1.Modell: SFL30125/SFL30150/SFL40125
2.Tillhandahåller 25/30/40 ton skärkraft, 1250/1500/2000/2300mm valfri
3.Max slagsmåstjocklek: CS 3mm, MS 4mm, SS 3mm, GI 4mm, AL 6mm
materialutnyttjandet når 90 till 95 procent, vilket minskar avfallet av plattmaterial på ett mycket stort sätt
arbetsflödet förenklas, och punktering, formning, konturklippning, trådformning och andra bearbetningar kan slutföras i en enda programmering
ljudföroreningen är liten, och tryck- och laserskärningsprocesserna fördelas rimligt för att optimera bearbetningstekniken
utrustningens flexibla bearbetningsförmåga har förbättrats och kostnaden för köp av former har minskat
det är mer praktiskt att integrera med automatiserad utrustning som stereolager, automatiskt laddning/avläsning och automatiska sorteringsenheter
| Nej. | Namn | Parameter | Enhet | Kommentar |
| 1 | Punchkraft | 300 (30) | KN (T) | 1500Nm |
| 2 | Ramstruktur | "O" typ stängd ram | ||
| 3 | Maximal plattstorlek för en gångs positionering | X-axel 3000 mm | mm | Sekundär positionering på X-axeln kan bearbeta 5000mm |
| Y-axel 1250 mm | mm | |||
| 4 | Maximal plattjocklek för bearbetning | 6 | mm | |
| 5 | Maximal diameter för enstaka prickning | φ88.9 | mm | |
| 6 | Maximal frekvens för slagsmide | 1800 | hpm | |
| 7 | Maximalt antal slag | 800 | hpm | |
| 8 | Antal styrd axlar | 5 (X, Y, Z, T, C) | St | |
| 9 | Form av formverk | Lång guide 85-serie internationell standardform | ||
| 10 | Tornstationfördelning | 16A, 11B, 3C, 2D (inklusive rotande stationer 1B, 1C) |
Standard | |
| 11 | Omväxlingscylinder | 2 | Set | |
| 12 | Maximal matningshastighet | X-axel 80 | m/min | |
| Y-axel 80 | m/min | |||
| 13 | Arbetsbänksstruktur | Borst/universell stålklot sammansatt bord | Rörlösa stålkantar | |
| 14 | Maximal tornhastighet | 40 | rpm | |
| 15 | Bearbetningsnoggrannhet | ±0.1 | mm | |
| 16 | Laserskärningsomfång | 1250*2500 | mm | |
| 17 | Laseravskärningskraft | 3000 | W | |
| 18 | Laseravskärningsnoggrannhet | ±0.1 | mm | |
| 19 | Laser Y-axel resa | 1250 | mm | |
| 20 | Laser Z-axel resa | 150 | mm | |
| 21 | Laseravskärningsblankningsstorlek | ≤ 30 | mm | |
| 22 | Totalt antal utrustningsaxlar | 7 (X, Y, Z, T, C, Z, Y) | St | |
| 23 | Totala mått | 6500*5000*2230 | mm |
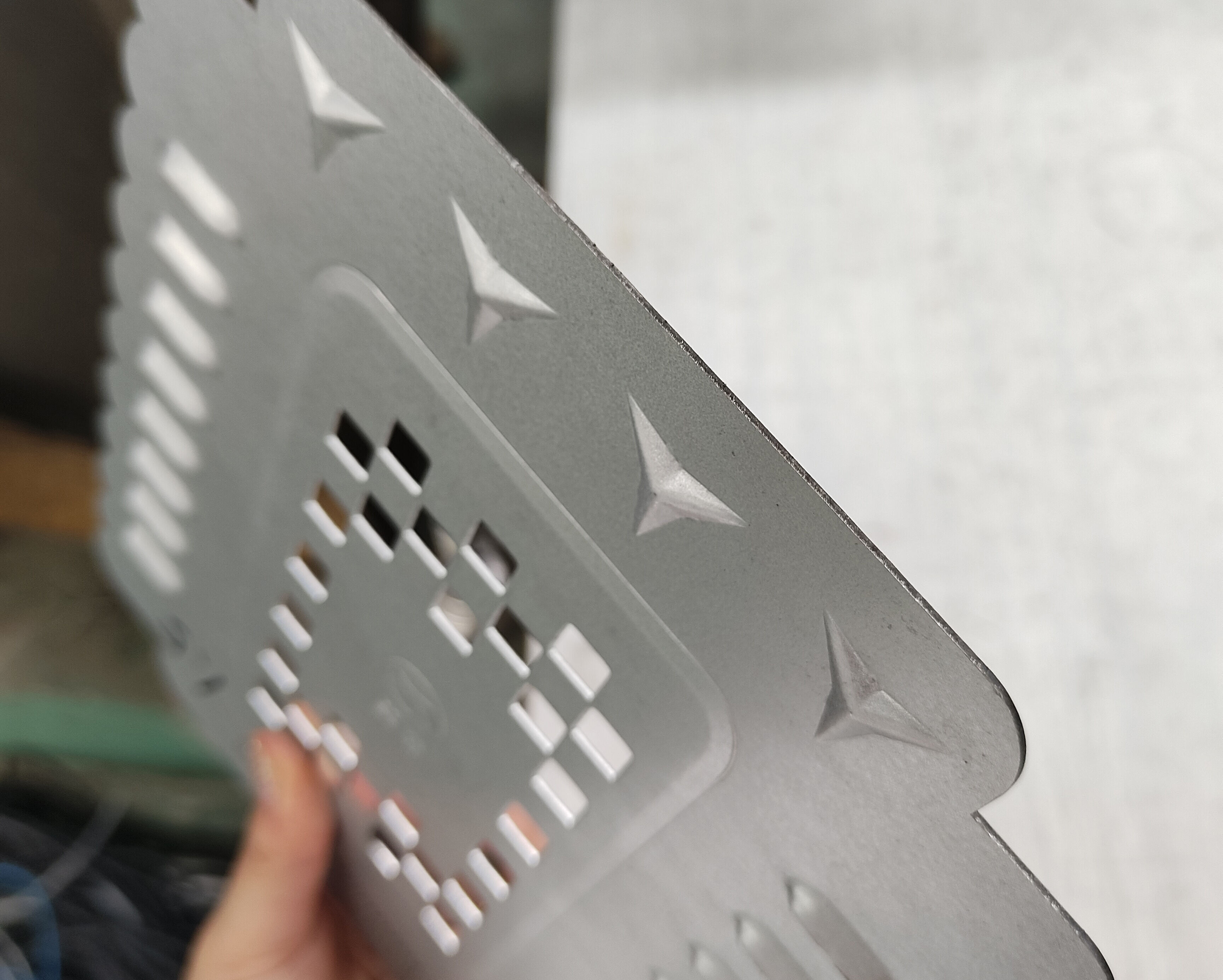
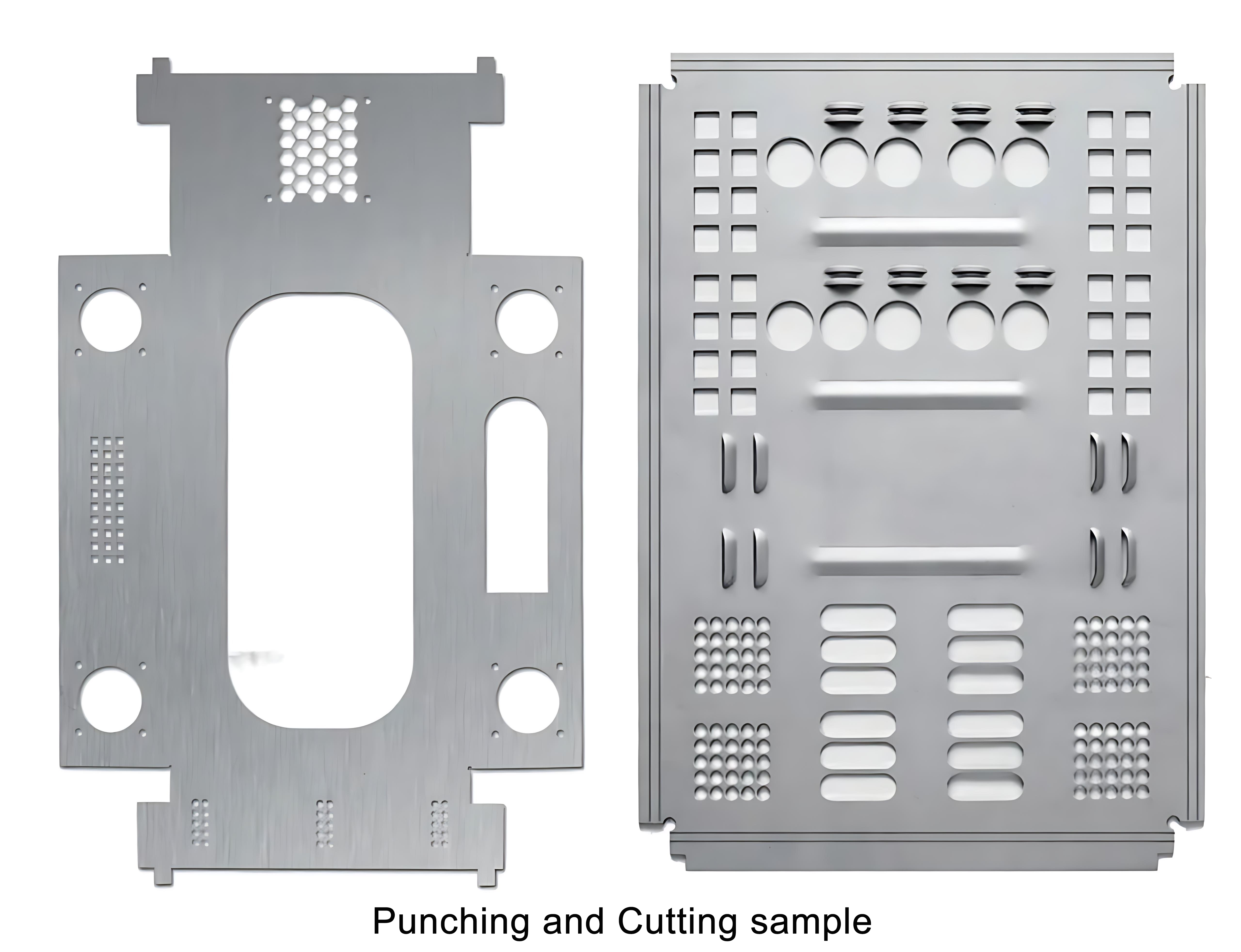
Utöver vanligt prickning kan prickningsmaskinen också utföra en mängd olika pricksättningsprocesser som blinda fönster, konvex hull och ribbning. Blinda fönster används bredvid i ventilationsutrustning och dekorativa produkter. Genom noggrann tryckkontroll kan vackra och praktiska blinda fönster pressas ut. Konvex hull-processen hjälper till att skapa en upphöjd struktur på tunna plattor. Denna struktur är mycket vanlig inom tillverkningen av elektronikutslag och vissa delar som behöver förstärkas. Ribbning kan vara antingen raka eller bågeformade ribbor.
| Namn | Konfiguration/Modell | MÄNGD | Kommentar | |
| Kontrollsystem | Egen forskning och utveckling | 1 | ||
| Servo CNC tornpunchningsmaskin värd | 1250/1500/2300*5000 | 1 | 32 stationer | |
| Laseravsnittningsenhet | Skärhuvud | Shanghai Jiaqiang/BM110 | 1 | Anpassad |
| Laser | Chuangxin-3000W | 1 | Anpassad | |
| Vattenkylare | Wuhan Hanli/HL-3000QG2/2 | 1 | Anpassad | |
| LASER AVSKÄRING | 1 | Standard | ||
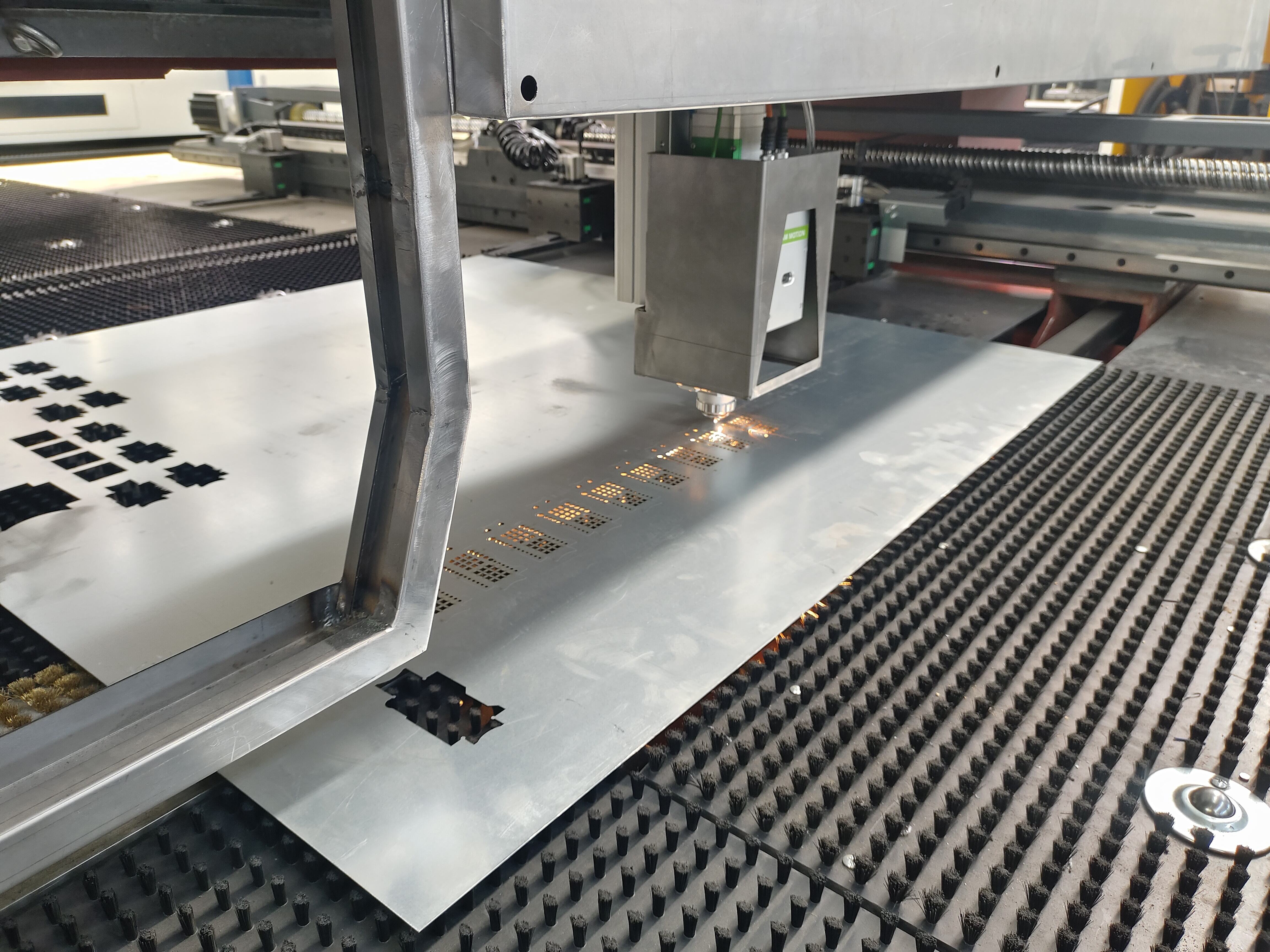
Punchings- och laserskärningsmaskinen kombinerar på ett smart sätt fördelarna med punchning och laserskärning. Medan den bearbetar enligt en mängd olika punchningsprocesser, har den också funktionen för laserskärning, vilket betyder att den kan enkelt hantera både komplexa och standardarbetsstycken, vilket höjer avsevärt arbetsstyckens bearbetningseffektivitet.
Punchningsmaskinens konfiguration
Punch- och laserskärningsmaskinen kan uppnå en smidig övergång mellan stämpning och laserskärning. Under produktionsprocessen kan maskinen automatiskt byta mellan stämp- och skärningsprocesser enligt den förinställda programvaran, vilket betydligt minskar överföringstiden och bearbetningsfel för arbetsstycket mellan olika maskiner, därmed förbättrar produktions-effektiviteten och även garanterar produktkvalitet och produktionsstabilitet. Jämfört med traditionell bearbetningsutrustning har precisionen förbättrats avsevärt. Traditionella maskiner som vanliga stämpningsmaskiner kan ofta bara utföra enkla och grova operationer, medan stämp- och laserskärningsmaskinen kombinerar stämp- och laserskärningsteknik, beroende på former och noggrann parameterkontroll, och kan bearbeta högprecisions- och komplexa formerade delar, och precisionen kan hållas stabil. När det gäller bearbetnings-effektivitet är traditionell utrustning beroende av manuell bedrift och har krävande steg, medan stämp- och laserskärningsmaskinen har hög grad av automatisering, automatisk laddning och avladdning samt snabb formbyte, kan arbeta kontinuerligt och massproducera produkter som bilkomponenter, effektivt minskar hjälptid. När det gäller produktionsskostnad har stämp- och laserskärningsmaskinen tydliga kostnadsfördelar.

Konfiguration av laserskärmaskin
När det gäller laserskärning är den snabba laserskärningsprocessen en framträdande egenskap hos satsningskompositmaskinen. Laserskärning har karaktäristikerna hög precision, hög effektivitet och hög stabilitet. Vid bearbetning av plåt kan den snabbt och noggrant skära olika komplexa former. Oavsett om det är en rak linje, en kurva eller olika specialformerade konturer, kan laserskärning enkelt hantera det. Huvudkonfigurationen av laserskärmaskinen visas i figuren.

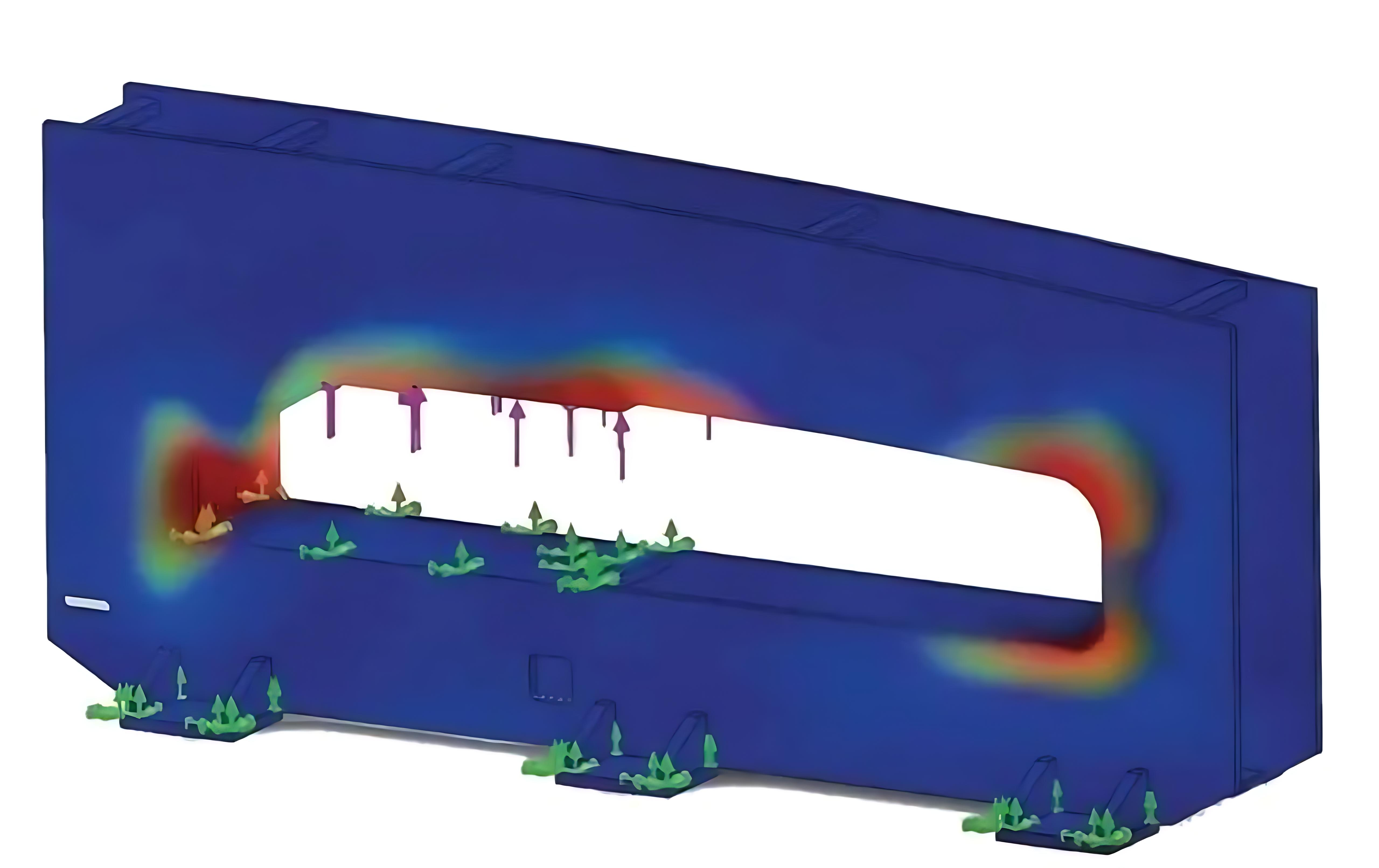
Utrustningsstabilitet
Ramverket är svetsat med stålplåt och utsatts för tempering och åldring i fri luft för att eliminera inre spänningar, som visas i figuren. Detta förhindrar att maskinkroppen förvandlas, garanterar utrustningens stabilitet och pålitlighet vid långsiktig höghastighetsdrift och minskar produktionstillstånd och underhållskostnader orsakade av utrustningsfel.
Bred produktanvändbarhet
⑴Flexibel respons på olika behov. Den har stark anpassningsförmåga till produktionslägen med många varianter och små partier och kan snabbt växla mellan olika bearbetningsuppgifter och processparametrar för att uppfylla de personliga kraven från olika kunder. I en marknads miljö där behoven blir alltmer diversifierade och personliga kan den effektivt förbättra företagens marknadsposition.
⑵Kraftfulla bearbetningsförmågor för komplexa former. Den kan utföra bearbetningen av olika komplexa former, inklusive komplexa formningsprocesser som skärning, countersinking, fräsering av hål och rullning av revben på specialformerade konturer, och kan uppfylla bearbetningskraven på komplexa arbetsstycken inom olika branscher, såsom bilindustrin, rymd- och flygindustrin, elektronikutrustning etc.
Automationkonfiguration
Automatiskt laddnings- och avladdningsenhet kan realisera fullständigt automatiserad produktion från råmaterialsladdning, bearbetning till färdigvarors avladdning, minska manuellt ingripande, förbättra produktions-effektiviteten och produktkvalitetsstabiliteten, minska arbetsintensiteten och arbetskostnaderna och är särskilt lämplig för storskaliga produktionsbehov.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE