1.Модель: SFL30125/SFL30150/SFL40125
2.Предоставляет силу пробивки 25/30/40 тонн, опция 1250/1500/2000/2300мм
3.Максимальная толщина пробиваемого материала: CS 3 мм, MS 4 мм, SS 3 мм, GI 4 мм, AL 6 мм
4.Коэффициент использования материала достигает 90-95%, что значительно снижает отходы листового материала
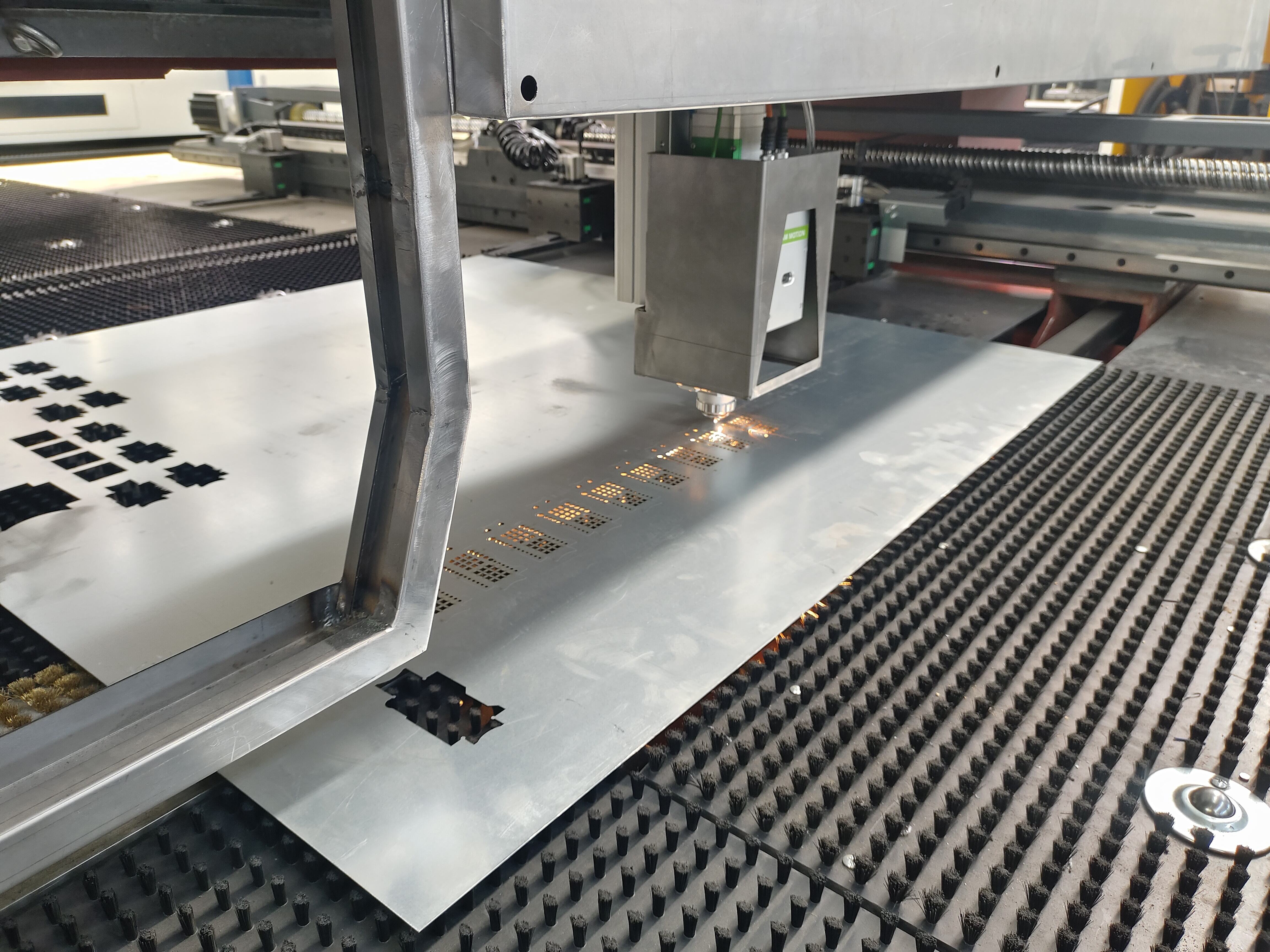
5.Технологический процесс упрощен, и операции пробивки, формования, контурной резки, нарезания резьбы и другие могут быть выполнены в одной программе
6.Уровень шумового загрязнения низкий, процессы штамповки и лазерной резки разумно распределены для оптимизации технологии обработки
7.Гибкость обработки оборудования повышена, а стоимость закупки пресс-форм снижена
его легче интегрировать с автоматизированным оборудованием, таким как стереоскопические склады, автоматическая погрузка и разгрузка, автоматические сортировочные устройства
| Нет. | Имя | Параметр | Единица | Примечание |
| 1 | Сила удара | 300 (30) | KN (T) | 1500Nm |
| 2 | Конструкция рамы | "O" тип закрытой рамы | ||
| 3 | Максимальный размер плиты для однократной установки | Ось X 3000 мм | мм | Вторичная установка по оси X может обрабатывать 5000 мм |
| Ось Y 1250 мм | мм | |||
| 4 | Максимальная толщина плиты для обработки | 6 | мм | |
| 5 | Максимальный диаметр для однократной пробивки | φ88.9 | мм | |
| 6 | Максимальная частота пробивки | 1800 | ударов в минуту | |
| 7 | Максимальное количество пробивок | 800 | ударов в минуту | |
| 8 | Количество управляемых осей | 5 (X, Y, Z, T, C) | Шт | |
| 9 | Форма матрицы | Длинный направляющий 85 серии международный стандартный формовочный станок | ||
| 10 | Распределение поворотных станков | 16A, 11B, 3C, 2D (включая вращающиеся станции 1B, 1C) |
Стандарт | |
| 11 | Цилиндр перепозиционирования | 2 | Набор | |
| 12 | Максимальная скорость подачи | Ось X 80 | м/мин | |
| Ось Y 80 | м/мин | |||
| 13 | Структура рабочего стола | Щеточная/универсальная стальная шаровая композитная таблица | Обрамление из нержавеющей стали | |
| 14 | Максимальная скорость поворотного стола | 40 | об/мин | |
| 15 | Точность обработки | ±0.1 | мм | |
| 16 | Диапазон лазерной резки | 1250*2500 | мм | |
| 17 | Мощность лазерной резки | 3000 | В | |
| 18 | Точность лазерной резки | ±0.1 | мм | |
| 19 | Ход по оси Y лазера | 1250 | мм | |
| 20 | Ход по оси Z лазера | 150 | мм | |
| 21 | Размер вырубки при лазерной резке | ≤ 30 | мм | |
| 22 | Общее количество осей оборудования | 7 (X, Y, Z, T, C, Z, Y) | Шт | |
| 23 | Общие размеры | 6500*5000*2230 | мм |
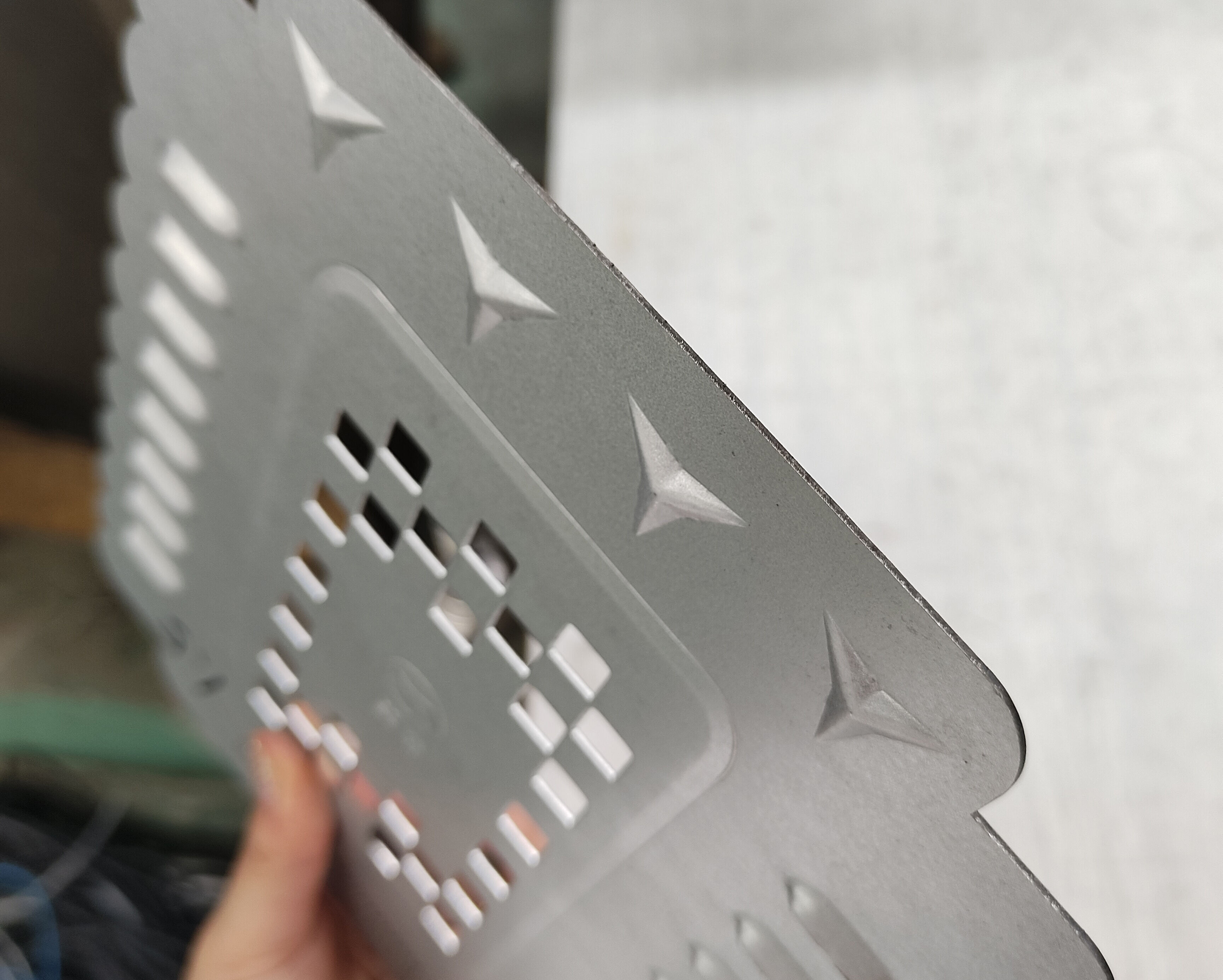
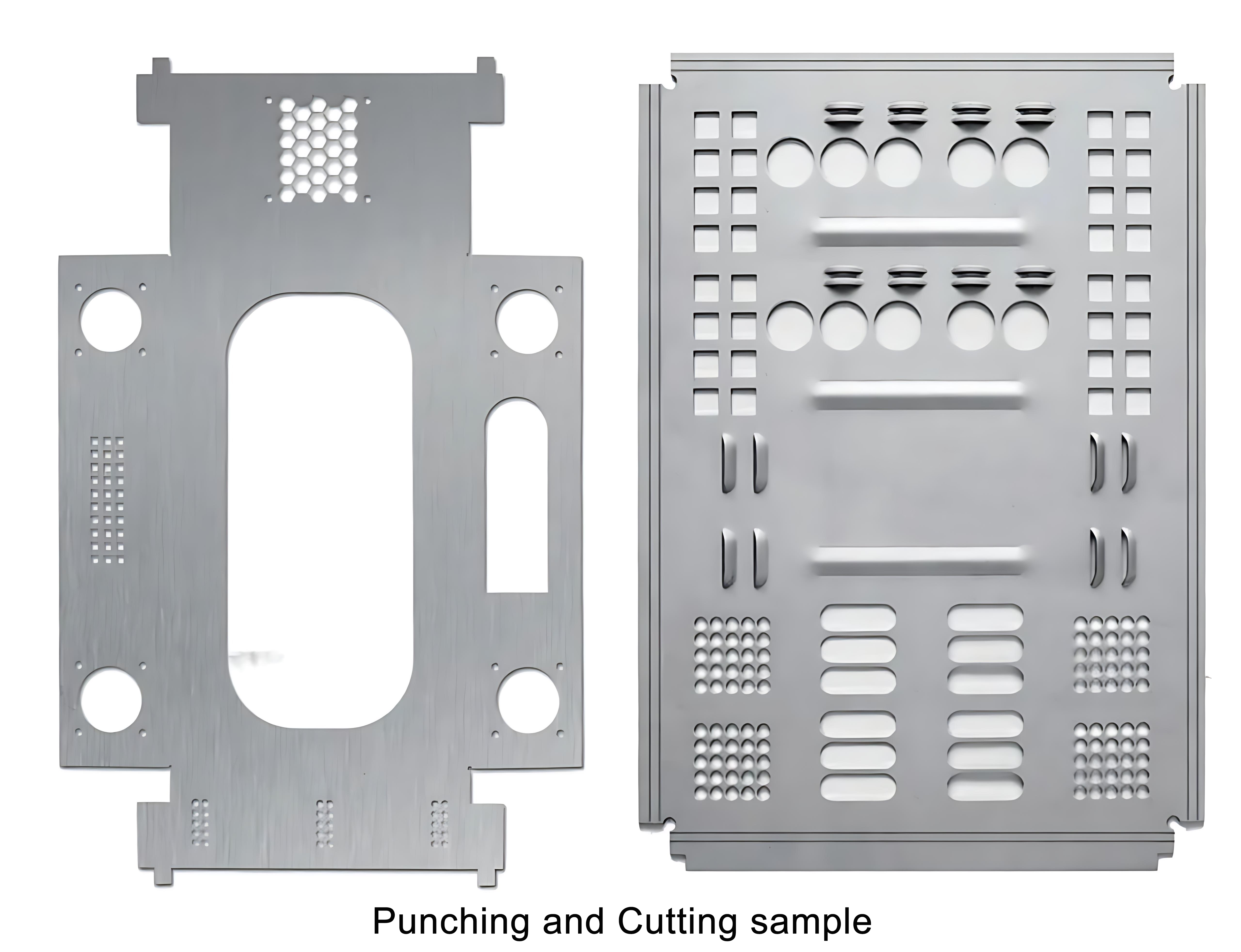
Помимо обычной штамповки, штамповочный станок также может выполнять различные процессы штамповки, такие как прессование жалюзи, выпуклый корпус и формовка ребер жесткости. Прессование жалюзи широко применяется в вентиляционном оборудовании и декоративных изделиях. Благодаря точному контролю давления можно получить красивые и практичные жалюзи. Процесс выпуклого корпуса помогает создать выступающую структуру на листовых материалах. Эта структура очень распространена при производстве корпусов электронного оборудования и некоторых деталей, которые нужно усилить. Формовка ребер жесткости может быть как прямолинейной, так и дугообразной.
| Имя | Конфигурация/Модель | КОЛИЧЕСТВО | Примечание | |
| Система управления | Независимые исследования и разработки | 1 | ||
| Основной станок с ЧПУ сервопривода с turret punching | 1250/1500/2300*5000 | 1 | 32 станции | |
| Лазерный резак | Главная резка | Shanghai Jiaqiang/BM110 | 1 | Настраиваемый |
| Лазер | Chuangxin-3000W | 1 | Настраиваемый | |
| Водяной охладитель | Wuhan Hanli/HL-3000QG2/2 | 1 | Настраиваемый | |
| ЛАЗЕРНАЯ РЕЗКА | 1 | Стандарт | ||
Ударно-лазерный станок умело сочетает преимущества гибки и лазерной резки. При обработке с использованием различных штамповочных процессов он также имеет функцию лазерной резки, что означает, что он может легко справляться как со сложными, так и со стандартными деталями, значительно повышая производительность обработки деталей.
Конфигурация пробивного станка
Машина для штамповки и лазерной резки может обеспечить бесшовное соединение между штамповкой и лазерной резкой. В процессе производства оборудование может автоматически переключаться между операциями штамповки и резки согласно предварительно установленной программе, что значительно сокращает время передачи и обработки деталей между различными машинами, повышая производительность, а также гарантируя качество продукции и стабильность производства. По сравнению с традиционным оборудованием, оно значительно提高了 точности. Традиционные станки, такие как обычные штамповочные прессы, часто могут выполнять только простые и грубые операции, в то время как машина для штамповки и лазерной резки объединяет технологии штамповки и лазерной резки, полагаясь на использование матриц и точный контроль параметров, и может обрабатывать высокоточные и сложные по форме детали, при этом сохраняя стабильную точность. Что касается производительности, традиционное оборудование зависит от ручного управления и имеет сложные этапы, тогда как машина для штамповки и лазерной резки обладает высокой степенью автоматизации, функциями автоматической загрузки/выгрузки и быстрой смены матрицы, может работать непрерывно и массово производить продукцию, такую как автокомпоненты, эффективно снижая вспомогательное время. В плане производственных затрат машина для штамповки и лазерной резки имеет явные преимущества в стоимости.

Конфигурация лазерной резки
В области лазерной резки, процесс быстрой лазерной резки является основным преимуществом комбинированного пресса. Лазерная резка обладает характеристиками высокой точности, эффективности и стабильности. При обработке листового металла она может быстро и точно вырезать различные сложные формы. Будь то прямая линия, кривая или различные специальные контуры, лазерная резка легко справляется с этим. Основная конфигурация лазерной машины показана на рисунке.

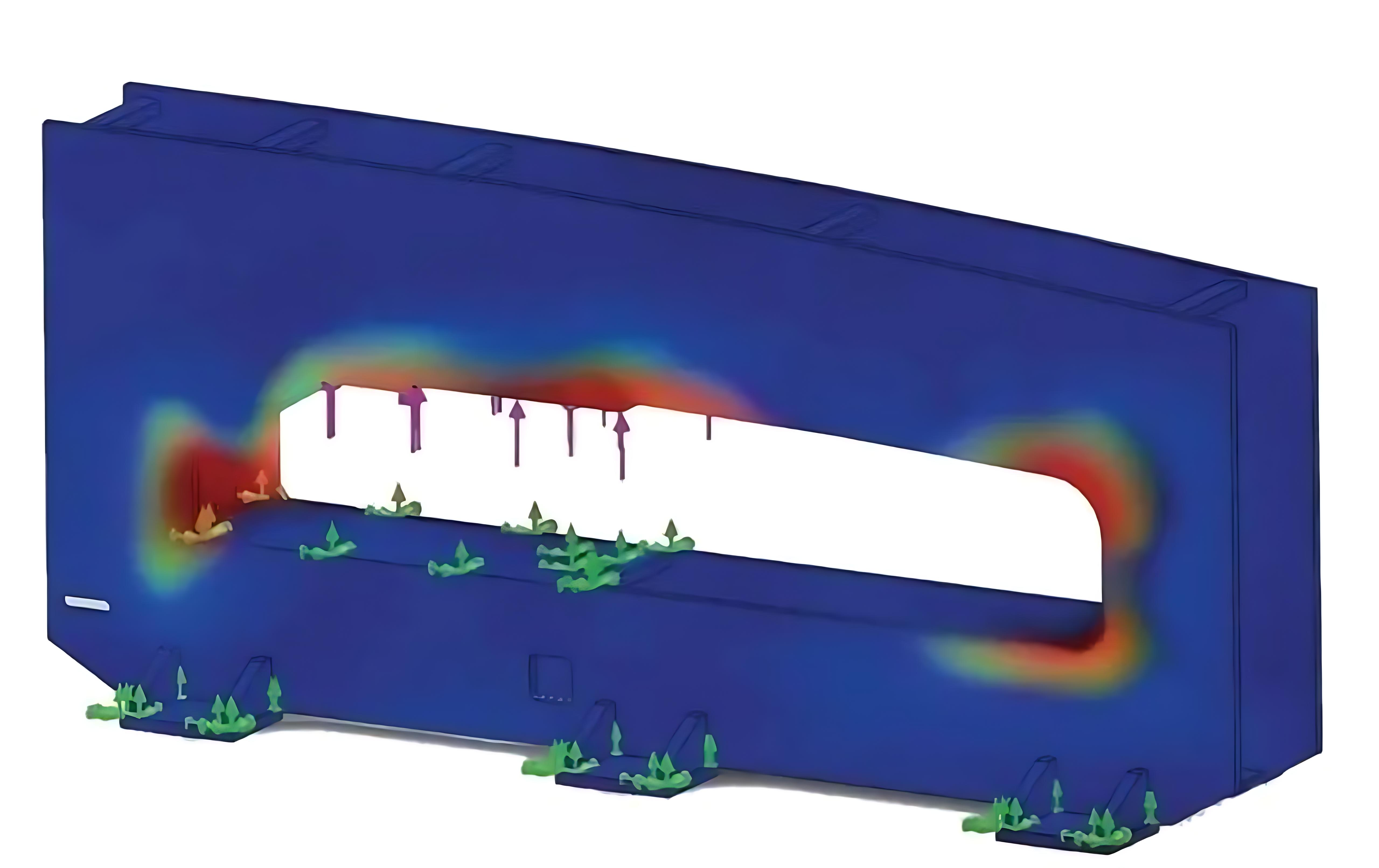
Устойчивость оборудования
Рама сваривается из стальных пластин и подвергается отпуску и старению на открытом воздухе для устранения внутренних напряжений, как показано на рисунке. Это предотвращает деформацию корпуса машины, обеспечивает устойчивость и надежность оборудования при длительной высокоскоростной работе, а также снижает простои производства и затраты на обслуживание, вызванные неисправностями оборудования.
Широкая применимость продукции
⑴ Гибкий подход к различным потребностям. Обладает высокой адаптивностью к режимам производства с множеством видов продукции и малыми партиями, а также может быстро переключаться между разными обрабатывающими задачами и параметрами процесса для удовлетворения индивидуальных потребностей различных клиентов. В условиях всё более диверсифицированного и персонализированного спроса на рынке это эффективно повышает конкурентоспособность предприятий.
⑵ Высокая способность обработки сложных форм. Может выполнять обработку различных сложных форм, включая сложные формообразующие процессы, такие как резка, зенкование, сверление отверстий и прокатка рёбер нестандартных контуров, и может удовлетворять потребности в обработке сложных деталей в разных отраслях, таких как автомобилестроение, авиакосмическая промышленность, электронное оборудование и т.д.
Конфигурация автоматизации
Устройство автоматической загрузки и выгрузки может обеспечить полную автоматизацию производства от загрузки сырья до обработки и выгрузки готовой продукции, сократить ручное вмешательство, повысить производительность и стабильность качества продукции, снизить физическую нагрузку и затраты на рабочую силу, особенно подходя для крупномасштабных производственных потребностей.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE