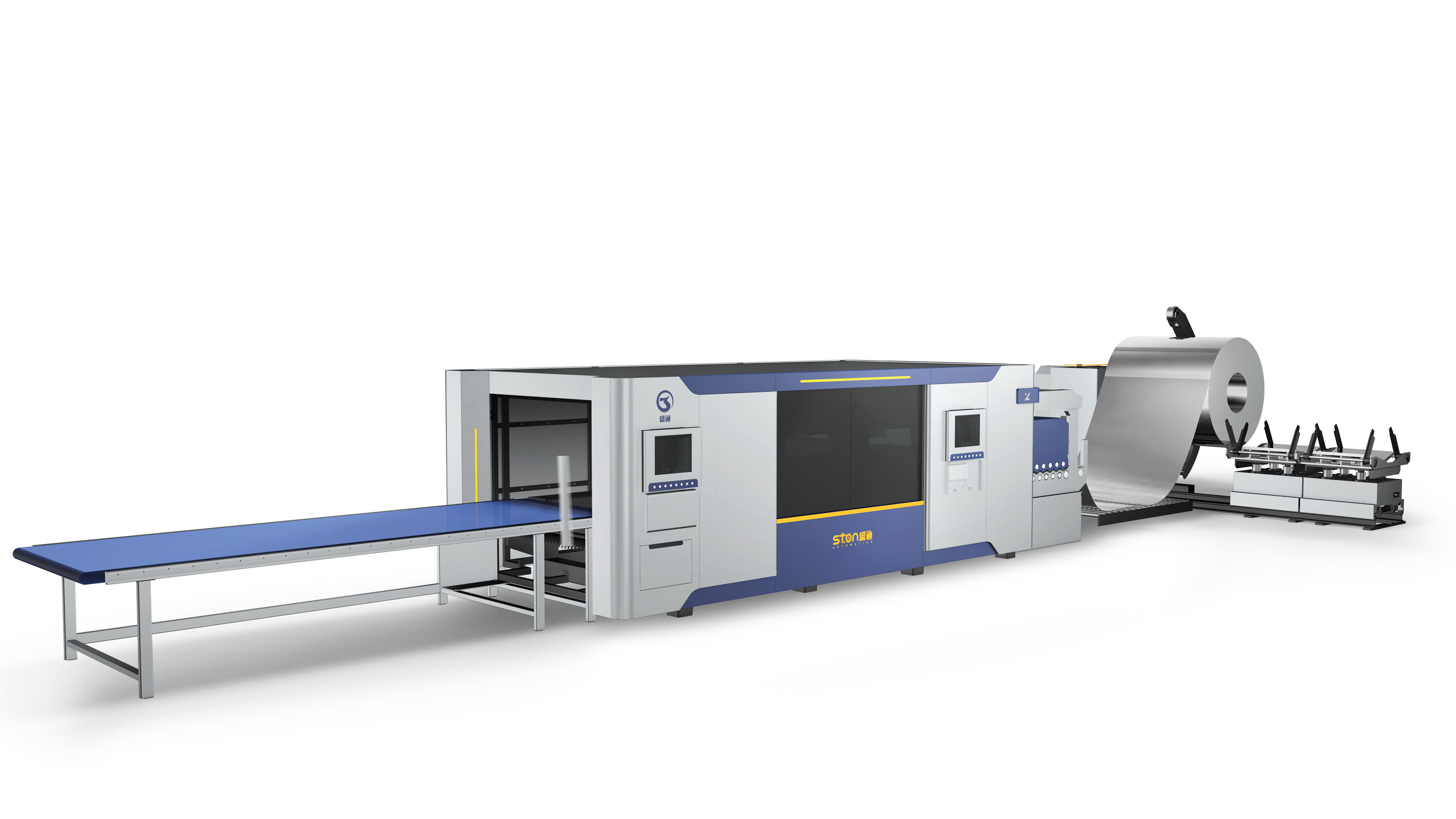
2.Modulus Incidendi Laser et Excidiendi
Laminam planam introducit unitas praecisionis laser. Unitas hanc technologiam praecisionis laser aequipat et potest exacte ferream lamina secare iuxta praedefinitum programmatum praecisionis sectionis. Sive figurae geometricae complexae sive contorni partium cum structuris tenuibus sint, possunt cito et accurate separari per altam densitatem energiae laser, et latera sectionis sunt levia et praecisio ad milimetrum aut etiam maius pertingere potest. Simul, systema robot operatur cum unitate praecisionis laser. Cum brachio robotico flexili et capacitate apprehendendi et positionis praecise, potest cito et stabili ferream laminam onerare et deonerare operationes, magnopere producentem efficaciam productionis processus sectionis.
 |
 |
3.Modulus Flexionis et Formationis
Tum fragmenta laminae metallica ab roboto mittuntur ad machinam plicatricem electro-hydraulica. Cum robore systematis hydraulic drive et accurate systematis controlis, machina plicatrix electro-hydraulica potest laminas metallicas plicare in multos angulos et curvaturas secundum requisita productus. Sive sit simplex flexura rectangula aut complexus arcus vel figura multiplex, accurata formatio perfitur per accurate regendum angulum et vim plicandi.
Pro maiore complexione et alta praecisione necessitatibus flectendi, flexibile centrum flectendi praecipuum officium gerit. Integritatem technologiae CNC avancatae et algoritmorum intelligentium continet, et cito inter diversa flectendi formamenta et parametra processus commutare potest, ut efficacem flectionem partium laminae metallicae variorum specificarum et formarum consequatur. Per totum processum productionis, robot semper tamquam "pons" in transmissione materialium fungitur, flexibiliter partes laminae metallicae inter varias machinas transportando, ut processus productionis continuum et efficientem conservet.
 |
 |
4.Modulus Coniunctionis et Soldering
Partes laminae metalleae curvatae transferuntur a robot ad stationem formandi soudature manipulatoris. Apparatus formandi soudature manipulatoris est instructus cum systema soudature altae praecisionis et systema visualem subsequentium, quod potest automatico eligere processum soudature aptum (sicut soudatura arcus argonii, soudatura punctiformis, etc.) et parametras soudature secundum necessitates soudature partium laminae metalleae. In processu soudature, systema visualem subsequentium monitorat locum soudature in tempore reali et guidat manipulatorem ad exacte completi operationem soudature, sic ut sica soudature sit uniformis et firma, et qualitas soudature sit stabilis et fiducialis.

Per totum processum productionis automatizati, ferculum, brachium roboticum et centrum flectendi flexibilis inter se datas in tempore reali per industrialem Ethernet et alias technologias communicationis interagent et condividunt, et ab systemate controlis centrali uniformiter diriguntur et administrantur. Systema controlis centralis optimat dynamicum processum productionis ex multis dimensionibus datarum, sicut planus productionis, status apparatus, informatio materialis, etc., et rationabiliter disponit labores apparatus singulorum ad certificandum operationem efficientem et stabilem totius processus productionis, quod magnopere augit gradum automatizationis et efficientiam productionis in tractatu laminae metallicae.
5.Modulus Manipulationis Materialis et Automationis
Sunt duae formae incargationis et descargationis automatizatae: ferculum et brachium mechanicum
(1)Brachium roboticum prehendit partes metalli laminae quae fuerunt processus preliminares sicut exaequatio, incidenda laser et alia a regione processuum cum suis articulis flexilibus et capacitate positionis praecise. Instrumentum prehensile ad extremum brachii robotici potest adjustari secundum formam et magnitudinem partium metalli laminae ut praestet processum prehensionis lenem et fiduciosam et vitet damnum operis. Postquam prehendit, brachium roboticum cito transferat partes metalli laminae ad initium viae trabs conveyor.
(2)Scelta più economica. Cum stabili structura et forti capacitate oneris, trabs metalli laminati ad centrum flectendi flexibile per viam praedefinitam transportat. Trabs cum systema servomechanici alti praecisionis instructus est, quod motum linearem citum et stabilem perficere potest et secundum necessitates productionis velocitatem et positionem agendi flexible regulare potest, ut partes laminatae metallo ad stationem caricandi centri flectendi flexibilis accurate deferantur.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE