1.Модель: SFL30125/SFL30150/SFL40125
2.Надає сили пробивання 25/30/40 тонн, опціонально 1250/1500/2000/2300мм
3.Максимальна товщина чеканки: ЗЧ 3мм, МС 4мм, НН 3мм, ГО 4мм, АЛ 6мм
4. Коефіцієнт використання матеріалу досягає 90% до 95%, що значно зменшує витрати листового матеріалу
5. Технологічний процес спрощено, і розсікання, формування, контурна різка, нарезання різьби та інші операції можуть бути виконані за однією програмою
6. Шумова забрудненість мала, процеси штампування та лазерної різки раціонально розподілені для оптимізації технологічного процесу
7. Повышена гнучкість обробки обладнання та зменшена вартість закупівлі штампів
8. Більш зручна інтеграція з автоматизованим обладнанням, таким як стереосхемні склади, автоматичне завантаження/роззавантаження та пристрої автоматичного сортування
| Ні, не можна. | Ім'я | Параметр | Одиниця | Зауваження |
| 1 | Сила пробивання | 300 (30) | KN (T) | 1500Nm |
| 2 | Структура каркасу | тип "O" закрита рама | ||
| 3 | Максимальний розмір пластини для одноразового позиціонування | Ось X 3000 мм | мм | Допомірне позиціонування по осі X може обробляти 5000мм |
| Вісь Y 1250 мм | мм | |||
| 4 | Максимальна товщина пластини для обробки | 6 | мм | |
| 5 | Максимальний діаметр для одноразового пробивання | φ88.9 | мм | |
| 6 | Максимальна частота перфорації | 1800 | hpm | |
| 7 | Максимальна кількість перфораційних операцій | 800 | hpm | |
| 8 | Кількість керованих осей | 5 (X, Y, Z, T, C) | Шт | |
| 9 | Форма матриці | Довгий провідник 85 серії міжнародний стандартний пристрій | ||
| 10 | Розподіл станцій турніка | 16A, 11B, 3C, 2D (включаючи обертаючі станції 1B, 1C) |
Стандарт | |
| 11 | Циліндр перевстановування | 2 | Набір | |
| 12 | Максимальна швидкість подавання | Вісь X 80 | м/хв | |
| Вісь Y 80 | м/хв | |||
| 13 | Структура робочого столу | Щетка/універсальна стальова куля з складної таблиці | Нержавіюча сталь обрамлення | |
| 14 | Максимальна швидкість верстака | 40 | об/хв | |
| 15 | Точність обробки | ±0,1 | мм | |
| 16 | Діапазон лазерного розкрію | 1250*2500 | мм | |
| 17 | Мощність лазерного розрізання | 3000 | W | |
| 18 | Точність лазерного розрізання | ±0,1 | мм | |
| 19 | Подол по Y-осі лазера | 1250 | мм | |
| 20 | Подол по Z-осі лазера | 150 | мм | |
| 21 | Розмір проколу лазерної різки | ≤ 30 | мм | |
| 22 | Загальна кількість осей обладнання | 7 (X, Y, Z, T, C, Z, Y) | Шт | |
| 23 | Загальні розміри | 6500*5000*2230 | мм |
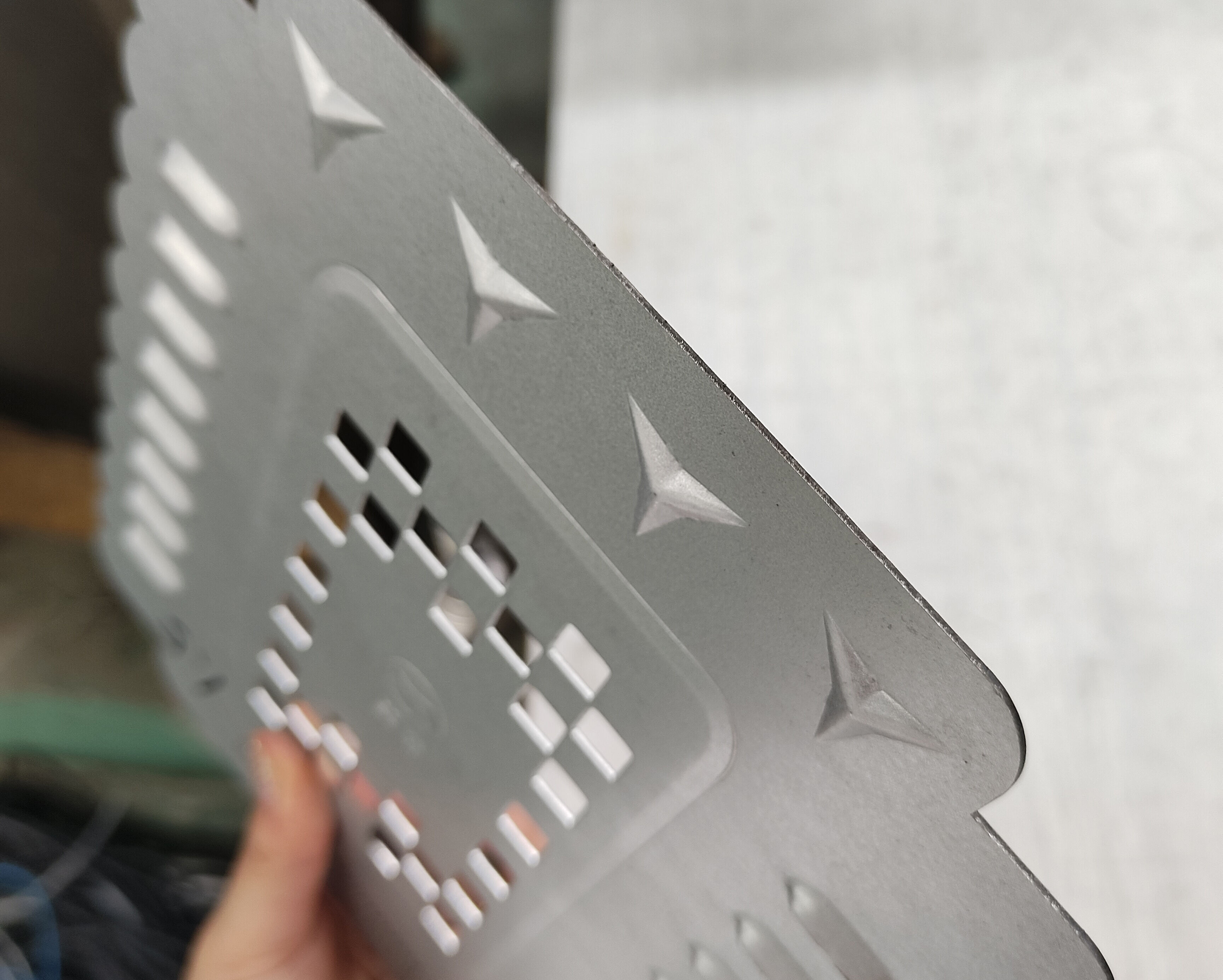
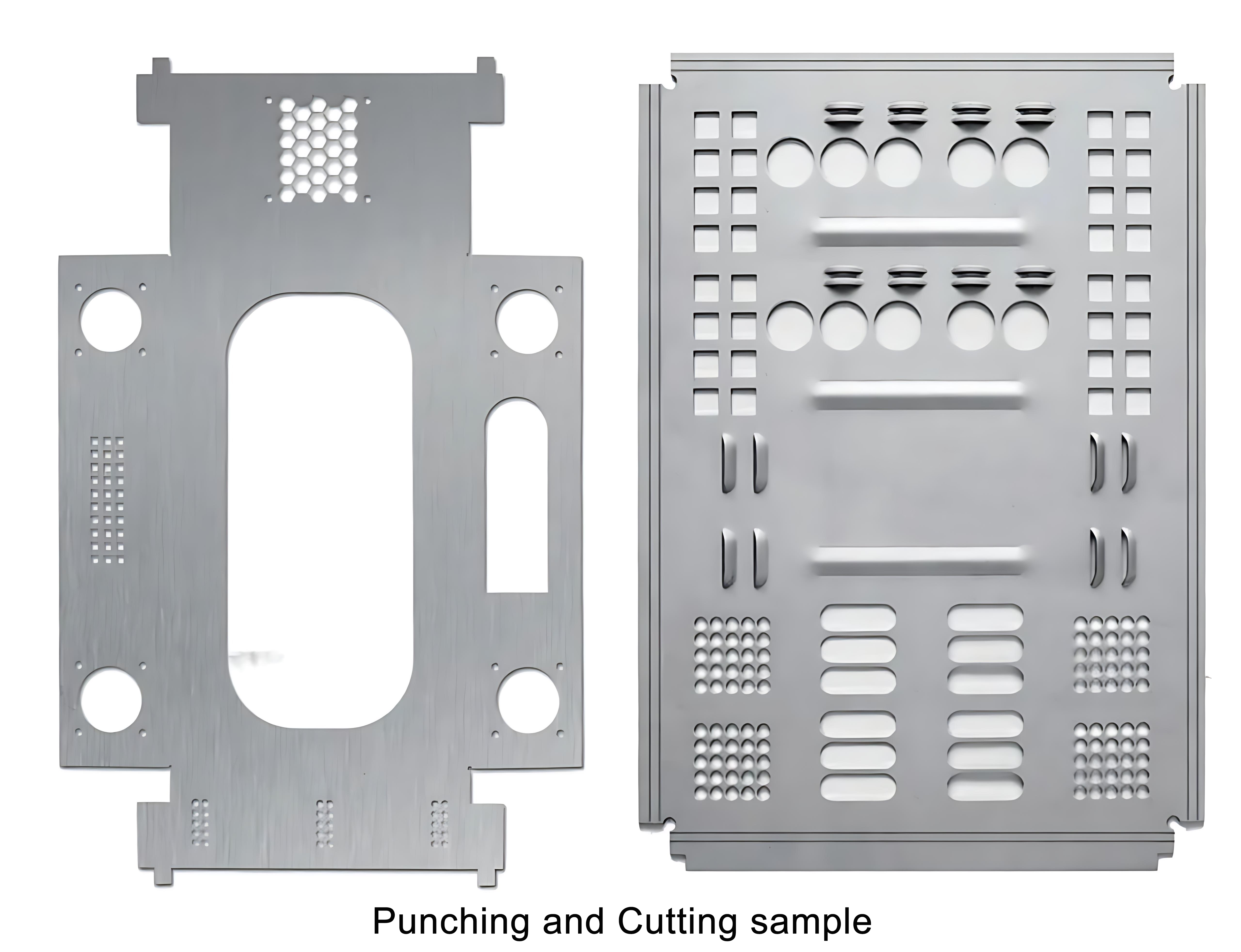
Крім звичайного пробивання, пробивний станок також може реалізовувати різні процеси штампування, такі як формування вентиляційних отворів, опуклих оболонок і намотування ребер жорсткості. Формування вентиляційних отворів широко використовується у вентиляційному обладнанні та декоративних продуктах. За допомогою точного контролю над натиском можна виготовити красиві та praktичnі вентиляційні отвори. Процес створення опуклих оболонок допомагає утворенню піднятой структури на тонких плівкових матеріалах. Ця структура дуже пошиrena у виготовленнi корпусiв електронного обладнання та деяких деталей, які потрібно підкріпити. Намотування ребер жорсткості може бути або прямыми, або дуговидними.
| Ім'я | Комплектація/Модель | КІЛЬКІСТЬ | Зауваження | |
| Система управління | Незалежне науково-технічне дослідження та розробка | 1 | ||
| Головний агрегат сервоприводного CNC-штампувального верстату | 1250/1500/2300*5000 | 1 | 32 станції | |
| Лазерний різальний апарат | Головка для розкрію | Shanghai Jiaqiang/BM110 | 1 | Індивідуальні |
| Лазер | Chuangxin-3000W | 1 | Індивідуальні | |
| Водяний хлібар | Wuhan Hanli/HL-3000QG2/2 | 1 | Індивідуальні | |
| ЛАСЕРНОЕ БЛАНКИНГ | 1 | Стандарт | ||
Станок для чеканки та лазерної різки здатний комбінувати переваги чеканки та лазерної різки. При обробці за допомогою різноманітних процесів чеканки він також має функцію лазерної різки, що означає, що він може легко обробляти як складні, так і стандартні деталі, значно підвищуючи ефективність обробки деталей.
Конфігурація перфораційної машини
Станок для пробивки та лазерної різки може досягти безшовного з'єднання між штампуванням та лазерною різкою. Під час виробничого процесу обладнання може автоматично перемикатися між процесами штампування та різки за попередньо заданою програмою, що значно зменшує час перенесення та обробних помилок деталей між різним обладнанням, а також покращує продуктивність виробництва, забезпечуючи якість продукції та стабільність виробництва. У порівнянні з традиційним обробним обладнанням, точність значно підвищилася. Традиційне обладнання, наприклад, звичайні пробивні преси часто можуть виконувати лише прості й грубої обробки операції, тоді як станок для пробивки та лазерної різки поєднує технології штампування та лазерної різки, полагаючись на форми та точний контроль параметрів, і може обробляти деталі з високою точністю та складною формою, причому точність може бути стабільною. З точки зору ефективності обробки, традиційна обробка обладнання залежить від ручного керування та має нудні кроки, тоді як станок для пробивки та лазерної різки має високий рівень автоматизації, функції автоматичної завантажування та швидкої заміни форм, може працювати неперервно й масово виробляти продукцію, таку як автодеталі, ефективно зменшуючи допоміжний час. З точки зору вартості виробництва, станок для пробивки та лазерної різки має очевидні переваги у вартості.

Конфігурація лазерної вирізювальної машини
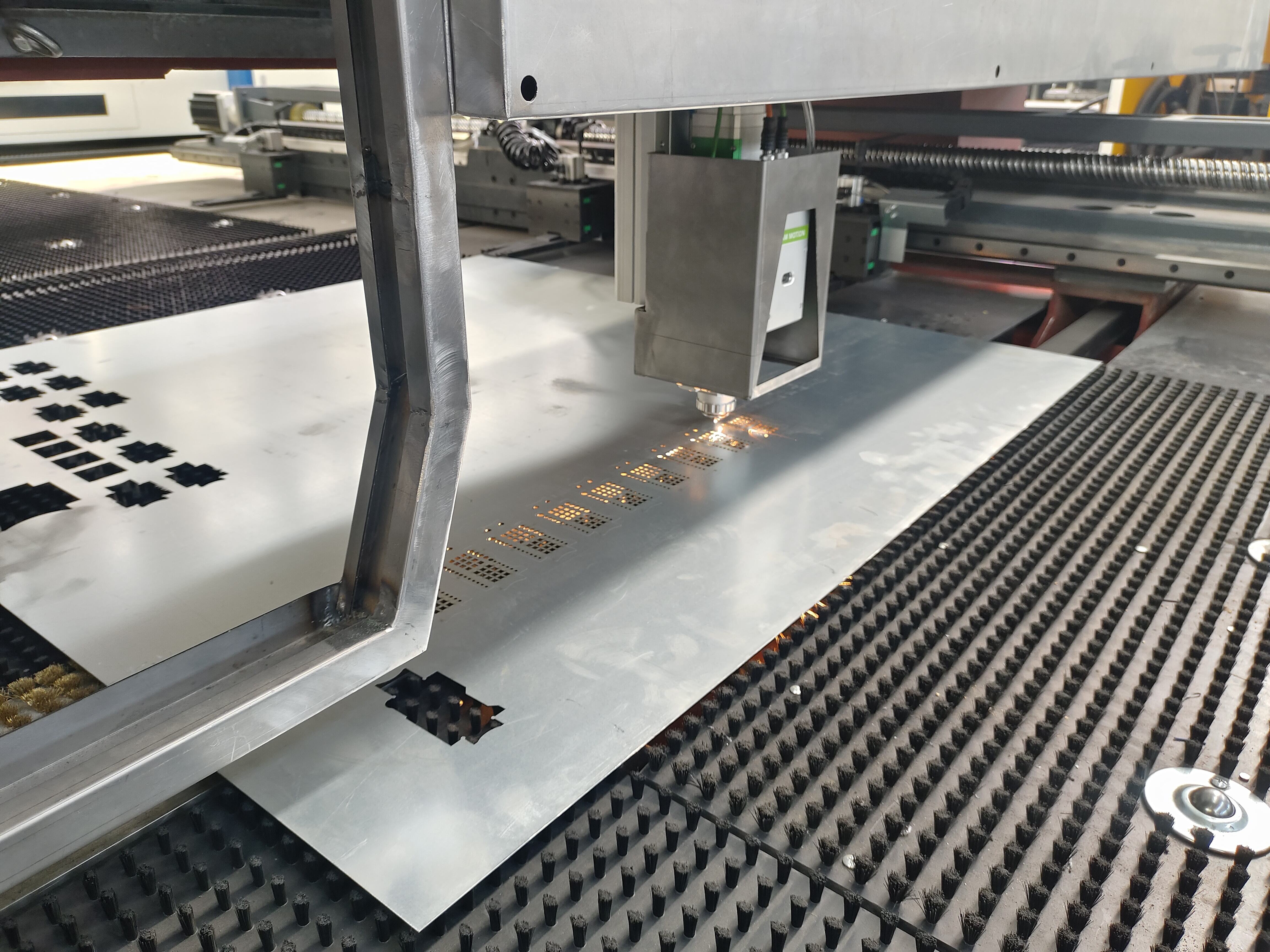
У контексті лазерного розрізу, процес швидкого лазерного розрізу є головним моментом комбінованої перфораційної машини. Лазерний розріз має характеристики високої точності, ефективності та стабільності. У обробці листового металу він може швидко й точно вирізати різні складні форми. Незалежно від того, чи це пряма лінія, крива або різні спеціальні контури, лазерний розріз легко з ними впорається. Головна конфігурація лазерної вирізювальної машини показана на малюнку.

Стабільність обладнання
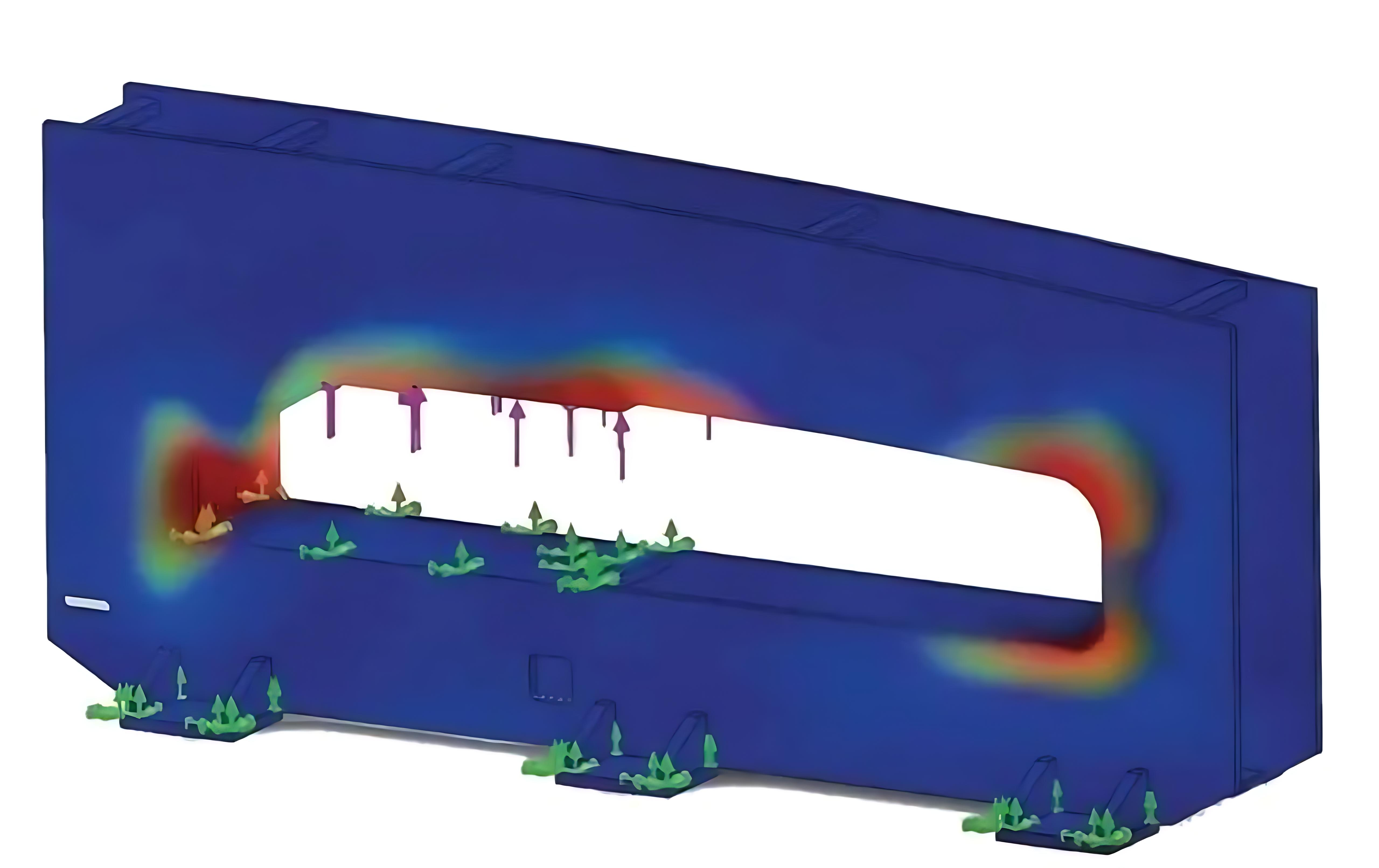
Каркас зварений з сталевих пластин і піддається термічній обробці та відстоюванню на відкритому повітрі для вилучення внутрішнього напруження, як показано на малюнку. Це запобігає деформації корпусу машини, забезпечує стабільність та надійність обладнання при тривалій високоскоростній роботі, а також зменшує простої у виробництві та витрати на технічне обслуговування через поломки обладнання.
Широка застосовність продукції
⑴ Гнучка реакція на різнобічні потреби. Вона має високу адаптивність до режимів виробництва з багатством асортименту та малими партіями, а також може швидко переключатися між різними процесами обробки та параметрами для задовolenня індивідуальних потреб різних клієнтів. У контексті постійно зростаючих ринкових вимог, що стають більш розмаїтними та індивідуальними, це ефективно підвищує конкурентоспроможність підприємств.
⑵ Високі здібності обробки складних форм. Вона може виконувати обробку різноманітних складних форм, включаючи складні формувальні процеси, такі як фрезерування, зсікання, точення отворів та гранулювання ребер спеціальних контурів, а також задовольняє потреби у обробці складних деталей в різних галузях, таких як автомобілебудування, авіакосмічна промисловість, електронне обладнання тощо.
Конфігурація автоматизації
Устрійство для автоматичного завантаження та роззавантаження може реалізувати повністю автоматизоване виробництво від завантаження сировини, обробки до роззавантаження готової продукції, зменшуючи ручне втручання, підвищуючи ефективність виробництва та стабільність якості продукції, зменшуючи фізичну навантаженість та вартість праці, і особливо підходить для потреб масового виробництва.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE