Модель:STON-A1,B1
Максимальна довжина гинання: 1000~1400мм
Максимальна товщина гинання: НН 1.2мм, ГОЛ 2.0мм, АЛ 2.5мм, ЗЧ 1.2мм
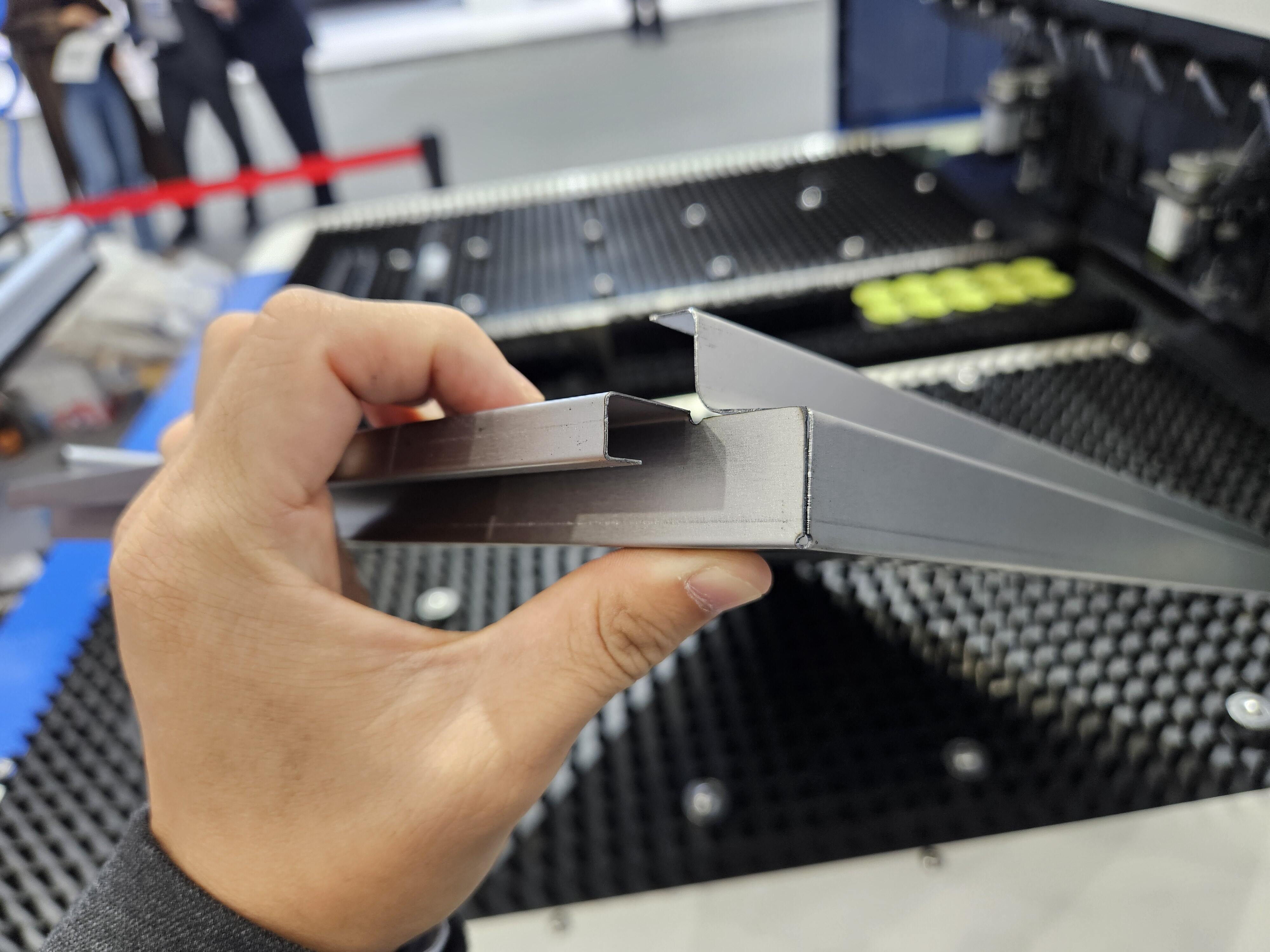
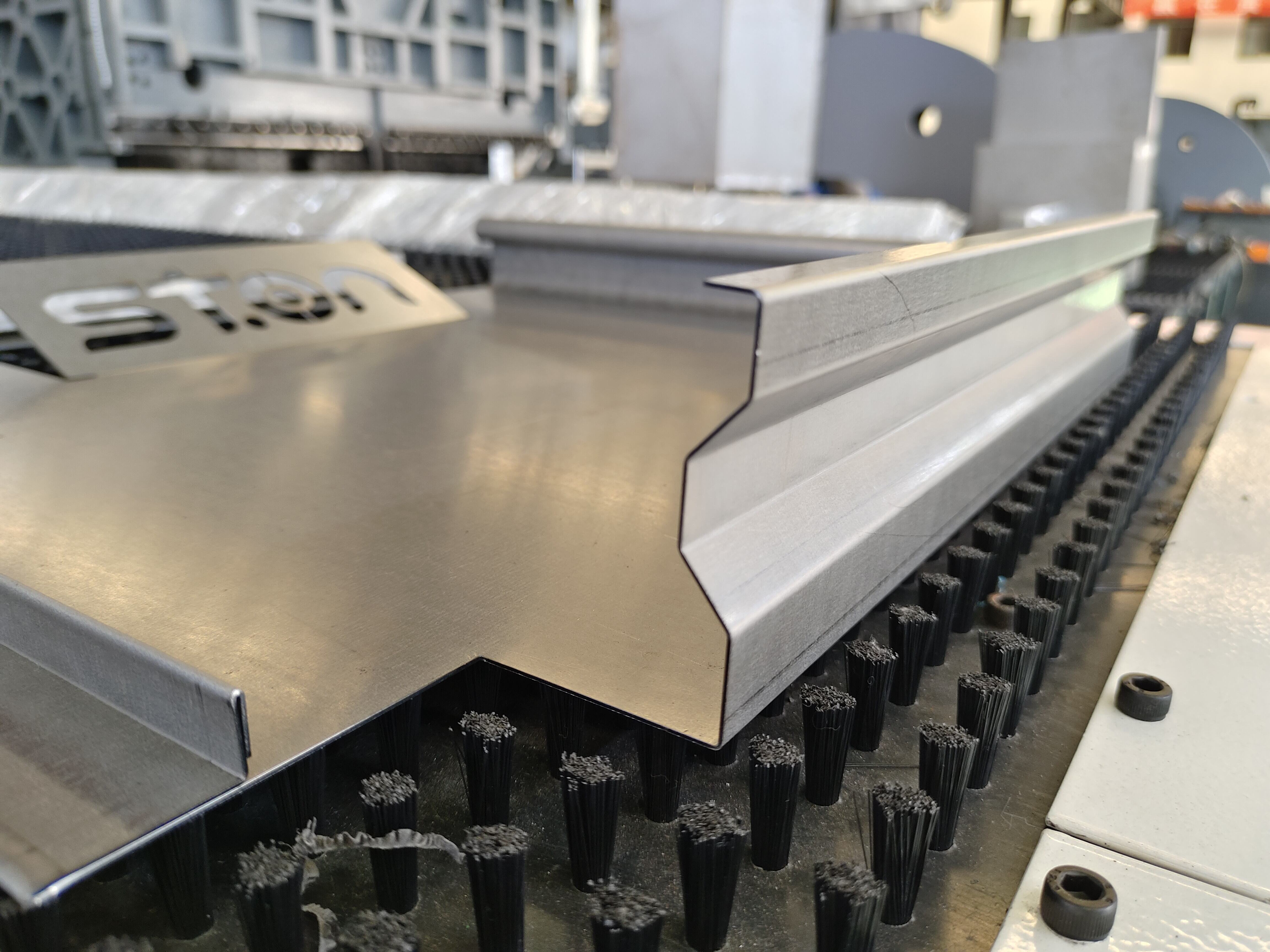
1.Згинання дуги: Мінімальний радіус 6 мм, використовується для декоративних елементів або дуже структур (наприклад, дужки для бамперів автомобіля)
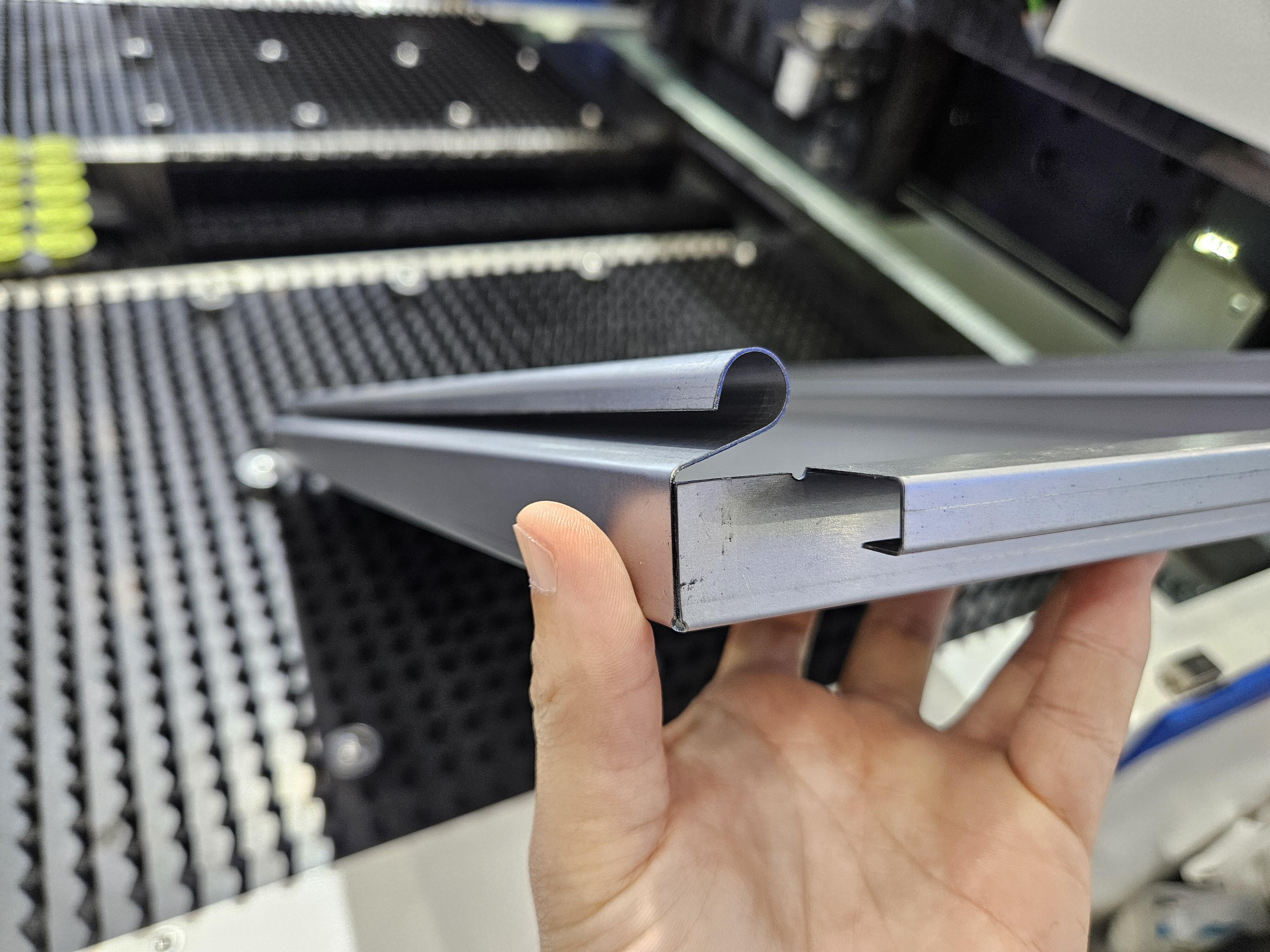
2.Згинання мертвого краю: Кут згину наближено до 180°, використовується для конструкції запечатування коробки (наприклад, нерозчовних водяних баків із нержавіючої сталі)
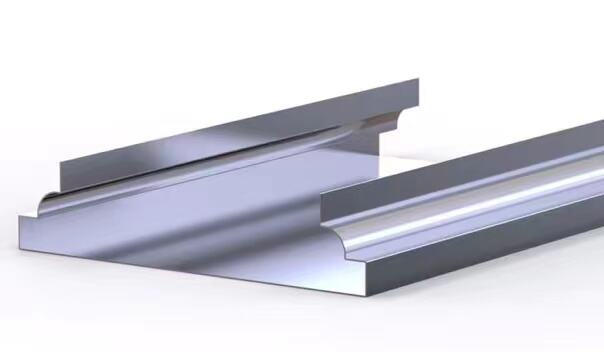
3.Багатокроковий згин: Нескінченні процеси згину (наприклад, типу "Z" та "U") виконуються за один раз через програмне управління для зменшення кількості обертань пластини
Монтаж: Інженери на місці/Далекодистанційне онлайн-керівництво/Клієнти навчаються на місці
Ефективність на 260% вища за традиційні штамповані машини, що еквівалентно шести гідравлічним пресам
|
STON-A1 |
STON-B1 |
|
|
Розмір (Д×Ш×В) |
2800×1500×2800мм |
3400×2000×2800мм |
|
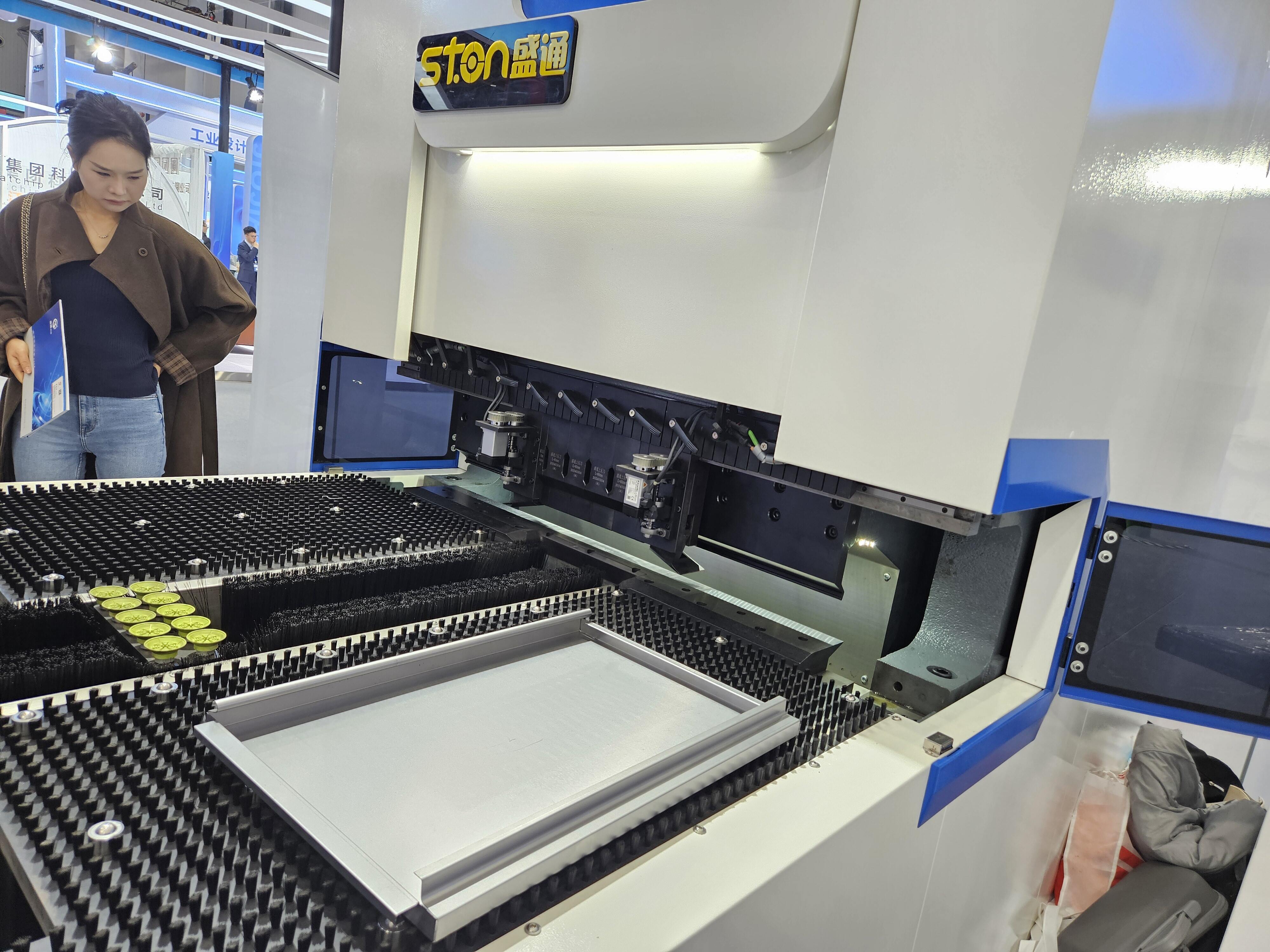
Метод годування |
Захоплення вакуумом |
Захоплення вакуумом |
|
Макс. швидкість згинання |
0.2с/нож |
0.2с/нож |
|
Макс. довжина гну (мм) |
1000×1000 |
1400×1250 |
|
Макс. висота гнучності (мм) |
170 |
170 |
|
Мін. товщина гнучості (мм) |
0.15 |
0.15 |
|
Мін. розмір чотирибічної форми (мм) |
140×140 |
160×190 |
|
Одnobічне формування |
140 мм |
160мм |
|
Макс. товщина згинання (мм) |
Нержавча сталь 1.2 Стальова плита 2.5 Алюмінієва плита 2.5 |
Нержавійка 1.5 Стальова плита 2.5 алюмінієвий лист 2.5 |
 |
 |
 |
 |
Багатоетапне гнучення |
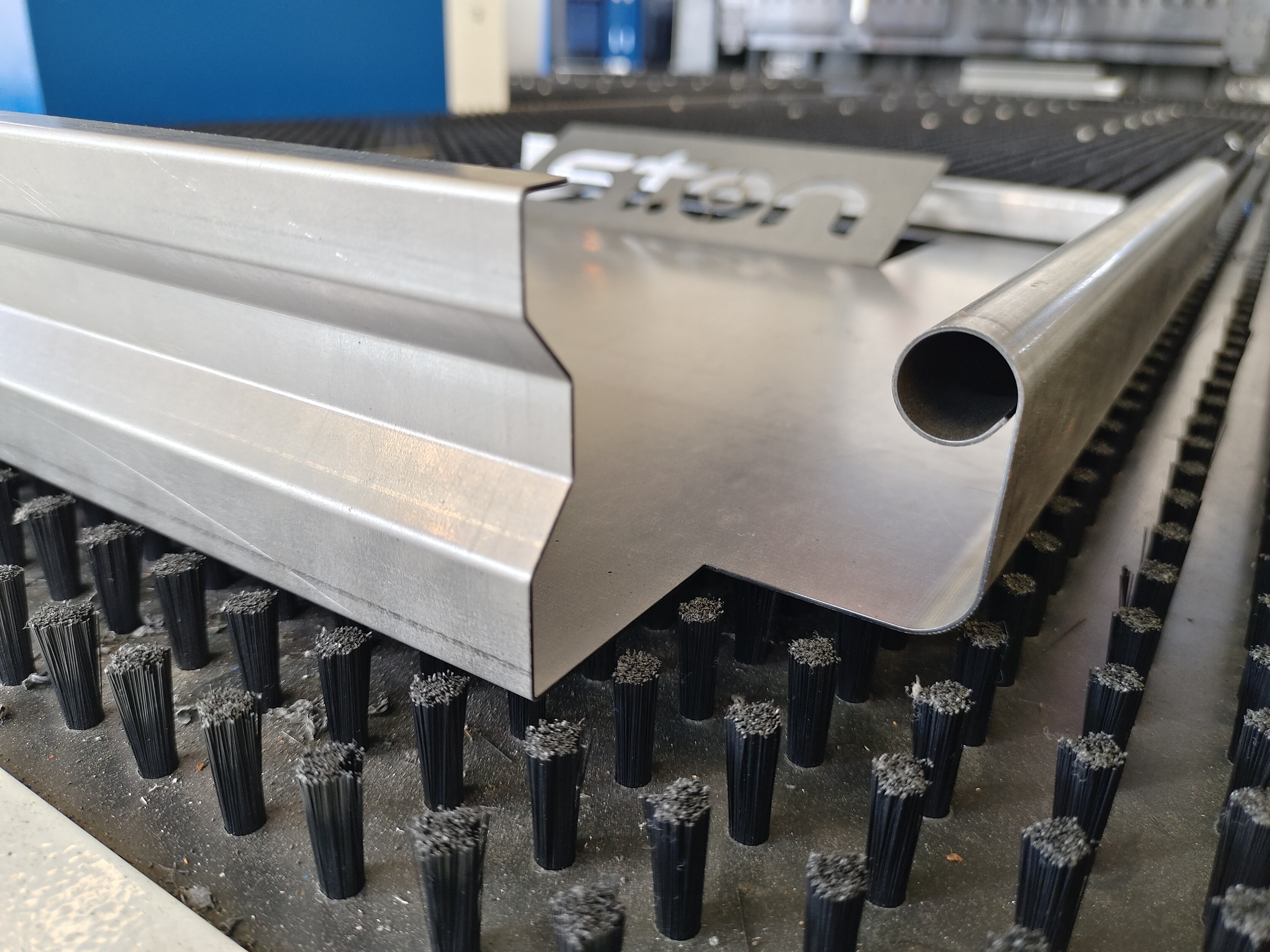
Дуговидне гнучення |
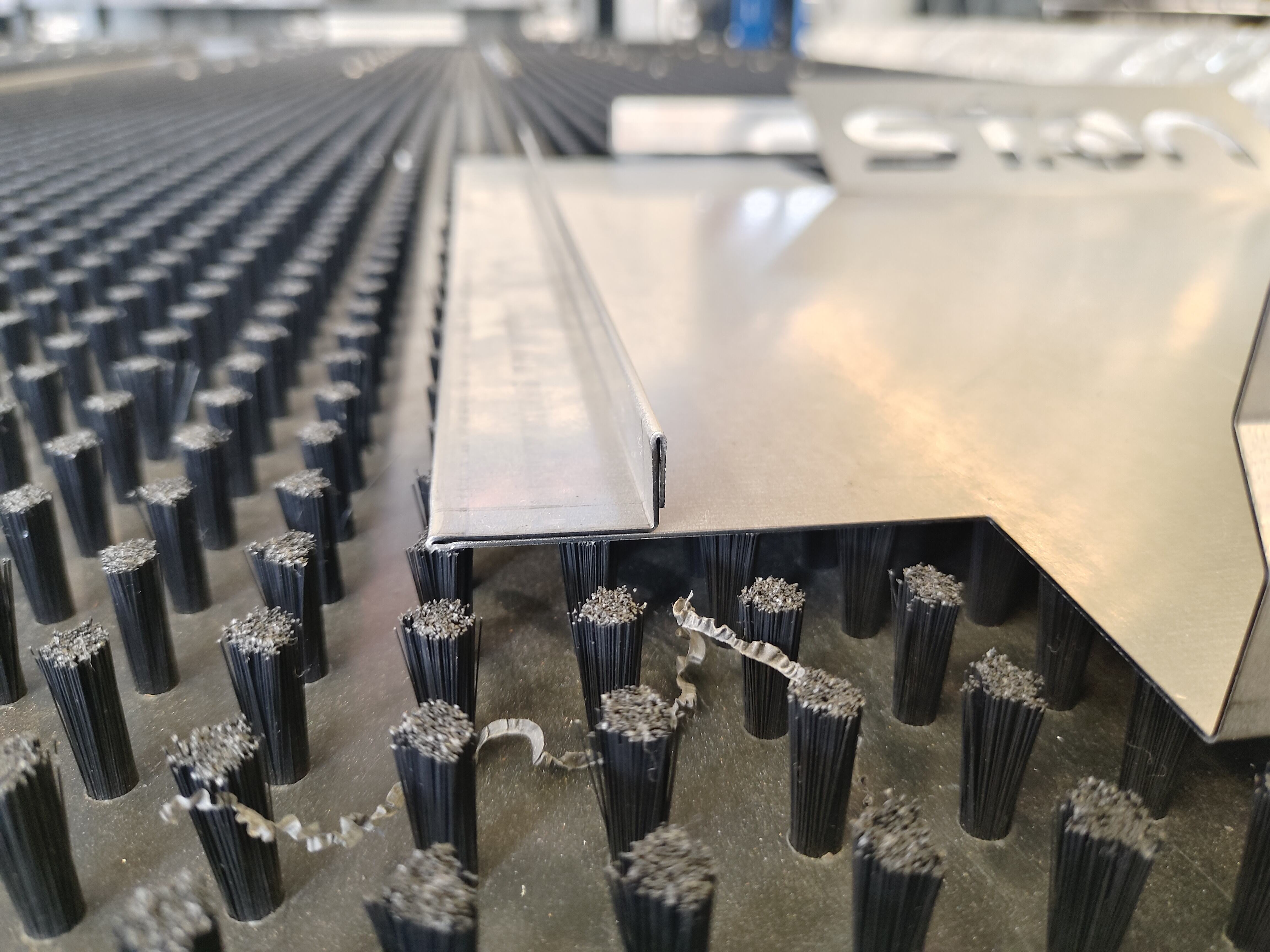 Гнучення мертвим краєм |
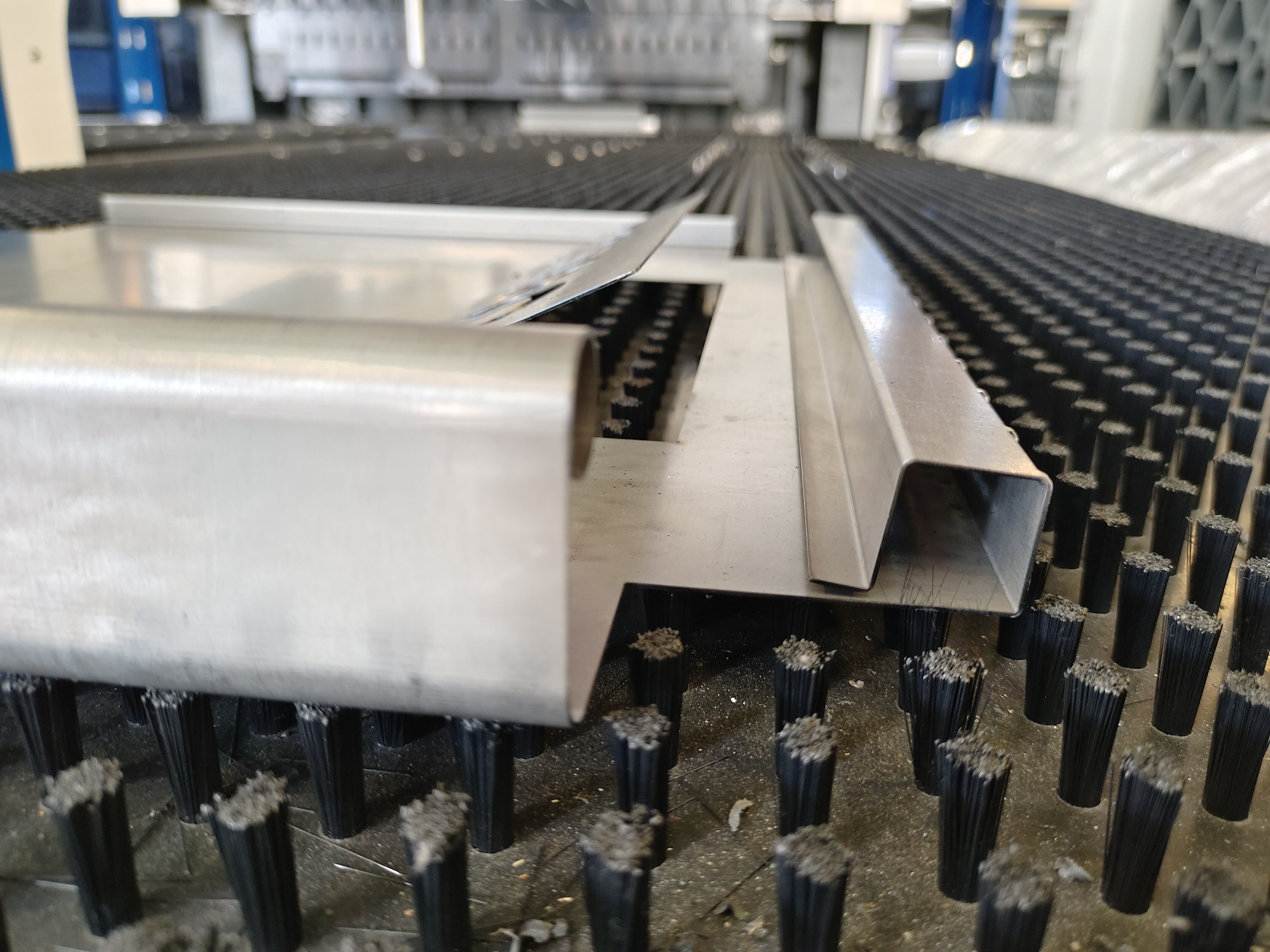
Пломбувальна конструкція |
| ЛИТНИЙ КОРПУС МАШИНИ |  |
Частини ливарного виробництва піддаються відкритому повітряному старінню після грубого оброблення, щоб повністю вивільнити внутрішній стрес перед точним обробленням, щоб забезпечити їх можливість використання протягом довгого часу без деформації та забезпечити стабільність загальної точності. |
| РУХОМИЙ РЕЛЬС, ШКУРНИЦЯ ТА ПІДВИСКИ |  |
Використовуються вісі з шуруповим ходом великого діаметра відповідно до операційних вимог різного обладнання. Разом використовуються імпортні підшипники NSK / NACHI з Японії, щоб мати більшу навантажувальну здатність та точність передачі. Широкий роликовий направляючий слайдер має чудову стійкість до зносу та сильну навантажувальну здатність. Він може ефективно покращити стабільність роботи та продовжити термін служби обладнання. |
| Присоска | 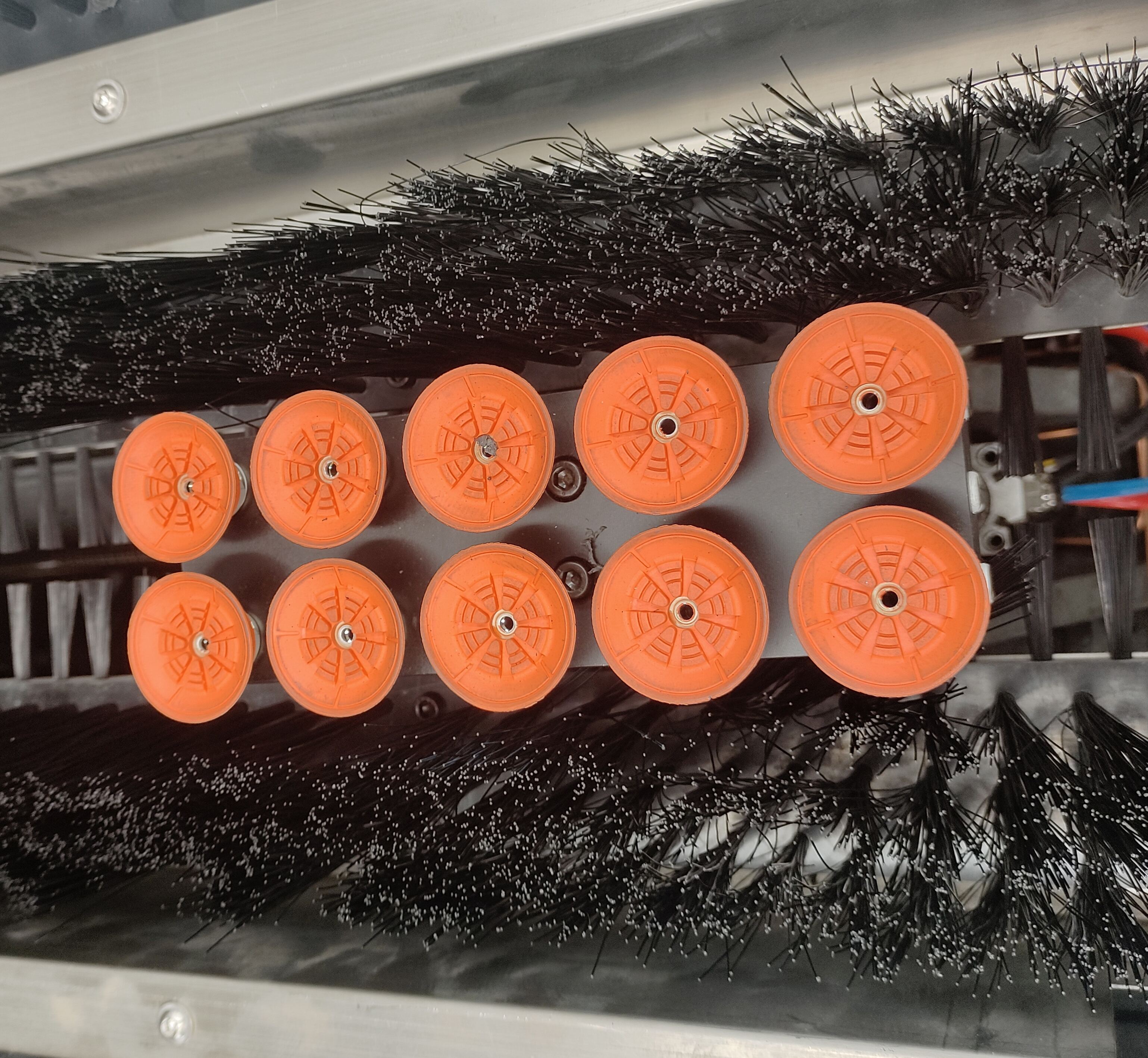 |
Система вакуумного захоплення STON Panel Bender використовує багатоточкове присосання для надійного захоплення різних розмірів аркушів, забезпечуючи точне позиціонування. Система динамічно регулює тиск, щоб запобігти деформації та занепаду при роботі з різними матеріалами. |
| ВЕРХНІЙ/НИЖНІЙ ТИСАКИ ТА ЗГИННЯЛЬНІ НОЖИ |  |
Виготовлений з матеріалу для ковки 42CrMo, піддається строгому грубому і точному обробцю, термічній обробці, витверджуванню і лазерній закалці для забезпечення терміну служби інструменту та вимог до гнуття. |
| Система управління | 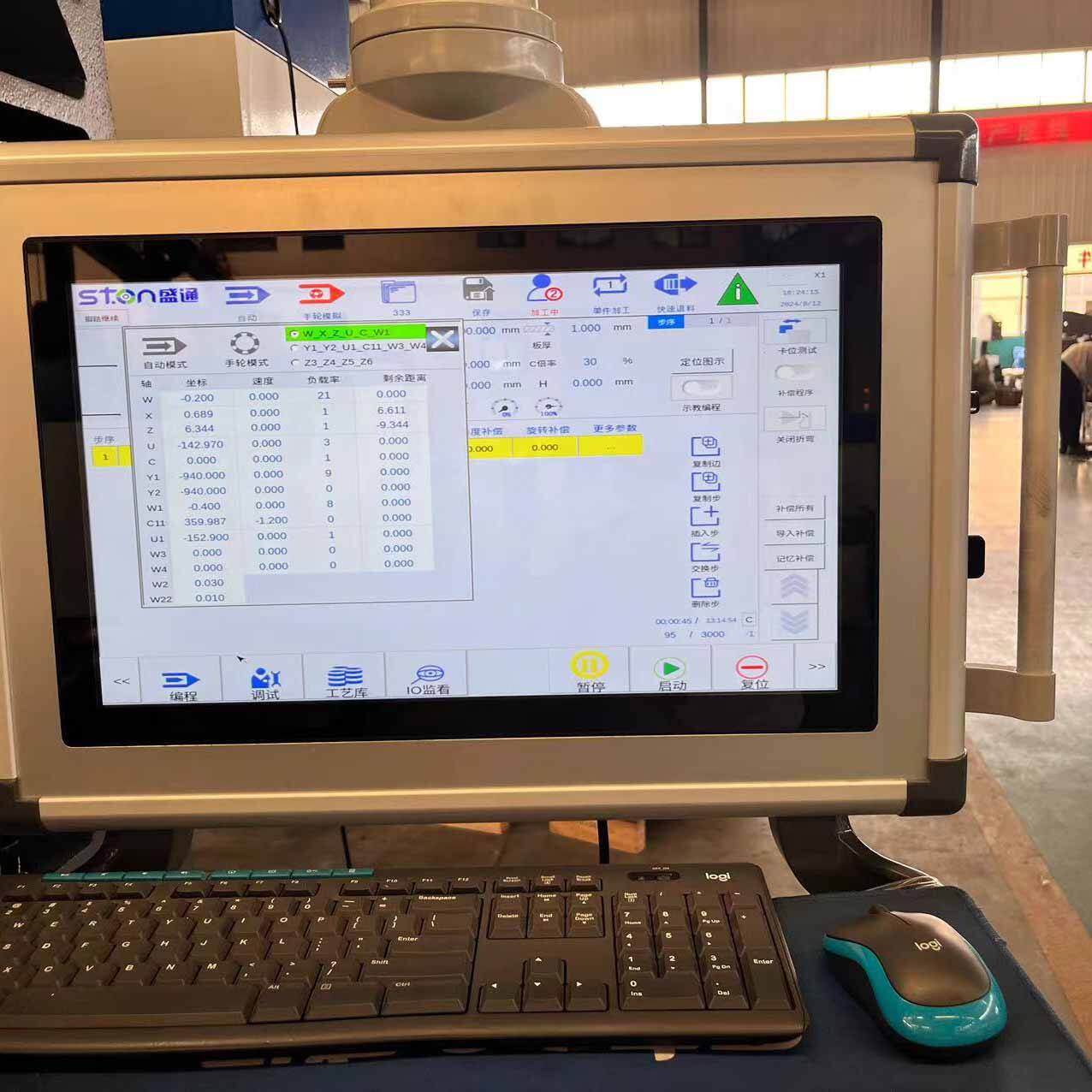 |
Застосовується імпортна всевільна сервоприводна система замкнутого циклу управління, яка підтримує одночасне посилання до 25 осей для реального досягнення багатоосевого одночасного посилання, гладкого діяння гнуття та високої координації механічної операції. Для системи управління передбачено резервні з'єднання для стелажного обладнання завантажування/роззавантажування та манипулятора, щоб користувачі могли підключати манипулятори та стелажне обладнання завантажування/роззавантажування різних брендів за своїми потребами. |
| Сервомотори |  |
За фактичним моментом гнуття та різними потребами користувачів вибираються імпортні/внутрішні сервомотори. Сигнал сервомотора передається через автобус, а система управління використовується для досягнення замкнутого циклу управління. Це забезпечує реальний час детекції передачі сигналу, щоб уникнути втрати сигналу та недетектованої передачі сигналу. |
| ЕЛЕКТРИЧНІ КОМПОНЕНТИ |  |
Використовуються імпортні електричні пристрої для забезпечення стабільності системи керування; Електричний шаф еквіповано кондиціонером від відомого виробника для виведення тепла з шафа. |
| УНІКАЛЬНИЙ ДИЗАЙН КОМПЕНСАЦІЇ Збурень |  |
Використовується унікальний дизайн компенсації збурень для вирішення проблем кутового гину та відповідності прямої лінії при різних довжинах, різних товщинах пластин та різних матеріалах, щоб ефективно контролювати допуски кута та прямої лінії деталі в межах мінімального діапазону. |
| РУЧКА ДЛЯ КОЛОДКИ |  |
Цей дизайн робить кoreгування позиції ножа та перевірку точності більш зручним. Уникати пошкодження інструментів та обладнання через помилкову операцію під час системного керування, а також зменшити втрати у процесі гнуття тесту. |
| СИСТЕМА ЛЮБРІКАЦІЇ | 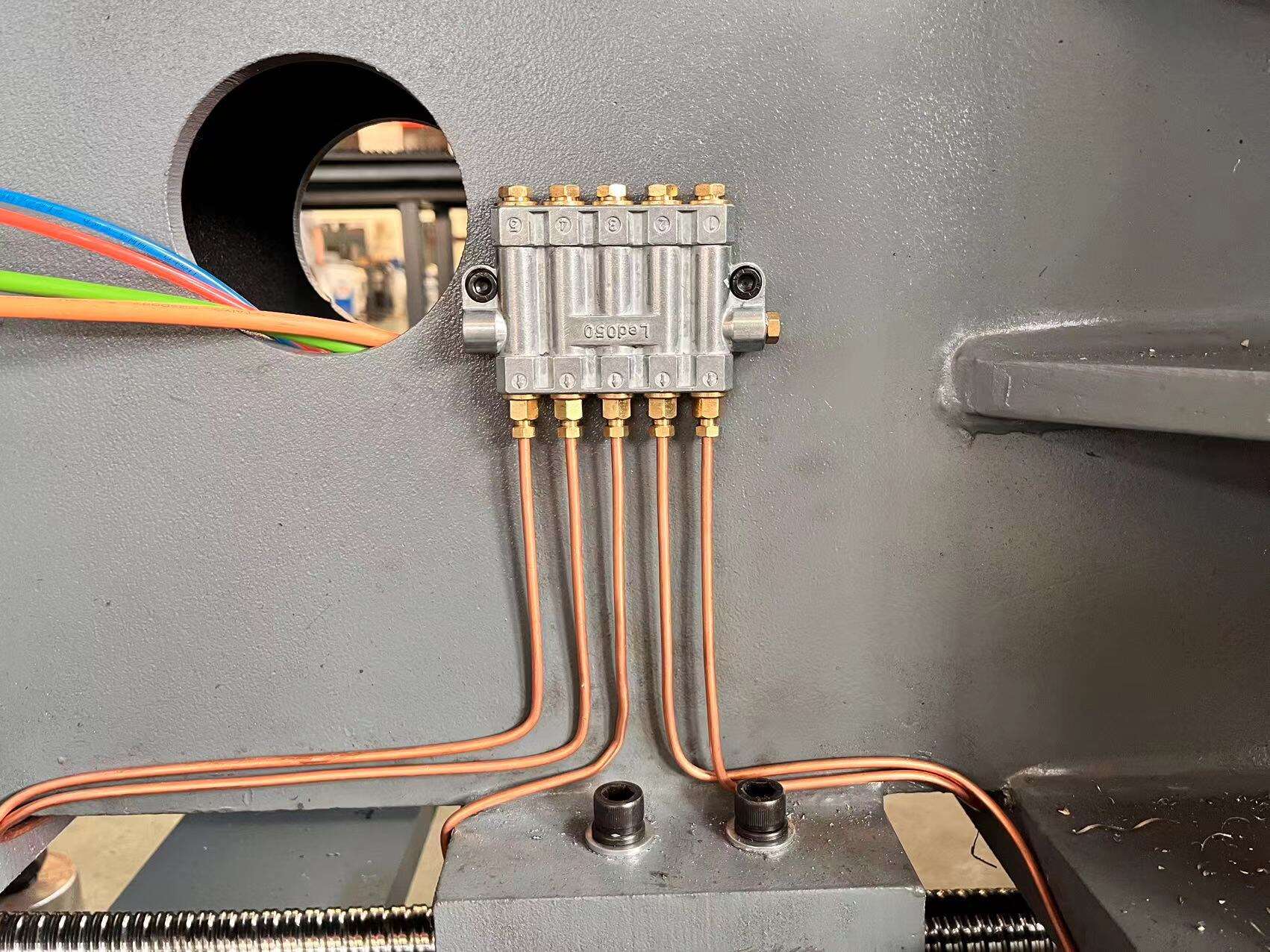 |
Система автоматичного смазування забезпечує своєчасне смазування рухомих частин, предотвращаючи зношування вісів шестерень і направляючих катків через недостаток олії та смазки, що продовжує термін служби вісів і направляючих рейок. У порівнянні з пластиковими трубками, які часто використовуються іншими постачальниками, наша техніка використовує медені трубки для смазування, щоб усунути старіння та розрив пластикових трубок. |
| ДЕТЕКЦІЯ ШКАЛИ ГРАТІНГУ | 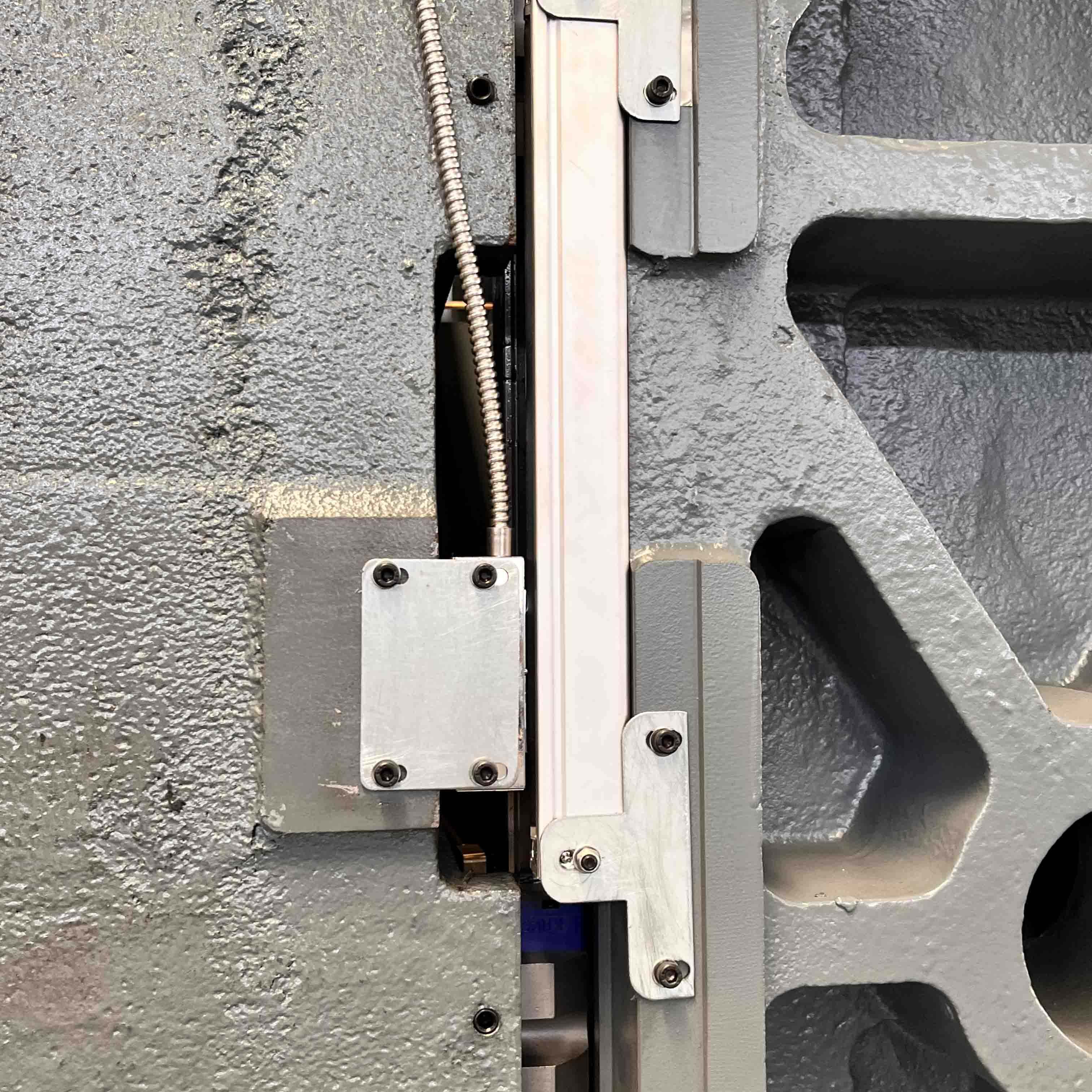 |
Система детекції несбалансованої навантаженості ефективно захищає машину/деталь і зменшує втрати деталей. |
| ДЕРЖАЧ БЛАНКУ (ОПЦІЯ) |  |
У порівнянні з ножами на гравітаційних шарнірах, які зазвичай використовуються іншими компаніями, у пристрої Shengtong використовуються ножи на електричних шарнірах, що значно зменшує пошкодження деталей при дотиченні та віддаленні ножів від деталей. |
| ДЕРЖАЧ ДЛЯ БЛАНКУ HORN (ОПЦІОНАЛЬНО) | 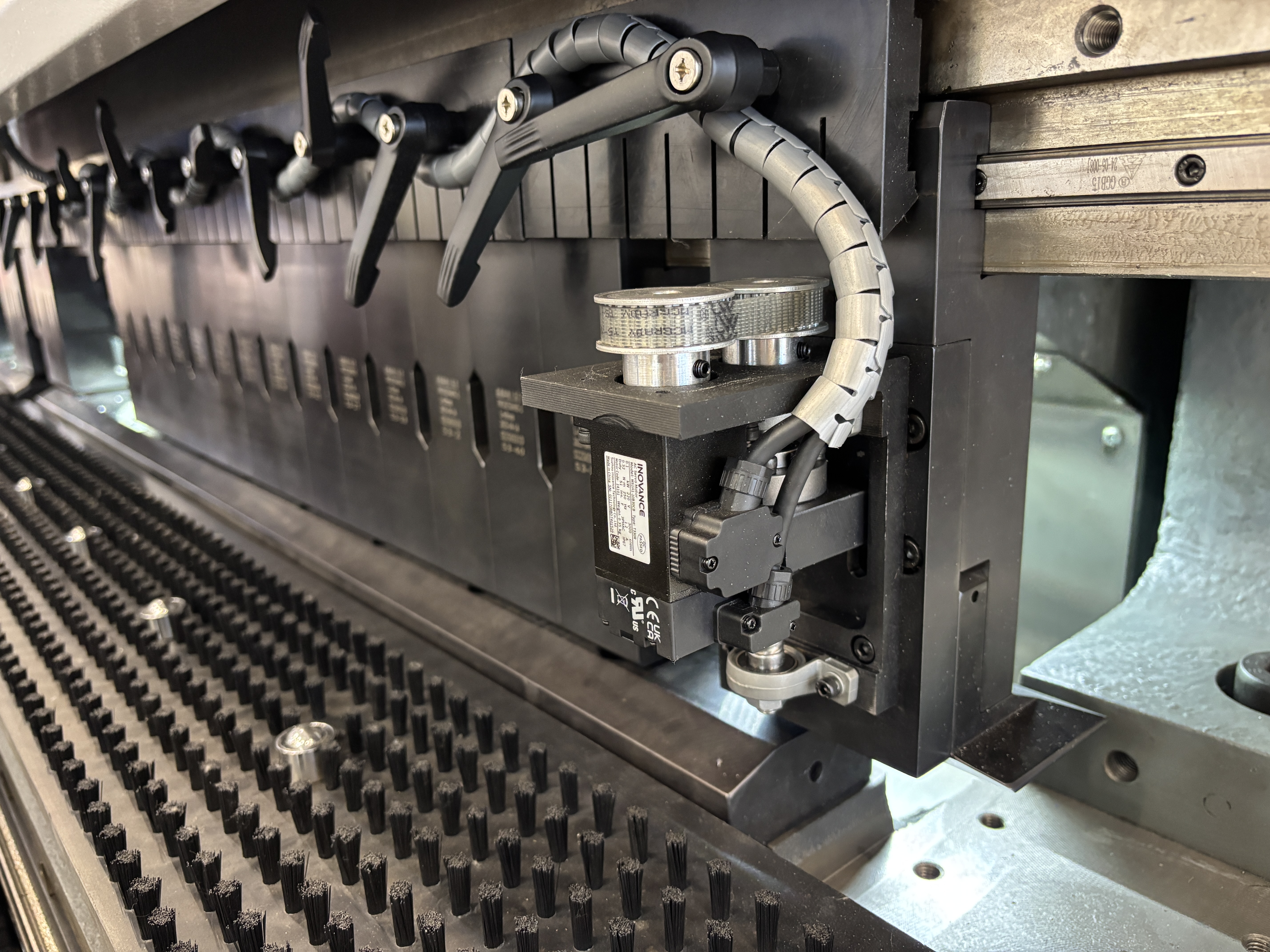 |
Додаткові ножи можуть бути встановлені для складних процесів гинання, щоб задовольнити різні вимоги до гинання. |
| ВІСЬ C ВГОРУ/ВНИЗ (ОПЦІОНАЛЬНО) |  |
У випадках, коли деталі необхідно загинати вниз, вісь C може співпрацювати з віссю U для підняття деталей, що ефективно запобігає їх пошкодженню під час виведення. |
1. Чи є ви торговою компанією або виробником?
Ми є заводом, тому маємо конкурентну ціну і у нас є власна служба ззовнішньої торгівлі, тому ми також надаємо уважний сервіс.
2. Який середній термін очікування?
Для зразків термін виготовлення становить приблизно 7 днів. Для масового виробництва термін виготовлення становить 45-60 днів після отримання передплати.
3. Чи є ви заводом ODM або OEM?
ТАК, ми є ODM, ви можете надіслати нам свої вимоги, а ми спроектуємо для вас.
4. Які способи оплати ви приймаєте?
Ви можете перечислити гроші на наш рахунок у банку, через Western Union або PayPal: 30% авансовий платіж, 70% залишок після отримання копії B/L.
5. Чи забезпечуєте ви послуги післяпродажного обслуговування та налагодження за кордоном?
Так, ми це робимо. Після того як обладнання прибуде на місце клієнта, компанія відправить свого працівника для проведення монтажу та налагодження, а також навчить операторів, поки вони не зможуть самостійно експлуатувати обладнання.
6. Що ви можете купити в нас?
CNC штампувальний прес, CNC гинучий станок, волоконний лазерний різальний станок, автоматизація гинення, гнучка виробнича система, панельний гинучий станок та автоматичні лінії виробництва листового металу.
7.Які послуги ми можемо надавати?
Приймаються умови доставки: FOB, CFR, CIF, EXW;
Приймається валюта оплати: USD, EUR; RMB
Прийнятний тип оплати: T/T, L/C;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE