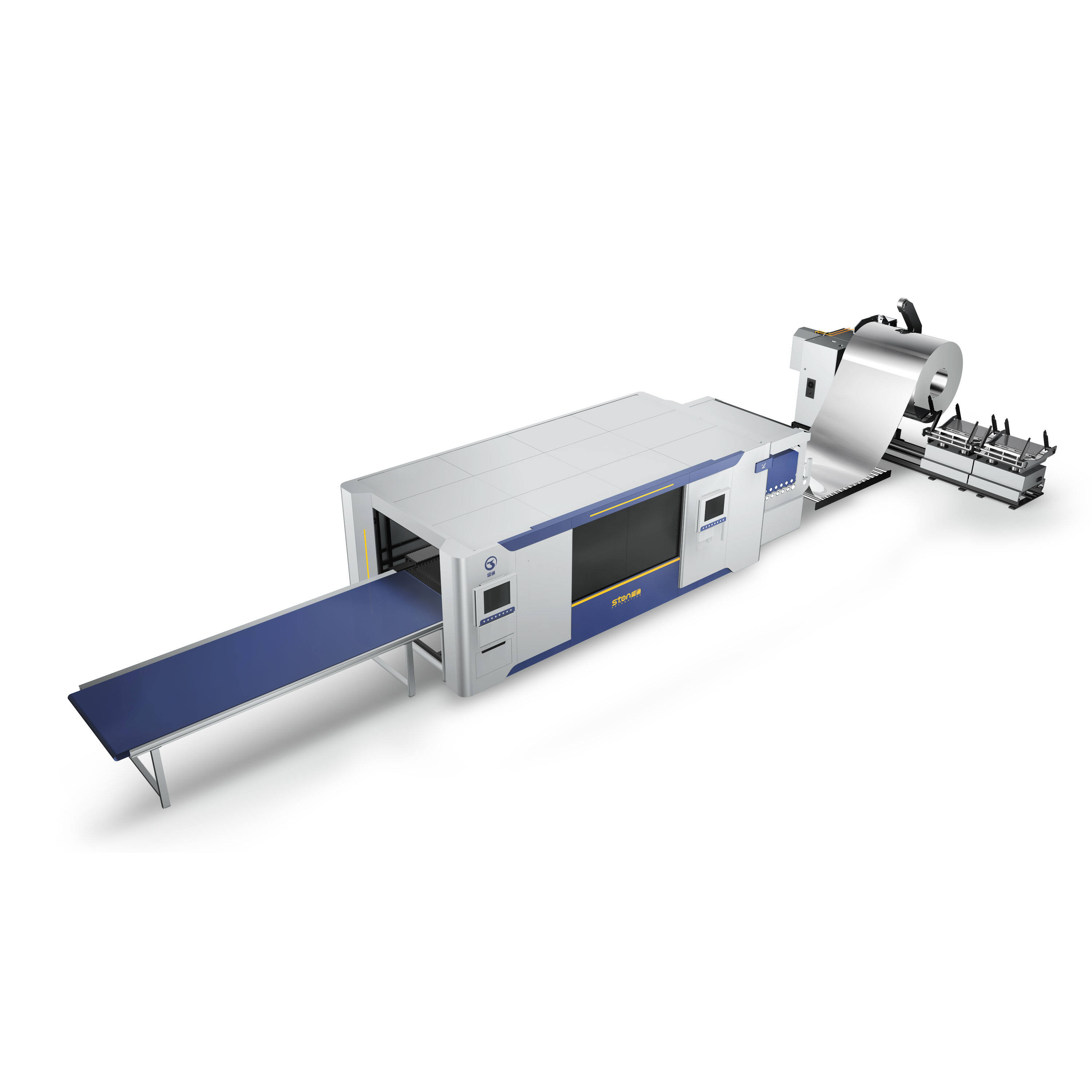
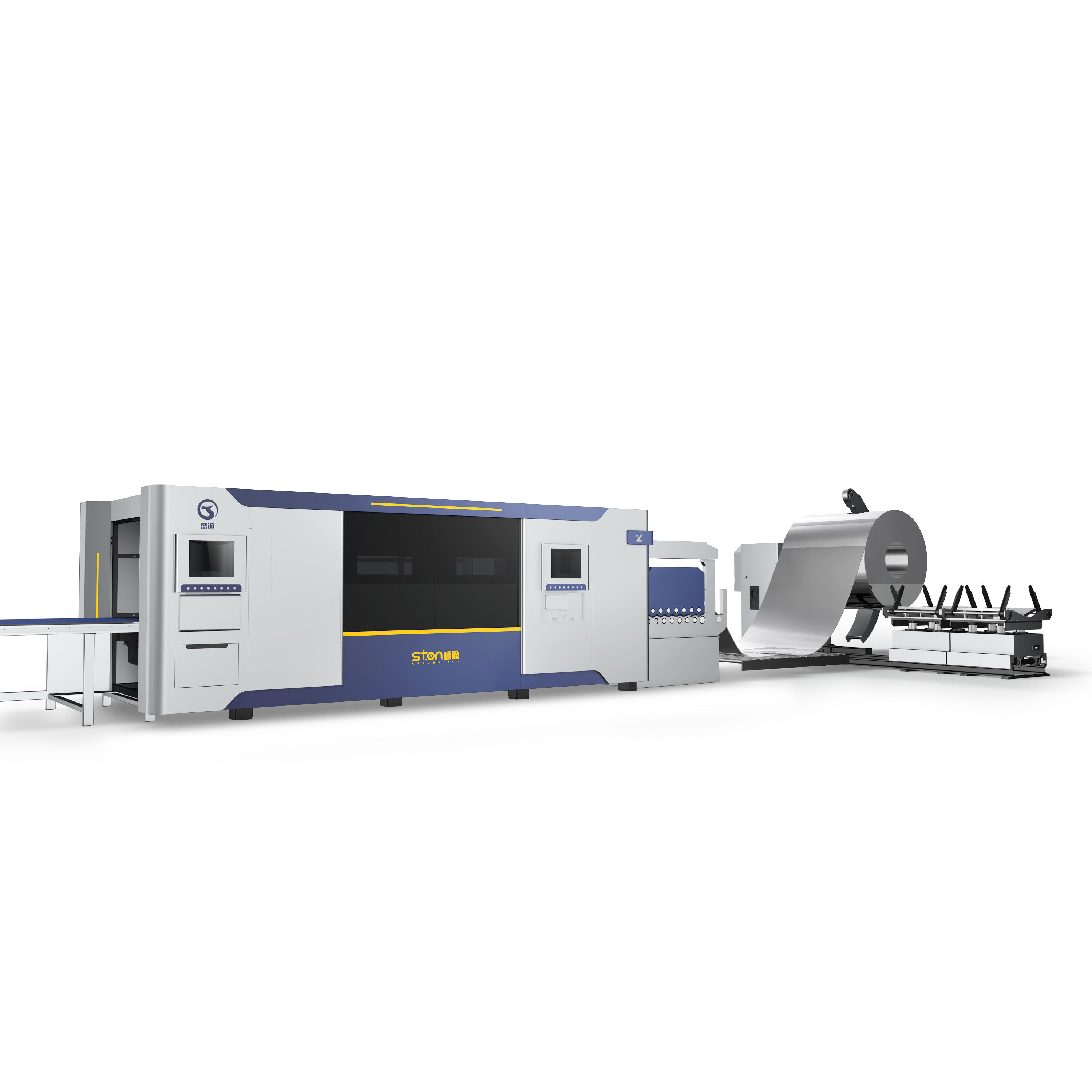
خط إنتاج واحد يمكنه قطع مجموعة متنوعة من المواد بدقة وسرعة، مما يضمن جودة مستمرة في كل مرة. يقدم STON LZ1401 كفاءة وإنتاجية لا مثيل لها، مما يجعلها الحل النهائي لاحتياجاتك التصنيعية. لماذا تختار STON LZ1401؟
جودة غير مسبوقة: تضمن تقنية القطع بالليزر لدينا نتائج دقيقة ومستقرة، مما يلغي الحاجة لإعادة العمل ويقلل من هدر المواد.
اقتصادي: من خلال تحسين وقت الإنتاج وتقليل هدر المواد، يساعدك STON LZ1401 على توفير تكاليف التشغيل.
مصمم للمستقبل: مع تطور التكنولوجيا، تم تصميم STON LZ1401 ليتكيف ويتطور مع نمو عملك.
مواصفات المعدات
|
|
المواد الخام |
الألواح الباردة المتداول، الألواح المцинية، الفولاذ المقاوم للصدأ |
|
2 |
سمك اللوحة |
0.5mm ~ 2.0mm |
|
3 |
عرض الصفيحة |
1000مم~1500مم |
|
4 |
الوزن لكل لفة |
≤10T |
|
5 |
قطر الداخلي لللفة |
ø508مم-Ø630مم |
|
6 |
قطر الخارجي لللفة |
ø1000 ~ Ø1600مم |
مواصفات المنتج النهائي
|
1 |
جودة السطح |
سطح الشريط مسطح ولا يحتوي على أي عيوب معالجة إضافية; |
|
2 |
دقة التسوية |
±1مم / م2 |
|
3 |
دقة القطر |
≤1مم/2000مم |
معلمات الوحدة
|
1 |
سرعة الحزام |
5م/دقيقة |
|
2 |
سرعة الوحدة |
سرعة خط التسوية 0~12م/د (قابلة للتعديل) |
|
3 |
ارتفاع التشغيل |
+800مم |
|
6 |
اتجاه التشغيل |
(خاضع لتخطيط العملية النهائية للمصنع) |
ظروف العمل لاستخدام المعدات
|
1 |
شروط الطاقة |
تيار ثلاثي، 400V±5%,50Hz±2% |
|
2 |
مصدر الهواء (الهواء المضغوط) |
الضغط: 0.5~0.6MPa التدفق: 0.6m3/min |
|
3 |
مصدر المياه |
لا توجد متطلبات خاصة |
طلاء المعدات
|
1 |
لون طلاء الهيكل الرئيسي |
المعدات القياسية |
|
2 |
المكونات المتحركة والأمان وغيرها |
التوزيع وفقًا لللون الأساسي (الأصفر/البرتقالي) |
|
3 |
خزانات كهربائية، لوحات تشغيل، خزانات وقود |
المعدات القياسية |
التوزيع الرئيسي للمعدات
|
لا. |
الفئة |
الاسم |
المصدر والعلامة التجارية |
كمية |
|
1 |
الليزر |
الليزر المصنوع من الألياف |
شنتشن تشاونغشين 6000W |
1 |
|
2 |
رأس الليزر |
رأس قص ليزر fiber |
شانغهاي جياقiang |
1 |
|
3 |
نظام التبريد |
مبرد مياه |
ووهان هانلي |
1 |
|
4
|
نظام تحكم رقمي
|
نظام التحكم بالحركة |
شانغهاي وييهونغ |
1 |
|
نظام الحركة بالمحركات العاملة بالتيار المستمر |
شنتشن ويتشوانغ |
4 |
||
|
تروس التخفيض |
اليابان بيتो |
3 |
||
|
المكونات الكهربائية |
شنايدر، فرنسا |
1 |
||
|
مكونات هوائية |
أنوتشي، ألمانيا/ياdek، تايوان |
1 |
||
|
5
|
جسم الآلة
|
طاولة عمليات |
نوع المعلق |
1 |
|
سكة التوجيه |
تايوان هيتشينغ |
1 |
||
|
مرشدة |
تايوان هيتشينغ |
10 |
||
|
ركن وسن |
تايوان كوتاي |
1 |
||
|
سرير |
لحام ومعالجة الشيخوخة للأنبوب المربع |
1 |
||
|
تصريف الدخان |
ماسورة الدخان |
1 |
||
|
6
|
المرافق المساعدة
|
رَفّ المواد |
رَفّ مواد هيدروليكي بقدرة 10T |
1 |
|
جهاز تسوية |
جهاز تسوية دقيق بـ 15 أسطوانة |
1 |
||
|
جهاز لحام |
طاولة لحام الأسطوانات / منصة لحام الحزام البلتوني |
1 |
||
|
ضاغط هواء |
مُضغِط هواء خاص للليزر بضغط 1.6 مبا |
1 |
متطلبات بيئة العمل
|
العنصر |
الاسم |
المتطلبات |
ملاحظات |
|
تزويد الطاقة
|
القدرة التثبيتية الإجمالية الجهد |
≤50KVA 380V\220V±5% |
يُوصى باستخدام مصدر طاقة بقدرة 100 كيلو فولت أمبير. يجب تثبيت مثبتات الجهد والتيار التلقائية في المناطق الأخرى. |
|
مقاومة الأرضية |
≤4 أوم |
||
|
لا ينبغي أن يكون هناك تداخل إشارات كهرومغناطيسية قوية بالقرب من معدات التركيب. تجنب مواقع محطات الإرسال اللاسلكي أو محطات التكرار حول موقع التركيب. |
|||
|
ماء |
ماء المبرد |
يجب استخدام ماء مقطر، مُنقى أو خالي من الأيونات. غازات |
|
|
الغاز |
الأكسجين، النيتروجين |
النقاء > 99.5% |
تختلف المواصفات وفقًا لمعالجة المادة |
|
ضاغط هواء |
الضغط ≥1.6mpa |
||
|
بيئة العمل
|
درجة الحرارة |
5-40 درجة |
|
|
الرطوبة |
≤80%, لا تكثيف |
||
|
المؤسسة |
الامplitude <50um، تسارع الامplitude <0.05g؛ لا يوجد معدات اهتزازية كبيرة بالقرب من الموقع. |
إذا كان مصدر الاهتزاز يحتاج إلى حفر خندق مضاد للاهتزاز |
|
|
متطلبات المساحة المخصصة للمعدات لضمان عدم وجود دخان أو غبار، تجنب البيئة العاملة التي تحتوي على تلميع المعادن أو الطحن الذي يسبب الغبار، ويجب تركيب أرضية مضادة للسكون الكهربائي مع استخدام أسلاك مغلفة. |
|||
عربة التغذية
1.المواصفات الفنية:
القدرة التحميلية: 20T
سرعة الحركة: 5-7 م/دقيقة
الحركة الأفقية: محرك هيدروليكي
2. يتم تشغيل العربة عن طريق صندوق عمليات لاسلكي محمول، يتم رفع الحجم من طاولة إعداد المواد ونقله إلى موقع محور البكرة في فك الطبلة، ثم يدخل الفتحة الداخلية للحجم إلى بكرة فك الطبلة، بعد ذلك تنخفض العربة وتعود إلى موضعها الأصلي.
3. تتكون عربة الدوران العلوية بشكل أساسي من رف حرف V، الهيكل الأساسي وآلية رفع بأربع أعمدة إرشادية.
4. هيكل الجسم المركب ملحوم، له بنية ذات أربع عجلات، يتم تشغيل الجسم بواسطة المحرك مما يجعل العربة تتحرك على السكة.
5. تتكون آلية الرفع من جسم الرفع، آليات الإرشاد وأسطوانة هيدروليكية للرفع، يستخدم جسم الرفع بنية بأربع أعمدة إرشادية، مما يضمن رفعًا وخفضًا سلسًا.
6. السطح العلوي لعربة التحميل هو منصة دعم تتكون من صينية على شكل حرف V. أثناء عمل العربة، يرفع الأسطوان الهيدروليكي جسم السيارة لرفع أو خفض الحجم، ويدفع المحرك عجلات العربة للدوران، مما يجعل العربة تتحرك للأمام أو الخلف على السكة. أثناء العمل، يتم رفع الصينية على شكل حرف V الموجودة في أعلى العربة بواسطة الأسطوان الهيدروليكي لرفع الأسطوانات ورفعها إلى الارتفاع المطلوب، ثم يقوم النظام المحرك بدفع عربة التحميل على طول الاتجاه الشعاعي للأسطوانات الألمنيوم على السكة وتوجيه أسطوانات اللوحة إلى مركز أسطوانة الدعم الخاصة بجهاز فك ملفات الألمنيوم، وبعد ذلك يتم رفع الأسطوانات بإحكام مع محور حركة جهاز فك الملفات.
7. يتم حماية الكابلات والأنابيب الهيدروليكية لعربة التحميل بواسطة سلسلة الدعم.
8. يتم حماية الأنابيب الهيدروليكية والكابلات بواسطة سلاسل السحب.
Hydraulic Cantilever Uncoiler
1.المواصفات الفنية:
النوع: نوع الذراع المعلق، مع دعم هيدروليكي مساعد جانبي، وارتفاع وهبوط هيدروليكي.
سعة الحمل: ≤10T
نطاق شد العمود 50 مم
التوسيع والشدة بواسطة محركñasedge هيدروليكي
المحرك / القوة AC7.5kw
الفِرْنَة: فرنة قرص هوائية
2. الوظيفة: يستخدم جهاز فك اللفائف لفتح لفائف الشريط وإنشاء مواد متبقية مُنسَّقة مع الجهاز المُستوِي.
3. الجسم والقاعدة:
يتم تشكيل هيكل جسم الآلة والقاعدة باللحام مع معالجة التقدم الحراري.
4. العمود الدوار:
يتم تحقيق ارتفاع وانخفاض المندل بواسطة أسطوانة هيدروليكية تدفع الغلاف التوسع.
يتكون مندول الفك من ثلاث غلايات توسع.
مادة السبيكة: 40Cr، معالجة التемبير.
البكرة: تتكون من أربع ألواح مروحة، نوع تداخل مقعر-محدب للوحات المروحة، وذلك لتجنب ظهور علامات على الطبقة الداخلية عند الشفرة. يتم تشغيل الأسطوانة المرتفعة والمنكمشة هيدروليكيًا، تحتوي البكرة على لوحة منحنية مزودة بمقياس.
نقل القوة:
في عملية التشغيل التلقائي، يتم طرح الشريط بنشاط بواسطة الجهاز الفاصل، ويولد المحرك، من خلال نظام التحكم، مادة متبقية كامنة.
في عملية فك اللف، يتم التحكم في معلمات المحرك (السرعة، العزم، إلخ) بناءً على معلمات المادة الملفوفة.
المحرك الرئيسي ونظام القيادة الرئيسي: يمتلك المحرك الوظائف التالية أثناء عملية فك اللف:
المادة المتبقية المتزامنة.
إدخال الصفيحة.
فرامل هوائية عند المحرك لفرملة الجهاز في حالة التوقف أو "التوقف الطارئ".
نظام تشغيل فك الحزم: نقل المحرك المخفض إلى صندوق السرعة، ونقل عجلات صندوق السرعة لتشغيل محور التشديد.
دعامة مساعدة للبكرة
لمنع انحناء العمود الفولاذي، يوجد جهاز دعم مساعد هيدروليكي يُدار بواسطة أسطوانة زيتية.
يرتفع ويُخفض ذراع الدعم بواسطة الأسطوانة الزيتية، ويكون في حالة قفل ذاتي بعد ارتفاعه؛
النظام الهوائي: يتكون من الأسطوانة والصمامات والأنابيب، ويجب على المشتري توفير مصدر الهواء الخاص به.
ناقل الأسطوانة ضد الخدش (يتكون من أسطوانات الشريط السفلي)
جهاز توجيه المركز الجانبي
1. الاستخدام: يستخدم الجهاز لتوجيه الجانب المركزي وإصلاح انحراف الشريط الفولاذي.
- 2. المعلمات التقنية
العرض الأقصى للفتحة 1650 مم
العرض الأدنى للفتحة 1000 مم
مادة الدليل المتدحرج GCr15، HRC60-62
3. البنية: من نوع الأسطوانة، باستخدام هيكل برغي عمودي وتعديل عجلة اليد.
4. يتم وضع الأسطوانة على الشريحة، والتي تعمل بواسطة عجلة اليد لتحريكها في العمود الإرشادي الموجود في الإطار. يمكن ضبط عرض اللوحة بشكل فردي من الجانبين الأيمن والأيسر.
5. تم إعداد أسطوانة ضغط أفقية على جانب التغذية لمنع حزام الفولاذ من الخروج عن نطاق توجيه الأسطوانة العمودية.
آلة تسوية ذات أربعة أوزان دقيقة
1. معلمات الجهاز
عدد أسطوانات الضغط 2
عدد أسطوانات التسوية 13
عدد أسطوانات الدعم 3 صفوف في الأعلى والأسفل
قطر أسطوانات التسوية φ100مم×1700مم
مادة أسطوانة التسوية 40Cr، الصلادة ≥HRC58-62 (تمشيط، تصلب)
مادة الأسطوانة الداعمة 40Cr، الصلادة ≥HB250-275 (تمشيط، تصلب، طلاء كروم)
قوة المحرك الرئيسي 30kw (محرك خدمة)
المخفض الرئيسي مخفض تروس صلب
2. الشكل: نوع أربع أوزان
3. أسطوانة الضغط ملفوفة بالمطاط، الأسطوانة العلوية تُضغط بواسطة اسطوانة.
4. أسطوانة التسوية: أسطوانة التسوية هي الجزء الرئيسي العامل في الجهاز، مادة أسطوانة التسوية هي 40Cr، عملية التصنيع كالتالي: الإخراج - التجهيز الأولي - التصلب الحراري - التجهيز شبه النهائي - التصلب - الطحن الدقيق، صلابة السطح تصل إلى أكثر من HRC58 ونهاية السطح هي Ra0.8mm. دعامات الأسطوانات العاملة تستخدم دعامات ذاتية التحالف أو دعامات إبرية، والتي تتميز بقدرة تحمل كبيرة، احتكاك صغير وعمر خدمة طويل. الصفوف العلوية والسفلية من الأسطوانات العاملة مزودة بنظام تشغيل، بحيث تدور الصفوف العلوية والسفلية للأسطوانات بشكل فعال؛ يمكن للصف العلوي من الأسطوانات أن يُرفع عمودياً بواسطة المحرك في نفس الوقت، ويمكن أيضاً ضبطه عند طرفي التغذية والإخراج، مما يجعل أسطوانات التسوية مائلة (أي أن الأسطوانات العلوية والسفلية تشكل تصحيحًا توافقيًا متناقصًا لتحسين جودة تسوية ألواح المواد).
5. أسطوانات الدعم: من أجل ضمان دقة تسوية الأسطوانات وصلابتها، هناك أسطوانات دعم في الأعلى والأسفل، مادة هذه الأسطوانات هي 40Cr، والbearings المستخدمة هي Bearings إبرة. يعتمد نظام دعم الأسطوانة على آلية الحديد المائلة التي يمكن تعديلها في الاتجاه الرأسي. يتم ضبط أسطوانات الدعم يدويًا.
6. نظام الطاقة: يتكون النظام الأساسي للنقل من تشغيل مركزي بواسطة محرك كهربائي، ويستخدم المحرك والمخفض الخاص بنظام رفع الأسطوانة العلوية بنية مدمجة ذات مظهر جميل.
النظام الهيدروليكي والهوائي
1. التكوين:
محطة هيدروليكية وخطوط أنابيب هيدروليكية.
النظام الهوائي.
2. ملخص الأداء:
يتبنى المحطة المضخة المتكاملة لتوفير القوة الهيدروليكية لجميع الأسطوانات، كما تحتوي على صمامات تخفيف الضغط، ومقياس ضغط، ومنظمات، وصمامات عكسية، وصمامات كهرومغناطيسية وغيرها.
3. طاولة آلة الحفر:
استخدام ألواح الصلب عالية الجودة والأنابيب في هيكل الإطار الملحوم، معالجة اللحام، معالجة التقدم الثاني، معالجة دقيقة باستخدام ماكينة الطحن ذات الأبواب الكبيرة، هذه الوسائل التصميمية والمعالجة تضمن أن آلة الأداة تمتلك مقاومة زلزالية ممتازة، وصلابة واستقرار عاليين. يتم اعتماد طاولة العمل
طاولة عمل من النوع العلوي الكثيفة، تصميم منصة الدوران، يمكنها معالجة المنتجات أثناء الاستعداد للتحميل التالي في نفس الوقت، مما يزيد بشكل كبير من كفاءة العمل.
4. نظام إزالة الغبار: تتبنى طاولة العمل تصميم امتصاص الغبار المركزي، مجهزة بخط امتصاص الغبار، لازالة الغبار والغازات والنفايات الأخرى الناتجة خلال عملية الإنتاج.
5. نظام النقل: يعتمد على ناقل دقيق ذو أسنان مطحون بدقة ونظام تحكم بالمحركات العاملة لضمان سلاسة ودقة آلة الأداة أثناء حالتها الحركية السريعة.
6. نظام التحكم CNC.
برنامج تحكم قطع CNC مبني على نظام ويندوز، ويمكن للنظام التحكمي لـ CNC تحقيق الربط الكامل مع برنامج CNC المتخصص لقطع الليزر. يتم تشغيله باستخدام جهاز كمبيوتر صناعي متخصص مع واجهة رسومية، سهلة الاستخدام، ودية، سهلة التعلم، ومريحة في التشغيل. يمكن تحرير برنامج CNC بسهولة وقراءته. يدعم برامج الرسم المتخصصة مثل AutoCAD وCorelDraw، ويأتي مجهزًا بقاعدة بيانات لمعلمات عملية القطع. يمكن تعديل معلمات القطع في الوقت الفعلي أثناء العملية للحصول على أفضل جودة قطع.
7. برنامج التجميع:
(1) تم تطويره خصيصًا لأجهزة قطع CNC، وهو برنامج تخطيطي وتصميم ثلاثي الأبعاد يستخدم على الكمبيوتر. تتضمن الوظائف الرئيسية رسم CAD، وبرنامج تحليل الأنابيب CAM-DUCT الإصدار الجديد، وتحسين DXF/DWG، والتجميع التفاعلي، والبرمجة التلقائية، بالإضافة إلى محاكاة التقطيع وحساب التكلفة.
(2) برنامج CAM-DUCT لقنوات الهواء يأتي مع أكثر من 300 برنامج رسومية لقنوات الهواء يمكن أن يقوم بتصميم فردي متعدد الرسومات، يمكن تحقيق تقسيم تلقائي للوحات وربطها تلقائيًا بأحجام منافذ ربط جيدة.
(3) برنامج التداخل هو التكنولوجيا الأساسية لآلة القطع CNC لتحقيق "القطع المستمر، قطع عالي الكفاءة وتقاطع عالي الكفاءة"، وهو الضمان الأساسي لتوفير الصلب بكفاءة وتحسين كفاءة القطع.
وضع التبريد
نظام تبريد ماء احترافي، يمكن تحقيق التحكم المزدوج في درجة الحرارة والتحكم المزدوج، يتم تبريد الموقعين النشطين بواسطة نظامين منفصلين للتبريد، يتم عرض درجة حرارة وحدة التبريد على لوحة رقمية، وإذا زادت درجة حرارة الماء عن درجة الحرارة المحددة، ستقوم وحدة التبريد بتبريد الماء تلقائيًا، وإذا انخفضت درجة حرارة الماء عن درجة الحرارة المحددة، ستتوقف وحدة التبريد تلقائيًا.
حجم آلة الأدوات

يبلغ طول السكتة القاطعة الفعالة لنموذج 3015 ثلاثة أمتار * وعرضها 1.5 متر، بينما يبلغ الطول الإجمالي للمachine حوالي 20 مترًا، والعرض يشغل حوالي 5 أمتار.
الالتزام بالخدمة
خدمة ما قبل البيع:
وفقًا لاحتياجات تطوير العملاء، ومن منظور الاستخدام الفعلي للعملاء، يتم تقديم إرشادات تقنية مناسبة ومعلومات كاملة عن المعدات;
حل جميع المشكلات التي يثيرها العملاء، ومن حيث جدوى الحلول التقنية، للعملاء أو مساعدة العملاء في تصميم وتطوير برنامج معالجة بالليزر;
تقديم عرض للمعدات ليتمكن العملاء من زيارة الموقع للفحص، وأخذ العينات، واختبار الجهاز وما إلى ذلك.
خدمة ما قبل البيع:
الفحص والتحليل لموقع استخدام آلة العميل الفعلية، وفقًا لموقع العميل لمساعدة المستخدمين في التخطيط والتصميم للموقع وكذلك ترتيبات المياه والكهرباء والغاز للمعدات وما إلى ذلك;
توفير العملاء بمجموعة كاملة من كتيبات تشغيل المعدات، وتوفير تدريب للعملاء من مشغلي المعدات؛
خدمة ما بعد البيع:
في موقع استخدام العميل، يتم تقديم التدريب لمشغلي المعدات الخاصة بالعميل حول العمليات العملية لتشغيل المعدات، والصيانة اليومية للمعدات واستخدامها الآمن، لضمان أن يكون المستخدم قادرًا على إتقان إجراءات تشغيل المعدات والطرق في أقرب وقت ممكن، ويمكنه استخدام المعدات بشكل مستقل لإنتاج وتجهيز المنتجات؛
مجموعة المعدات بعد التركيب والتشغيل في موقع العميل، يبدأ فترة الضمان لمدة سنة واحدة من تاريخ التدريب، وفترة ضمان الليزر لمدة سنتين؛
خلال فترة الضمان، ستقوم الشركة أيضًا بتعيين متخصصين في خدمة العملاء لإجراء جولات تقنية دورية لموقع عمل العميل، وإجراء الصيانة الدورية والتفتيش على المعدات، والإجابة على الأسئلة التي يطرحها العميل.
مسائل أخرى
1، تقدم المشروع
دورة زمنية تبلغ حوالي 45-60 يوم عمل، وفقًا لدورة العقد لإكمال تصميم وتصنيع وقبول العمل وإرساله إلى الطرف المطالب؛
2、التثبيت والتشغيل
تم شحن المعدات إلى الطرف المطالب، دورة تثبيت وتشغيل تستغرق 7-10 أيام؛



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE