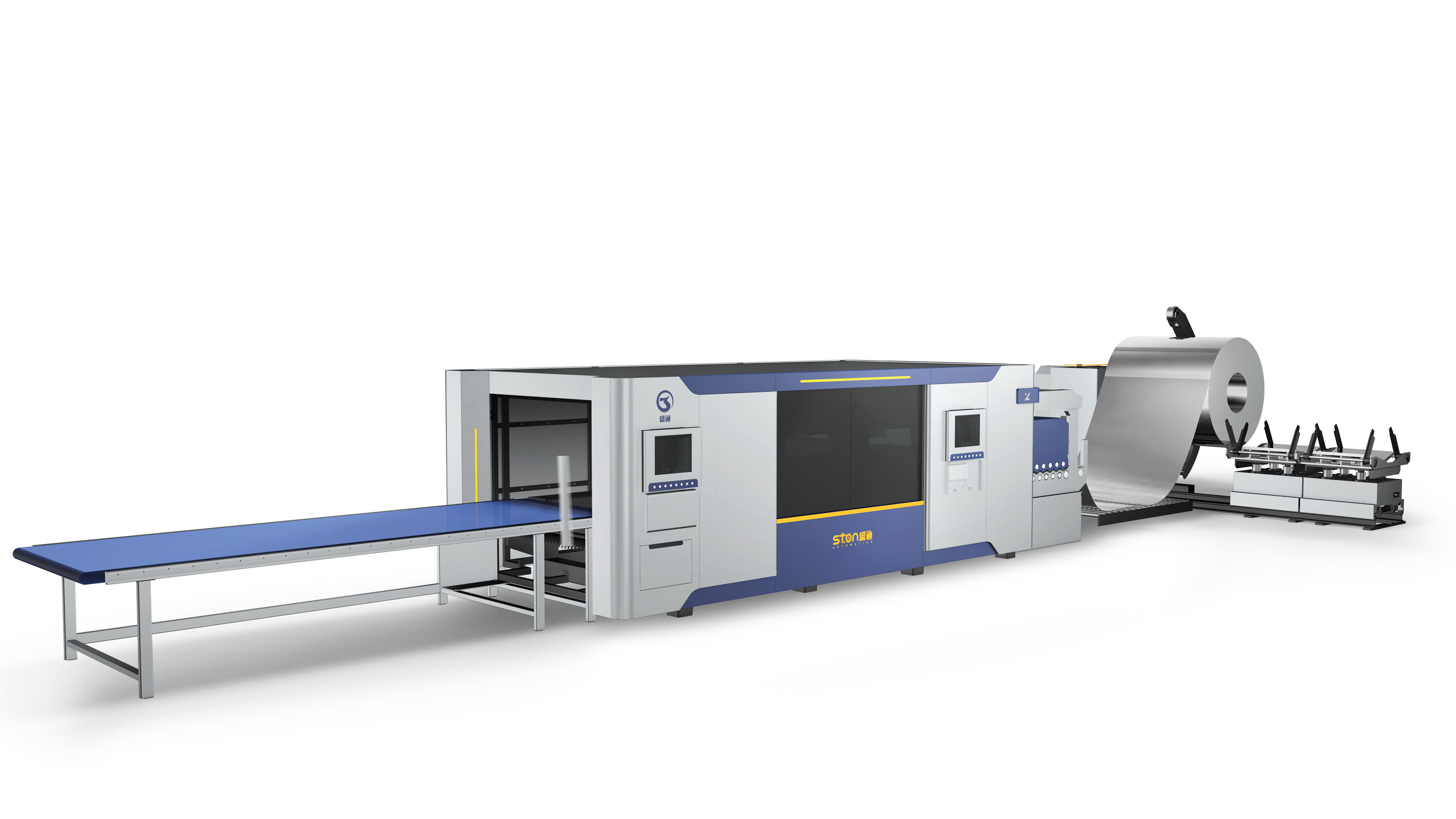
1.STON-ova proizvodna vrsta listne jake ponuja rešitev vse v enem, ki združuje razvoj, izravnava, laserjev rez, štipanje, obojitev in varsanje v en učinkovit sistem.
2.Ta proizvodna vrsta pokrije vsak posamezni korak obdelave listne jake, izpolnjuje zahteve visoke učinkovitosti in velikega obsega proizvodnje.
3.Različne kombinacije, enota laserjevega rezanja lahko sestavi avtomatizirano proizvodno vrsto z ognibom ali ploščastim ognjem, CNC tornsko preskakalno strojno postajo
4.Ponujamo brezplačno predprodajno pregled in tehnične rešitve na podlagi risb izdelkov
5.Razpoložljive so različne možnosti avtomatizacije, kot so režnice ali robotovske roke
Prilagojen, parametri proizvodne vrste so določeni glede na velikost, težo in debelino čevlja ter ploščasto ognjo ter tudi na podlagi risb izdelka stranke.
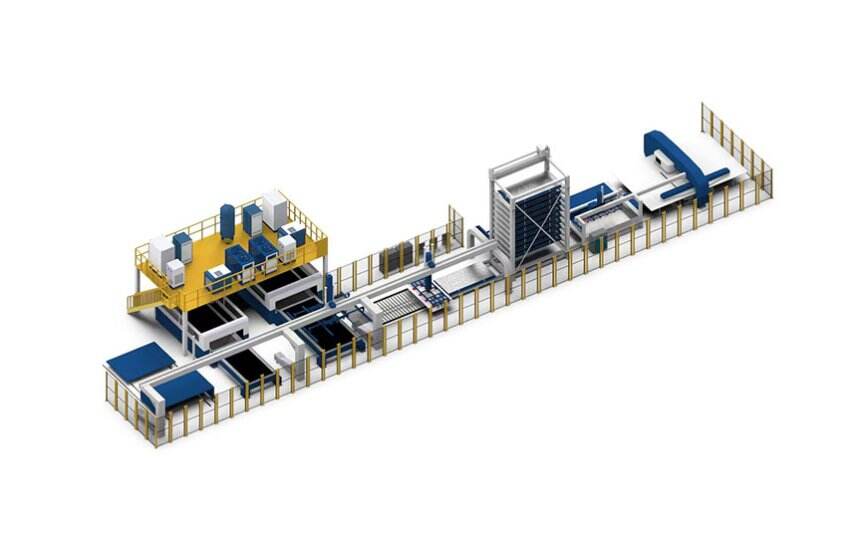
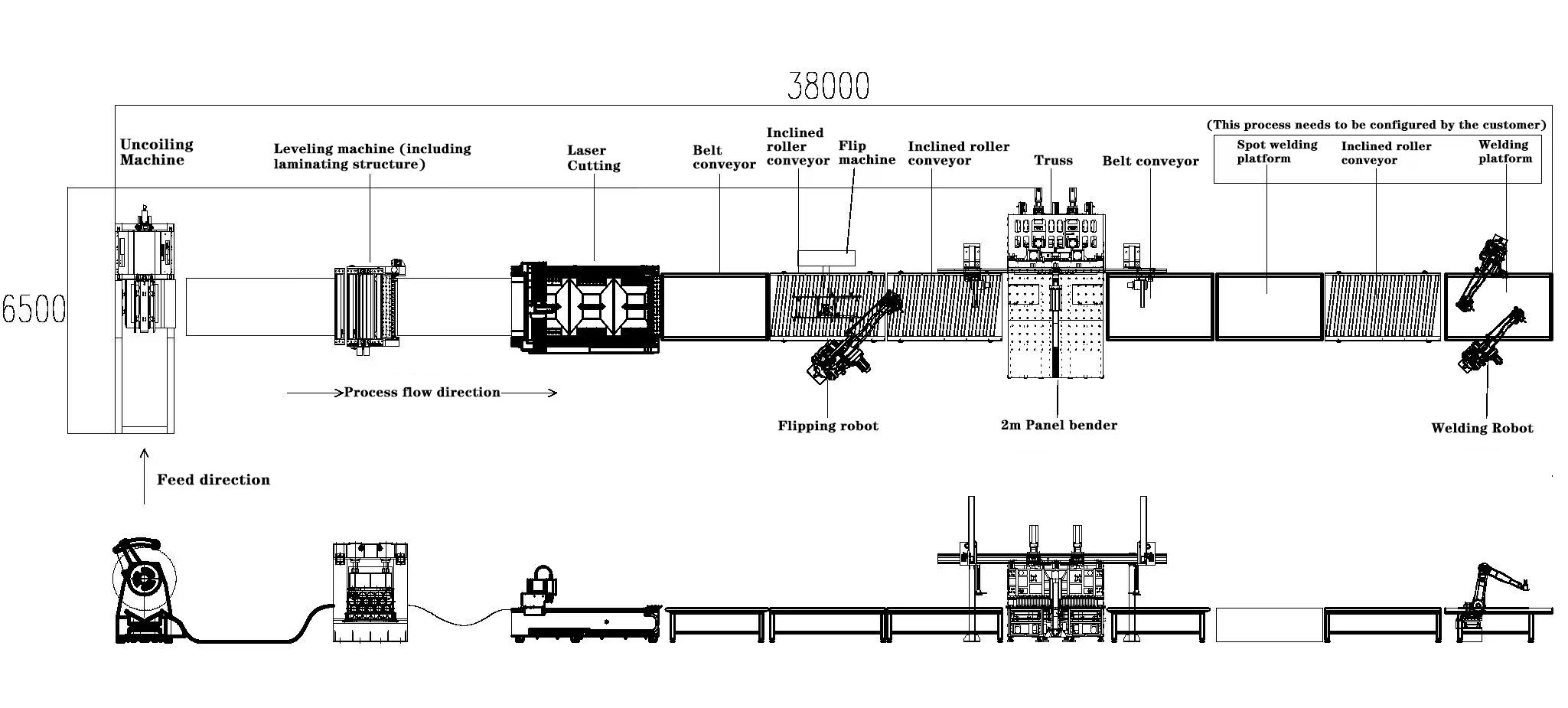
Strukturna shema načrta proizvodne vrste (vzemimo za primer ognib 2m)
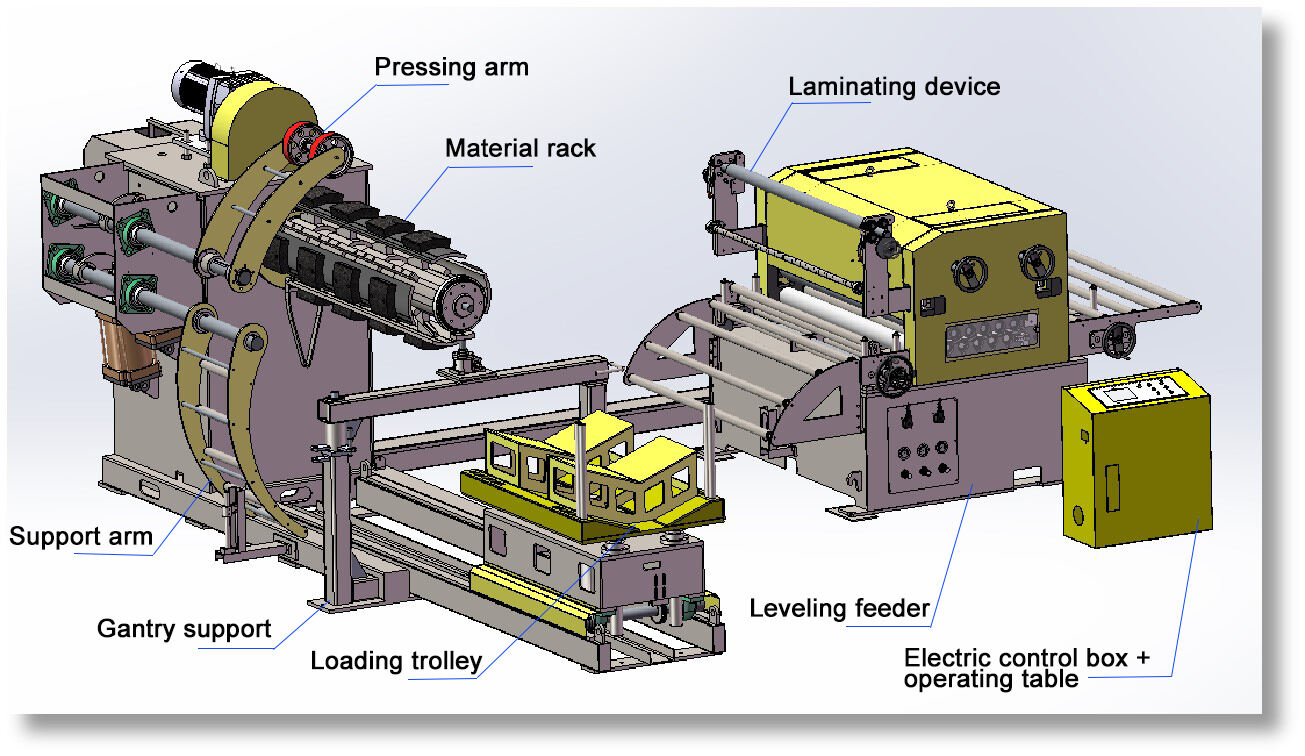
1.Modul za razvitje in izravnava
|
Uređaj za razvitje z oprostnim stojališčem |
Ravnanjska mašina |
Izravnalno opreme lahko pravimo neravne listne kovinske plošče. S točno usklajenostjo večih skupin valov lahko učinkovito odstranijo valovite in zavijene defektnosti na površini plošče, zagotovijo, da je ravnina plošče dosežena v visoko preciznih standardih, ter s tem položijo dober temelj za nadaljnjo obdelavo.
2.Modul za laserjevo rezanje in izrezovanje
Ravnan sploh vstopi v enoto za laserjevo rezanje. Enota je opremljena z napredno tehnologijo laserja za rezanje in lahko natančno reže metališke plošče glede na predhodno nastavljeno programske navodilo za rezanje. Ne glede na to, ali gre za kompleksne geometrijske figure ali delove s podrobnimi strukturami, jih je mogoče hitro in natančno ločiti z visoko gostoto energije lasera, pri čemer so ivice rezov gladke in natančnost dosega ravno stopnjo milimetra ali še višjo. Hkrati sodeluje robotski sistem tesno z enoto za laserjevo rezanje. S svojim fleksibilnim robotskim ramom in natančnimi zmogljivostmi hvačenja in pozicioniranja lahko hitro in stabilno izvaja nalaganje in razlaganje operacij plošče, kar znatno poviša proizvodnost procesa rezanja.
 |
 |
3.Modul za ohbjevanje in oblikovanje
Orezane listne dele nato pošlje robot v elektro-hidravlično ohinjačo. S svojim močnem hidravličnim gonilnim sistemom in natančnim upravljalnim sistemom lahko elektro-hidravlična ohinjača ohiše listne delo pod mnogimi koti in zakrivitvami glede na zahteve produkta. Ne glede na to, ali gre za preprost pravični kot ali za kompleksen lok ali večkratno zloženo obliko, je mogoče doseči natančno oblikovanje s natančno kontrolo kota in sile ohijanja.
Za bolj kompleksne in visoko točne potrebe za oboj, igra fleksibilna centra za oboj ključno vlogo. Integrira napredno CNC tehnologijo in inteligentne algoritme ter lahko hitro preklopi med različnimi oblikami oboja in procesnimi parametri, da doseže učinkovito obdelovanje listnih delov različnih standardov in oblik. V celotnem proizvodnjem postopku robot še vedno igra vlogo "mostu" za prenos materiala, fleksibilno prevaža listne dele med različnim opremo, da se zagotovi neprekinjeni in učinkovit proizvodni postopek.
 |
 |
4. Modul za varsanje in sestavljanje
Zavijene listne dele prenese robot v stanico za varno svarjevanje in oblikovanje z manipulatorjem. Oprema za svarjevanje in oblikovanje z manipulatorjem je opremljena s sistemom visoke-preciznega svarjenja in vizualnim sledilnim sistemom, ki lahko samodejno izbere primerno postopek svarjenja (kot na primer aronsko krožno svarjenje, točkovno svarjenje itd.) in parametre svarjenja glede na zahteve svarjenja listnih delov. Med postopkom svarjenja visualni sledilni sistem v realnem času spremlja položaj svarjenja in usmerja manipulatorja, da natančno zaključi operacijo svarjenja, tako da se zagotovi, da je svar enakomeran in trden, ter da je kakovost svarjenja stabilna in zanesljiva.

Med celotnim avtomatiziranim procesom proizvodnje omogočajo realni podatkovni izmenjave in deljenje stolp, robota in fleksibilno obojninski center prek industrijskega Eterneta in drugih komunikacijskih tehnologij, kjer jih enotna nadzorna sistema enotno razporedi in upravlja. Centralni nadzorni sistem dinamično optimizira proces proizvodnje na podlagi večdimenzionalnih podatkov, kot so načrt proizvodnje, stanje opreme, informacije o materialu itd., in razumno razporeja delovne naloge posamezne opreme, da se zagotovi učinkovito in stabilno delovanje celotnega procesa proizvodnje, kar znatno poveča ravno avtomatizacije in učinkovitost proizvodnje obdelave listne jekline.
5.Modul za premik materiala in avtomatizacijo
Obstajata dve obliki avtomatiziranega nalaganja in razlaganja: stolp in robota
(1) Robotačna roka zavzame listne dele, ki so bili obdelani s ploščanim izravnavanjem, laserjevimi rezami in drugimi predhodnimi procesi, iz območja obdelave s svojimi fleksibilnimi zvezi in sposobnostjo natančnega pozicioniranja. Hrbtenjski uređaj na koncu robotačne roke se lahko prilagaja glede na obliko in velikost listnih delov, da zagotovi gladko in zanesljivo postopek hvatovanja in se izogne poškodovanju delovine. Po hvatovanju hitro prenese robotačna roka listne dele na začetno pozicijo trakastega prevoznega sistema.
(2) Bolj ekonomična izbira. S svojo stabilno strukturo in močno nosilnostjo prenosi ogrodje listne kovine na fleksibilno ohrajno središče po predpisani poti. Ogrodje je opremljeno z visoko preciznim servopogonskim sistemom, ki omogoča hitro in stabilno linearno gibanje, ter lahko fleksibilno prilagaja hitrost in položaj glede na proizvodne potrebe, da se zagotovi, da so listne kovinske dele točno dostavljene na nalagalo fleksibilnega ohrajnega središča.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE