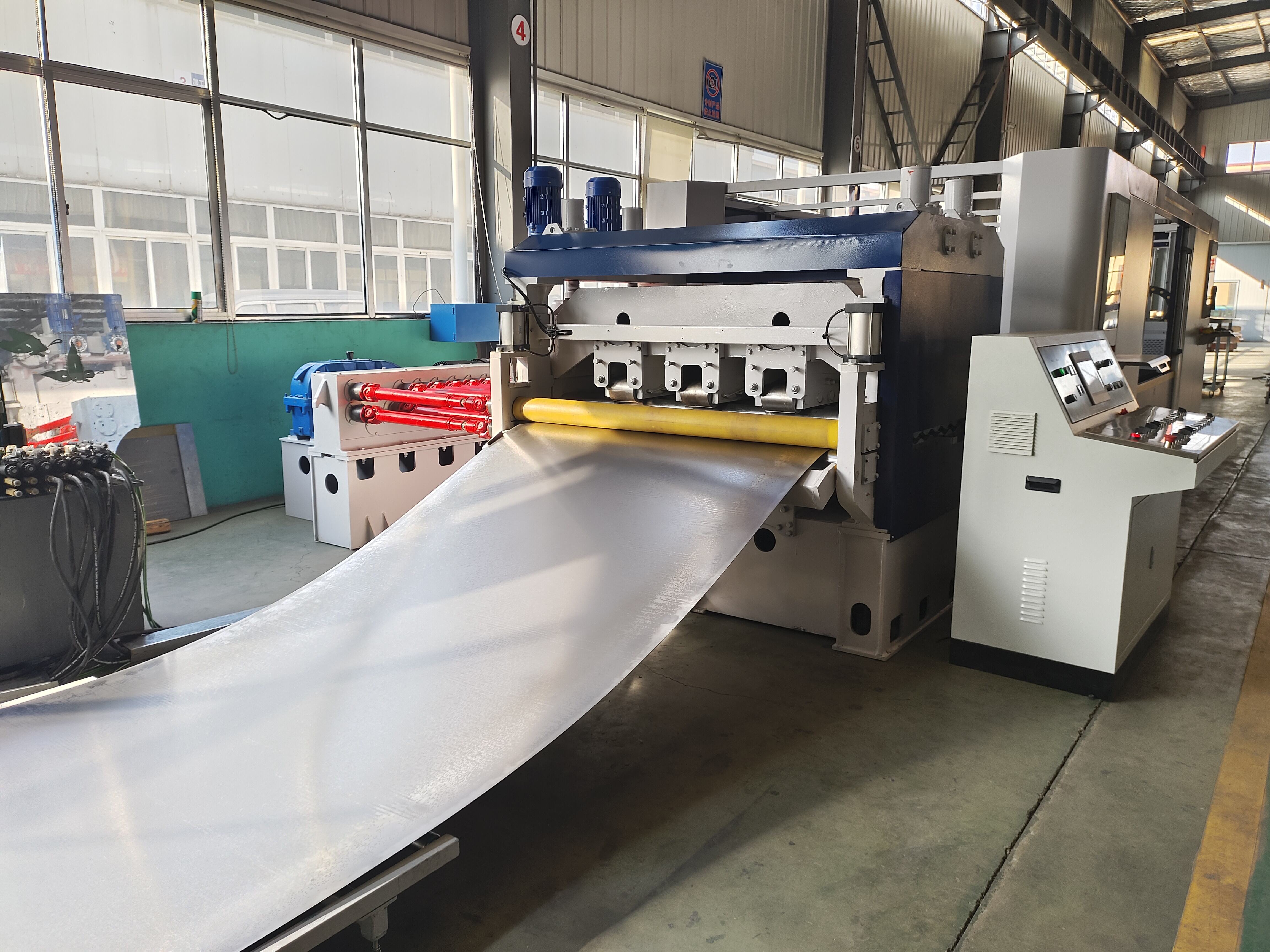
১. কয়েল ম্যাটেরিয়াল রেক, অনকোইলিং এবং লেভেলিং ডিভাইস, লেজার মেশিন বেড, ম্যাটেরিয়াল রিসিভিং প্ল্যাটফর্ম, অটোমেটিক ব্লেড রোটেটিং অ্যাসেম্বলি অন্তর্ভুক্ত
২. স্টিল কয়েলের ওজন, চওড়া, প্লেট ম্যাটেরিয়াল এবং মোটা অনুযায়ী উপযুক্ত তথ্যপ্রযুক্তি সমাধান বিনামূল্যে প্রদান করুন
৩. কাটিং দক্ষতা বেশি, প্লেট লোড করার সময় কমানো হয়, এবং শুধু অপচয় তুলে নেওয়া প্রয়োজন, যা ৫০% বেশি দক্ষ
৪. শ্রম তীব্রতা কমানো। আকার অনুযায়ী ম্যাটেরিয়াল কাটতে বা বোর্ড হাতে তুলতে প্রয়োজন নেই
৫. প্লেট ম্যাটেরিয়ালের ব্যবহারের দক্ষতা উন্নয়ন করুন, প্রয়োজনীয় পরিমাণ কাটতে সক্ষম হন, এবং প্রতি প্লেট কাটা শেষে পুনর্পূরণের দরকার এড়ান
এটি এক সিস্টেম নিয়ন্ত্রণ, স্বয়ংক্রিয় শ্রেণীবদ্ধকরণ এবং প্রক্রিয়াকরণ, এবং হাতের ও স্বয়ংক্রিয় একত্রিত করতে পারে। এর চালনা সহজ এবং ব্যবহার সুবিধাজনক, যা প্রতি বার গ্রাফিক ইমপোর্ট করা দরকার হওয়া সাধারণ মেশিনগুলোর তুলনায় আরও ব্যবহারকারী-সুবিধাজনক।
যন্ত্রপাতি প্যারামিটার
|
|
কাঁচামাল |
শীত ঘষা চাদর, গ্যালভানাইজড চাদর, রুটিন চাদ |
|
2 |
প্লেট বেধ |
0.5mm ~ 2.0mm |
|
3 |
চাদরের চওড়া |
1000mm~1500mm |
|
4 |
রোল প্রতি ওজন |
≤10T |
|
5 |
রোলের অন্তর্ব্যাস |
ø508mm-Ø630mm |
|
6 |
রোলের বাহিরের ব্যাস |
ø1000 ~ Ø1600mm |
প্রস্তুত পণ্যের প্যারামিটার
|
1 |
সূত্রপাতের গুণগত মান |
ট্রান্সের পৃষ্ঠ সম এবং কোনো প্রক্রিয়াজাত দোষ যুক্ত নয়; |
|
2 |
ফ্ল্যাটনিং সঠিকতা |
±1mm মি² |
|
3 |
কৌণিক সঠিকতা |
≤1মিমি/2000মিমি |
ইউনিট প্যারামিটার
|
1 |
বেল্ট গতি |
5মি/মিন |
|
2 |
ইউনিটের লাইন গতি |
স্ট্রেটনিং মেশিন লাইন গতি 0~12মি/মিন (অ্যাডজাস্টেবল) |
|
3 |
চালু উন্নয়ন |
+800মিমি |
|
6 |
চালনা দিক |
(পরিবেশন লেআউটের চূড়ান্ত প্রক্রিয়া অনুযায়ী) |
দ্রব্য ব্যবহারের জন্য কাজের শর্তাবলী
|
1 |
বিদ্যুৎ শর্তাবলী |
3φ পরিবর্তনশীল বিদ্যুৎ, 400V±5%, 50Hz±2% |
|
2 |
হवা সূত্র (চাপিত হাওয়া) |
চাপ: 0.5~0.6MPa ডিসপ্লেসমেন্ট: 0.6m3/মিন |
|
3 |
জল সূত্র |
কোনো বিশেষ শর্ত নেই |
যন্ত্রপাতি চিত্রণ
|
1 |
মূল যন্ত্রের রং |
স্ট্যান্ডার্ড |
|
2 |
চলন্ত, সুরক্ষা এবং অন্যান্য উপাদান |
প্রধান রঙের মতো কনফিগারেশন (হলুদ/আপেলুড়) |
|
3 |
বৈদ্যুতিক আলমারি, অপারেটিং কনসোল, জ্বালানি ট্যাঙ্ক |
স্ট্যান্ডার্ড |
যন্ত্রপাতির মূল কনফিগারেশন
|
না, না। |
শ্রেণী |
নাম |
উৎপত্তি এবং ব্র্যান্ড |
পরিমাণ |
|
1 |
লেজার |
ফাইবার লেজার |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
লেজারের মাথা |
ফাইবার লেজার কাটিং হেড |
Shanghai Jiaqiang |
1 |
|
3 |
শীতল সিস্টেম |
ওয়াটার কুলার |
Wuhan Hanli |
1 |
|
4
|
সিএনসি সিস্টেম
|
মোশন কন্ট্রোল সিস্টেম |
Shanghai Weihong |
1 |
|
সার্ভো মোশন সিস্টেম |
Shenzhen Weichuang |
4 |
||
|
হ্রাস গিয়ার |
জাপান বেটো |
3 |
||
|
বৈদ্যুতিক উপাদান |
শনিডার, ফ্রান্স |
1 |
||
|
পনিউম্যাটিক উপাদান |
অ্যানওয়ুচি, জার্মানি/যাদেক, তাইওয়ান |
1 |
||
|
5
|
মেশিন বডি
|
অপারেশন টেবিল |
ক্যানটিলিভার টাইপ |
1 |
|
গাইড রেল |
তাইওয়ান হেqing |
1 |
||
|
স্লাইডার |
তাইওয়ান হেqing |
10 |
||
|
রেক অ্যান্ড পিনিয়ন |
তাইওয়ান কোটাই |
1 |
||
|
বিছানা |
বর্গাকার টিউবের যোড়া এবং বয়স চিকিৎসা |
1 |
||
|
ধোঁয়া নির্গম |
ধোঁয়া ডাক্তারি |
1 |
||
|
6
|
সহায়ক সুবিধা
|
পদার্থ ফ্রেম |
১০টি হাইড্রোলিক পদার্থ ফ্রেম |
1 |
|
চতুর্ভুজ মেশিন |
১৫-রোলার নির্ভুল চতুর্ভুজ মেশিন |
1 |
||
|
যোগ মেশিন |
রোলার জোড়া টেবিল / বেল্ট প্লেট জোড়া প্ল্যাটফর্ম |
1 |
||
|
এয়ার কম্প্রেসার |
১.৬এমপি এয়ার কম্প্রেসার লেজারের জন্য বিশেষভাবে তৈরি |
1 |
কাজের পরিবেশের আবশ্যকতা
|
আইটেম |
নাম |
প্রয়োজনীয়তা |
মন্তব্য |
|
পাওয়ার সাপ্লাই
|
মোট ইনস্টল ক্ষমতা ভোল্টেজ |
≤৫০কেভিএ ৩৮০ভি/২২০ভি±৫% |
১০০কেভিএ ক্ষমতার বিদ্যুৎ সরবরাহ ব্যবহার করার পরামর্শ দেওয়া হচ্ছে। অন্যান্য অঞ্চলে স্বয়ংক্রিয় ভোল্টেজ এবং তড়িৎ স্থিতিশীলক ইনস্টল করতে হবে। |
|
গ্রাউন্ডিং রিজিস্টান্স |
≤৪ ওহম |
||
|
ইনস্টলেশন উপকরণের কাছাকাছি শক্তিশালী ইলেকট্রোম্যাগনেটিক সিগন্যাল ব্যাঘাত থাকা উচিত নয়। ইনস্টলেশন সাইটের চারপাশে রেডিও ট্রান্সমিটিং স্টেশন বা রিলে স্টেশন এড়িয়ে চলুন। |
|||
|
জল |
জল কুলার জল |
শুদ্ধ, ডিআইয়নাইজড বা ডিস্টিলড জল ব্যবহার করতে হবে গ্যাস |
|
|
গ্যাস |
অক্সিজেন, নাইট্রোজেন |
শোধতা > 99.5% |
প্যারামিটারগুলি ম difícrial প্রসেসিং-এর উপর নির্ভর করে |
|
এয়ার কম্প্রেসার |
চাপ ≥1.6mpa |
||
|
কর্মক্ষেত্র
|
তাপমাত্রা |
5-40 ডিগ্রি |
|
|
আর্দ্রতা |
≤80%, কনডেনসেশন নেই |
||
|
ফাউন্ডেশন |
অ্যামপ্লিচাড <50um, অ্যামপ্লিচাড এক্সেলারেশন <0.05g; কাছাকাছি বড় স্ট্যাম্পিং ভ্রেন উপকরণ নেই। |
যদি কম্পনের উৎস হয়, তবে কম্পন নিরোধক খাতা করতে হবে |
|
|
ডিভাইস স্পেস প্রয়োজন যেন ধোঁয়া ও ধুলো না থাকে, ধাতব পোলিশিং এবং গ্রান্ডিং এর মতো ধুলোপূর্ণ কাজের পরিবেশ এড়ানো উচিত এবং অবশ্যই এন্টি-স্ট্যাটিক ফ্লোরিং ইনস্টল করতে হবে, শিল্ডেড ওয়ারে সংযোগ করতে হবে |
|||
Hydraulic Cantilever Uncoiler
 |
টাইপ : অধঃস্থ প্রকার, পাশের হাইড্রোলিক সহায়তা সমর্থন সহ, হাইড্রোলিক বিস্তার এবং সংকোচন। কার্যকারিতা : অনুবন্ধী যন্ত্রটি কোয়িল খোলার জন্য ব্যবহৃত হয় এবং সমতলীকরণ যন্ত্রের সাথে সিনক্রনাস অবশিষ্ট উপাদান তৈরি করে। গঠন : রোলার প্রকার, গাইড কলম স্ক্রু স্ট্রাকচার সহ, হাতের চাকা সামঞ্জস্য। শরীর এবং ভিত্তি : সংযোজিত গঠন, তাপ বৃদ্ধি চিকিৎসা। প্রধান অক্ষের উপাদান : 40Cr, হট ট্রিটমেন্ট
|
চার-ধাপের সমতলীকরণ যন্ত্র
 |
অসমান লোহা প্লেট সমতল করতে ব্যবহৃত যন্ত্রপাতি . সমতল করার মেশিনটি একক লেয়ারের রোলার স্ট্রাকচার অपনয়ন করেছে। প্রতিটি সমতল রোলার হোল্ডিং, চাম্পার করা এবং গ্রাউন্ড করা হয়েছে যা পৃষ্ঠের কঠিনতা এবং শেষ ফলাফল নিশ্চিত করে এবং সেরা সমতল করার ফলাফল প্রাপ্তির জন্য। একক মেশিনটি সোজা এবং বিপরীত দিকে চলতে পারে। সমতল করার পরে, এটি সরাসরি কোটিং মেকানিজমে যুক্ত হয় যা লোহা প্লেটের কোটিং সম্পন্ন করে এবং প্লেটের পৃষ্ঠকে খোদাই থেকে রক্ষা করে। |
 |
লোহা রিবনের দৈর্ঘ্য পরিমাপ করতে এবং ডেটা ফিডব্যাক করতে ব্যবহৃত হয় যা লেজারকে প্লেট কাটতে নিয়ন্ত্রণ করে . ইউনিটটি নির্দিষ্ট দৈর্ঘ্যের সিস্টেম অবলম্বন করে। মান-মেশিন ইন্টারফেস সরাসরি প্লেটের প্রয়োজনীয় দৈর্ঘ্য ইনপুট করে এবং ডিজিটাল ডিসপ্লে রয়েছে। প্লেটের পরিমাণ কাউন্টার দ্বারা স্বয়ংক্রিয়ভাবে নিয়ন্ত্রিত হয়। |
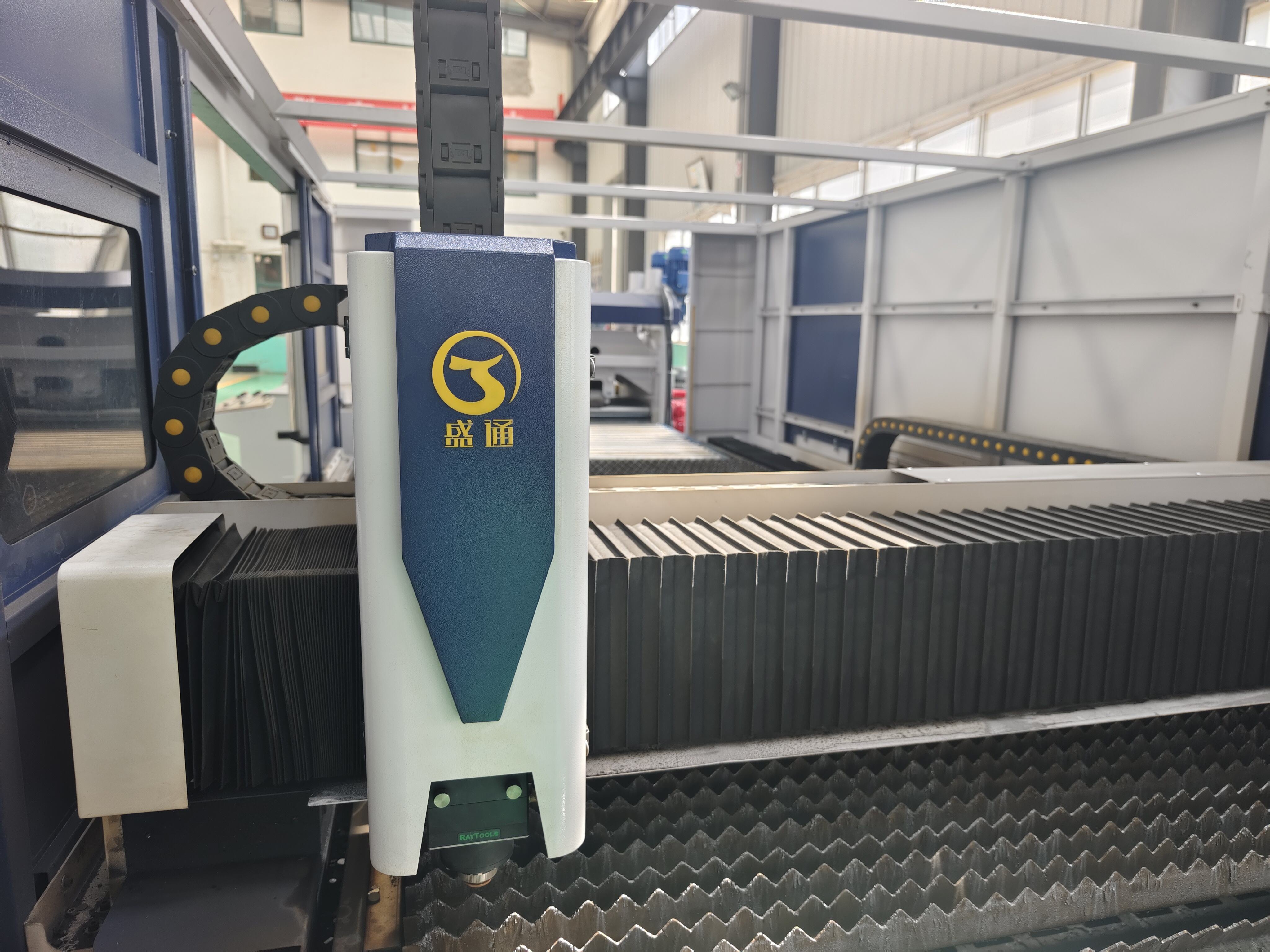
লেজার কাটার মেশিন
 |
অ্যানিলিং পরে সমগ্র ডাক্তারি গঠনটি একটি মোট কাঠামোতে কাটা হয় যা আন্তর্জাতিক চাপ বাদ দেয়, এবং দ্বিতীয় ভ্রমণ বৃদ্ধি চিকিৎসা পরে সুক্ষ্ম কাঠামোতে কাটা হয়। বিছানার নীচে একটি ধোঁয়া উত্তোলন পোর্ট রয়েছে, এবং ধোঁয়া উত্তোলন পাইপের মাধ্যমে ধোঁয়া উত্তোলন করা হয়, যা কাটা প্রক্রিয়ার সময় উৎপন্ন ধোঁয়া এবং ধূলোকে সহজেই বাইরে ছড়িয়ে দেয়। গ্যান্টি গঠন। উচ্চ-শোধনা রেক এবং পিনিয়ন দ্বিপাশ্বীয় ড্রাইভ। ফ্রেঞ্চ আমদানী ফ্ল্যাঙ্ক আউটপুট রিডিউসার। |
অন্যান্য উপাদান
 |
 |
 |
হাইড্রোলিক এবং প্রেসুর সিস্টেমহাইড্রোলিক স্টেশন এবং হাইড্রোলিক পাইপলাইন। প্রাণবায়ু প্রणালী। একটি একক পাম্প স্টেশন ব্যবহার করা হয় যা প্রতিটি সিলিন্ডারে হাইড্রোলিক শক্তি প্রদান করে, এবং অনুরূপ অধিক প্রবাহ ভাল্ভ, চাপ মিটার, চাপ নিয়ন্ত্রণ ভাল্ভ, চেক ভাল্ভ, ইলেকট্রোম্যাগনেটিক ভাল্ভ ইত্যাদি সঙ্গে সজ্জিত।
|
জল কুলিং সিস্টেমডুয়াল তাপমাত্রা এবং ডুয়াল নিয়ন্ত্রণ সম্ভব করতে পারে। দুটি জল সার্কিট দুটি কোর অবস্থানকে বিশেষভাবে ঠাণ্ডা করে। শীতকারী ইউনিটের তাপমাত্রা একটি ডিজিটাল মিটারে প্রদর্শিত হয়। যখন জলের তাপমাত্রা নির্ধারিত তাপমাত্রা অতিক্রম করে, শীতকারী ইউনিট আপনিমাত্রকভাবে ঠাণ্ডা করতে শুরু করে। যখন জলের তাপমাত্রা নির্ধারিত তাপমাত্রা থেকে কম হয়, শীতকারী ইউনিট আপনিমাত্রকভাবে ঠাণ্ডা করা বন্ধ করে।
|
CNC নিয়ন্ত্রণ ব্যবস্থাসজ্জিত থাকা অটোক্যাড, কোরেলড্রάও এবং অন্যান্য পেশাদার ড্র:oয়িঙ্গ সফটওয়্যার। CNC কাটিং মেশিনের জন্য বিশেষভাবে উন্নয়ন করা হয়েছে, এটি কম্পিউটারে ব্যবহৃত ড্র:oয়িঙ্গ, প্রোগ্রামিং এবং নেস্টিং সফটওয়্যার। প্রধান ফাংশনগুলি অন্তর্ভুক্ত রয়েছে CAD অঙ্কন , নতুন সংস্করণ CAM-DUC টি ডাক্ট বিয়োগ সফটওয়্যার, DXF/DWG অপটিমাইজেশন প্রক্রিয়া, ইন্টারঅ্যাকটিভ নেস্টিং, অটোমেটিক প্রোগ্রামিং, কাটিং সিমুলেশন যাচাই এবং খরচ গণনা।
|
আকার

৩০১৫ মডেলের কাটিং স্ট্রোকের কার্যকর দৈর্ঘ্য ৩ মিটার * ১.৫ মিটার চওড়া, যান্ত্রিক যন্ত্রের মোট দৈর্ঘ্য প্রায় ২০ মিটার এবং চওড়া প্রায় ৫ মিটার।
সেবা বাঁধত্ব
প্রি-সেল সেবা :
গ্রাহকদের উন্নয়নের প্রয়োজন অনুযায়ী, গ্রাহকদের বাস্তব ব্যবহারের দৃষ্টিকোণ থেকে উপযুক্ত তথ্য পরামর্শ এবং সম্পূর্ণ সেট সরঞ্জাম তথ্য প্রদান করা হয়;
গ্রাহকদের উত্থাপিত বিভিন্ন সমস্যা সমাধান করুন, তথ্য প্রযোজ্যতা বিবেচনার দিক থেকে, গ্রাহকদের জন্য বা গ্রাহকদেরকে লেজার প্রসেসিং প্রোগ্রামের ডিজাইন এবং উন্নয়নে সহায়তা করুন;
গ্রাহকদের সরঞ্জাম প্রদর্শন করুন যাতে তারা পরিদর্শন, পরীক্ষা, নমুনা নেওয়া, মেশিন পরীক্ষা এবং অন্যান্য কাজ করতে পারেন।
বিক্রির সময় সেবা :
গ্রাহকের যন্ত্রের বাস্তব ব্যবহারের জন্য স্থানীয় পরিদর্শন এবং বিশ্লেষণ, গ্রাহকের স্থান অনুযায়ী ব্যবহারকারীদের সহায়তা করতে স্থান পরিকল্পনা এবং ডিজাইন করা এবং সরঞ্জামের জন্য পানি, বিদ্যুৎ, গ্যাস ব্যবস্থাপনা ইত্যাদি;
গ্রাহকদের সম্পূর্ণ সেট সজ্জা চালনা ম্যানুয়াল প্রদান করুন, সজ্জা অপারেটরদের গ্রাহকদের জন্য প্রশিক্ষণ প্রদান করুন;
বিক্রয় পরবর্তী সেবা :
ব্যবহারকারীর ব্যবহারের স্থানে, গ্রাহকের সজ্জা অপারেটরদের আসল চালনা প্রক্রিয়া, সজ্জা দৈনিক রক্ষণাবেক্ষণ এবং নিরাপদ ব্যবহারের প্রতিরক্ষা প্রশিক্ষণ দেওয়া হয় যাতে ব্যবহারকারী সজ্জা চালনা প্রক্রিয়া এবং পদ্ধতি যত তাড়াতাড়ি সম্ভব শিখতে পারে এবং স্বাধীনভাবে সজ্জা ব্যবহার করে উৎপাদন ও প্রক্রিয়াকরণ করতে পারে;
সম্পূর্ণ সেট সজ্জা ব্যবহারকারীর কাছে ইনস্টলেশন এবং ট্রান্সমিশনের পর, প্রশিক্ষণের তারিখ থেকে মशीনে এক বছরের গ্যারান্টি সময়, লেজার দুই বছরের গ্যারান্টি সময়;
গ্যারান্টি সময়ের মধ্যে, কোম্পানি গ্রাহক সেবা বিশেষজ্ঞ নিযুক্ত করবে যারা ব্যবহারকারীর সজ্জার কাজের স্থানে সময়-সময় তথ্য প্যাট্রোল করবে, সজ্জার সাধারণ রক্ষণাবেক্ষণ এবং পরীক্ষা করবে, এবং ব্যবহারকারীর উত্থাপিত প্রশ্নের উত্তর দেবে।
অন্যান্য বিষয়
১। প্রকল্প প্রগতি
আনুমানিক ৪৫-৬০ কাজের দিনের সাইকেল টাইম, কনট্রাক্ট সাইকেল টাইম অনুযায়ী ডিজাইন, নির্মাণ এবং গ্রহণ কাজ সম্পন্ন করা হবে এবং ডিমান্ড পক্ষে পাঠানো হবে।
২、ইনস্টলেশন এবং কমিশনিং
দরকারি পক্ষে উপকরণ পাঠানো হবে, ৭-১০ দিনের ইনস্টলেশন এবং কমিশনিং সাইকেল।



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE