1. მოდელი: SFL30125/SFL30150/SFL40125
2. გათამაშებს 25/30/40 トნის ჩატარების ძალას, 1250/1500/2000/2300mm არჩევანია
3. მაქსიმალური ჩაჭრის thiclcness: CS 3mm, MS 4mm, SS 3mm, GI 4mm, AL 6mm
4. მასალის გამოყენების პროცენტი აღწერს 90%-95%, რაც ძალიან შემცირებს ფეროდათების განათლებას
5. პროცესის მომსახურება გამართლებულია, და ჩაჭრა, ფორმირება, კონტურის ჭრილობა, და სხვა გამოსაобработვლები შეიძლება განხორციელდეს ერთი პროგრამირებით
6. შუმის პოლუტიცა მცირეა, და ჩაჭრვის და ლაზრის ჭრის პროცესები განაწილებულია რაც გაუმჯობეს ტექნოლოგიურ პროცესებს
7. აპარატურის -flexible- დამუშავების საშუალება გაიზარდა და ფორმის შეძენის ხარჯი შემცირდა
8. ის უფრო შესაძლებელია ინტეგრირებისთვის ავტომატურ აღარის მსგავს აპარატებთან, როგორიცაა სტერეოსკოპიური არხები, ავტომატური ჩატვირთვა/გატვირთვა და ავტომატური სორტირების აპარატები
| Ნომერი | Სახელი | Პარამეტრი | Ერთეული | Შენიშვნა |
| 1 | Ჩაჭრვის ძალა | 300 (30) | KN (T) | 1500Nm |
| 2 | Ფრეიმის სტრუქტურა | "O" ტიპის დახურული ფრეიმი | ||
| 3 | Მაქსიმალური თაბლოს ზომა ერთგვარად პოზიციონირებისთვის | X-ღერძი 3000 მმ | მმ | X-ღერძის მეორე პოზიციონირება შეძლებს 5000mm-იან მასალის გადაკარგვას |
| Y ღერძი 1250 მმ | მმ | |||
| 4 | Მაქსიმალური თაბლოს thiclcness დამუშავებისთვის | 6 | მმ | |
| 5 | Მაქსიმალური დიამეტრი ერთჯერადი ჩამოჭრისთვის | φ88.9 | მმ | |
| 6 | Მაქსიმალური ჩამოჭრის სიხშირე | 1800 | hpm | |
| 7 | Მაქსიმალური ჩამოჭრის რაოდენობა | 800 | hpm | |
| 8 | Რაოდენობა კონტროლირებული ღერძები | 5 (X, Y, Z, T, C) | PCS | |
| 9 | Ფორმის მოდელი | Გრძელი გიდი 85 სერიას საერთაშორისო სტანდარტული ფორმის | ||
| 10 | Ტურეტის სტაციების განაწილება | 16A, 11B, 3C, 2D (включая вращающиеся станции 1B, 1C) |
Სტანდარტი | |
| 11 | Გადამოქმედების ცილინდრი | 2 | Კომპლექტი | |
| 12 | Მაქსიმალური გამოწვევის სიჩქარე | X-ღერძი 80 | m/Min | |
| Y-ღერძი 80 | m/Min | |||
| 13 | Სამუშაო საფეხურის სტრუქტურა | Შუბი/უნივერსალური მასალის ბურთი საბრძოლო ცხოველი | Რუსტიკული სტილის ჩანაწერები | |
| 14 | Მაქსიმალური გორის სიჩქარე | 40 | წთ/წთ | |
| 15 | Დამუშავების სიზუსტე | ±0.1 | მმ | |
| 16 | Ლაზრის ჭრის დიაპაზონი | 1250*2500 | მმ | |
| 17 | Ლაზრის ჭრის ძალა | 3000 | W | |
| 18 | Ლაზრის ჭრის ზუსტობა | ±0.1 | მმ | |
| 19 | Ლაზერის Y ღერძის გადაადგილება | 1250 | მმ | |
| 20 | Ლაზერის Z ღერძის გადაადგილება | 150 | მმ | |
| 21 | Ლაზერის ჭრის მოკლე ზომა | ≤30 | მმ | |
| 22 | Ტოტალური აპარატურის ღერძების რაოდენობა | 7 (X, Y, Z, T, C, Z, Y) | PCS | |
| 23 | Საერთო ზომები | 6500*5000*2230 | მმ |
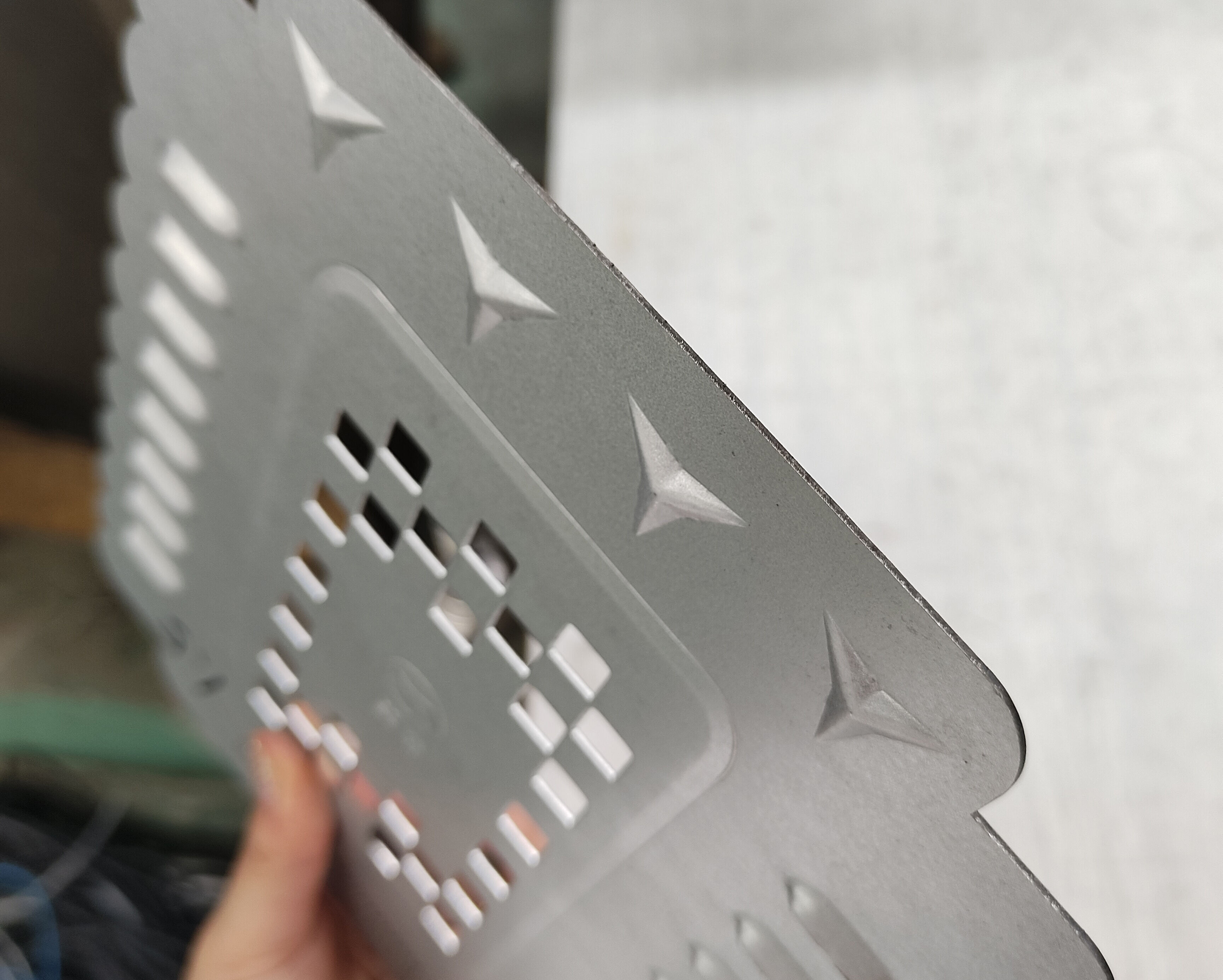
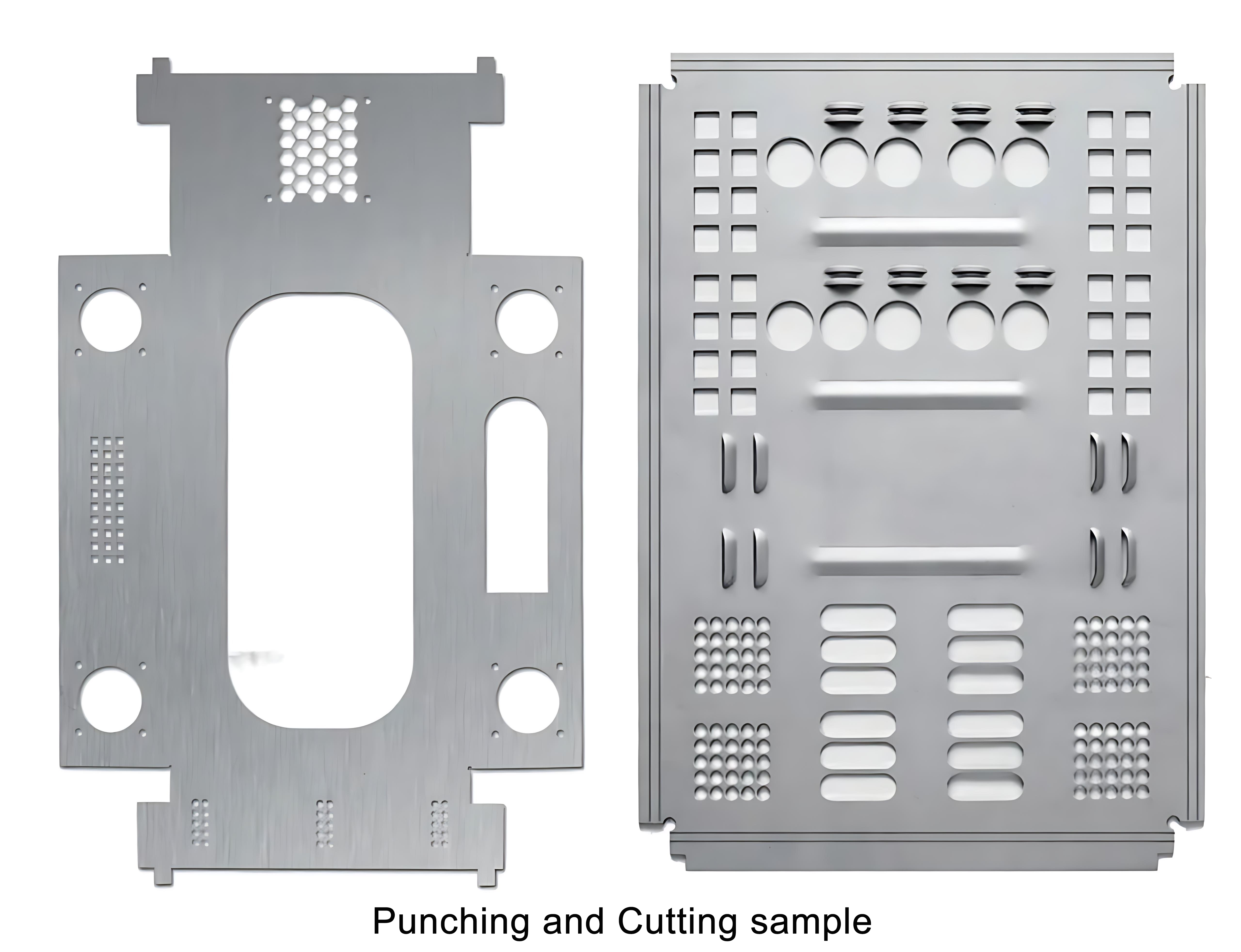
Ჩვეულებრივი გადაჭრივსთან ერთად, გადაჭრივი მაशინაც შეძლებს რაოდენობას სხვადასხვა გაჭრივი პროცესების, როგორც ბლანდების წყაროების გამოქვევა, გამრუდება და ღერძების გადაქვევა. ბლანდების წყაროების გამოქვევა გამოიყენება ვენტილაციის მოწყობილობებში და დეკორაციულ პროდუქტებში. ზუსტი წნევის კონტროლით შეიძლება გამოვიდეს ლამაზი და პრაქტიკული ბლანდების წყაროები. გამრუდების პროცესი დახმარებს გაფორმებაში გამოსავალი სტრუქტურა გამოსვლაზე მართლიანი მასალების შემთხვევაში. ეს სტრუქტურა ძალიან გავრცელებულია ელექტრონული მოწყობილობების კორპუსების და ზრდის საჭირო ზოგიერთი ნაწილის შესარჩევად. ღერძების გადაქვევა შეიძლება იყოს ამაღლების ან დედამიწის ღერძები.
| Სახელი | Კონფიგურაცია/მოდელი | Რაოდენობა | Შენიშვნა | |
| Კონტროლის სისტემა | Დამოუკიდებელი კვლევა და განვითარება | 1 | ||
| Სერვო CNC ტურეთის ჩამორთვის მაशინის ჰოსტი | 1250/1500/2300*5000 | 1 | 32 საფუძველი | |
| Ლაზრის გაჭრივის მოწყობილობა | Ჭრის თავი | Შანგჰაი Jiaqiang/BM110 | 1 | Პერსონალიზებული |
| Ლაზერი | Chuangxin-3000W | 1 | Პერსონალიზებული | |
| Წყლის ჩილერი | Wuhan Hanli/HL-3000QG2/2 | 1 | Პერსონალიზებული | |
| Ლაზერის ბლანკირება | 1 | Სტანდარტი | ||
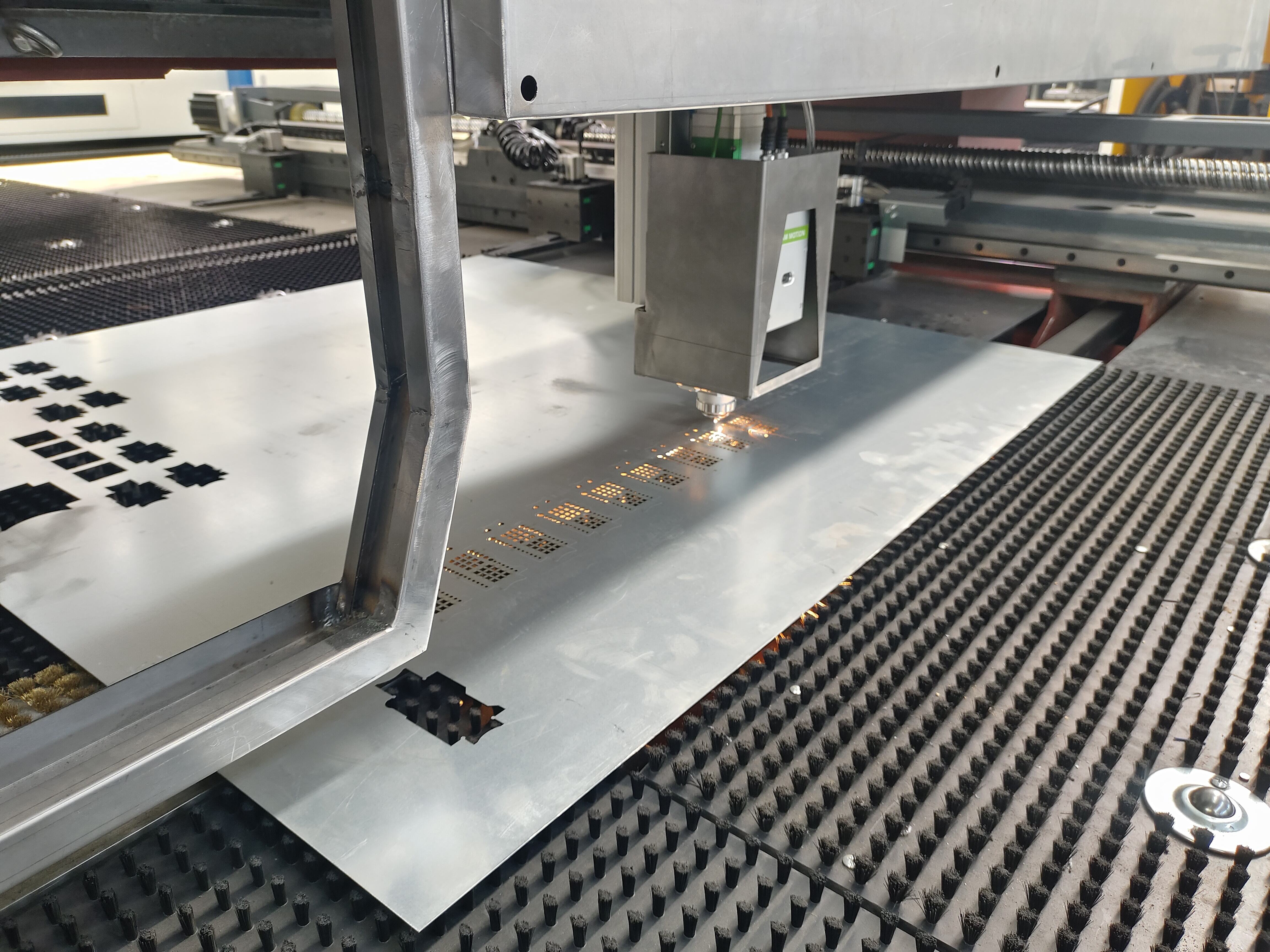
Მაჭვრის და ლაზერული გაჭრივის მანქანა წარმოადგენს განათლებულ კომბინაციას მაჭვრისა და ლაზერული გაჭრივის პრეიმულებს. ხოლო შესაბამისი მრავალფეროვანი ჩამოჭრის პროცესების განვითარებისას, ასევე მilikiს ლაზერული გაჭრივის ფუნქცია, რაც ნიშნავს, რომ ის შეძლებს მოქმედებას რომელიც მოიცავს როგორც სირთულის ხანგრძლივ სამუშაო ნაწილებს, ასევე სტანდარტულ სამუშაო ნაწილებს, რაც ძალიან გაუმჯობეს სამუშაო ნაწილების განვითარების ეფექტივობას.
Მაჭვრის მანქანის კონფიგურაცია
Მაჩვენებელი და ლაზრის ჭრის მაशინა შეძლებს უხარისხელ კავშირს მოწყობილობას და ლაზრის ჭრის შორის. პროდუქციის პროცესში, მაशინა ანტომატურად გადაიღება მოწყობილობის და ჭრის პროცესებს წინადადებული პროგრამის მიხედვით, რაც სამართლიად შემცირებს ნამუშევრების გადატანასა და გადამუშავების შეცდომებს განსხვავებულ მაशინებს შორის, რაც ამéliს პროდუქციის ეფექტიურობას, და ასევე უზრუნველყოფს პროდუქტის ხარისხს და პროდუქციის სტაბილობას. traîდიციული გადამუშავების მაშინების მიმართულებით, ისინი საკმარისი გაუმჯობეს პრეციზიანობას განსაზღვრავენ. .TRAIDICIULI მაჩვენებლის მაშინები ხშირად შეძლებენ მხოლოდ ერთიან და მარტივ მűსამართლეებს, ხოლო მაჩვენებელ-ლაზრის ჭრის მაშინა შეიძლება შეიკრიოს მოწყობილობა და ლაზრის ჭრის ტექნოლოგია, რომელიც მოდება მოდელებზე და პარამეტრებზე და შეძლებს მაღალი პრეციზიანობისა და სარგებლო ფორმების ნაწილების გადამუშავებას, და პრეციზიანობა შეიძლება დარჩეს სტაბილური. გადამუშავების ეფექტიურობის მიმართულებით, ტრადიციული მაშინების გადამუშავება დამოკიდებულია ხელოვნურ მűსამართლეებზე და მას აქვს მრავალფეროვანი ნაბიჯები, ხოლო მაჩვენებელ-ლაზრის ჭრის მაშინა აქვს მაღალი ავტომატიზაცია, ავტომატური ჩატვირთვა და გატვირთვა და სწრაფი მოდელის შეცვლის ფუნქციები, რომლებიც შეძლებს უწყვეტ მუშაობას და მასშტაბიან პროდუქციას, როგორიცაა ავტომობილის ნაწილები, ეფექტურად შემცირებს მომხმარებლის დროს. პროდუქციის ღირებულების მიმართულებით, მაჩვენებელ-ლაზრის ჭრის მაშინა აქვს არასამართლებული ღირებულების მიზეზი.

Ლაზერის ჭრივის კონფიგურაცია
Ლაზერის ჭრივის საკითხში, ლაზერის სწრაფი ჭრივის პროცესი არის გადამავალი მანქანის მაინც გამოჩენა. ლაზერის ჭრივის მთავარი მახასიათებელია მაღალი ზუსტობა, მაღალი ეფექტიურობა და მაღალი სტაბილობა. ლაზერის მეთოდით შიდა მეტალის обработкაში შესაძლებელია სწრაფად და ზუსტად ჭრივა რამდენიმე სარგებელი ფორმა. მიუხედავად იმისა, გარკვეული ხაზი, მრუდე ხაზი ან სხვადასხვა სპეციალური ფორმის კონტური, ლაზერის ჭრივი მარტივად გადაეწყვეტს. ლაზერის ჭრივის მთავარი კონფიგურაცია ნაჩვენებია სურათზე.

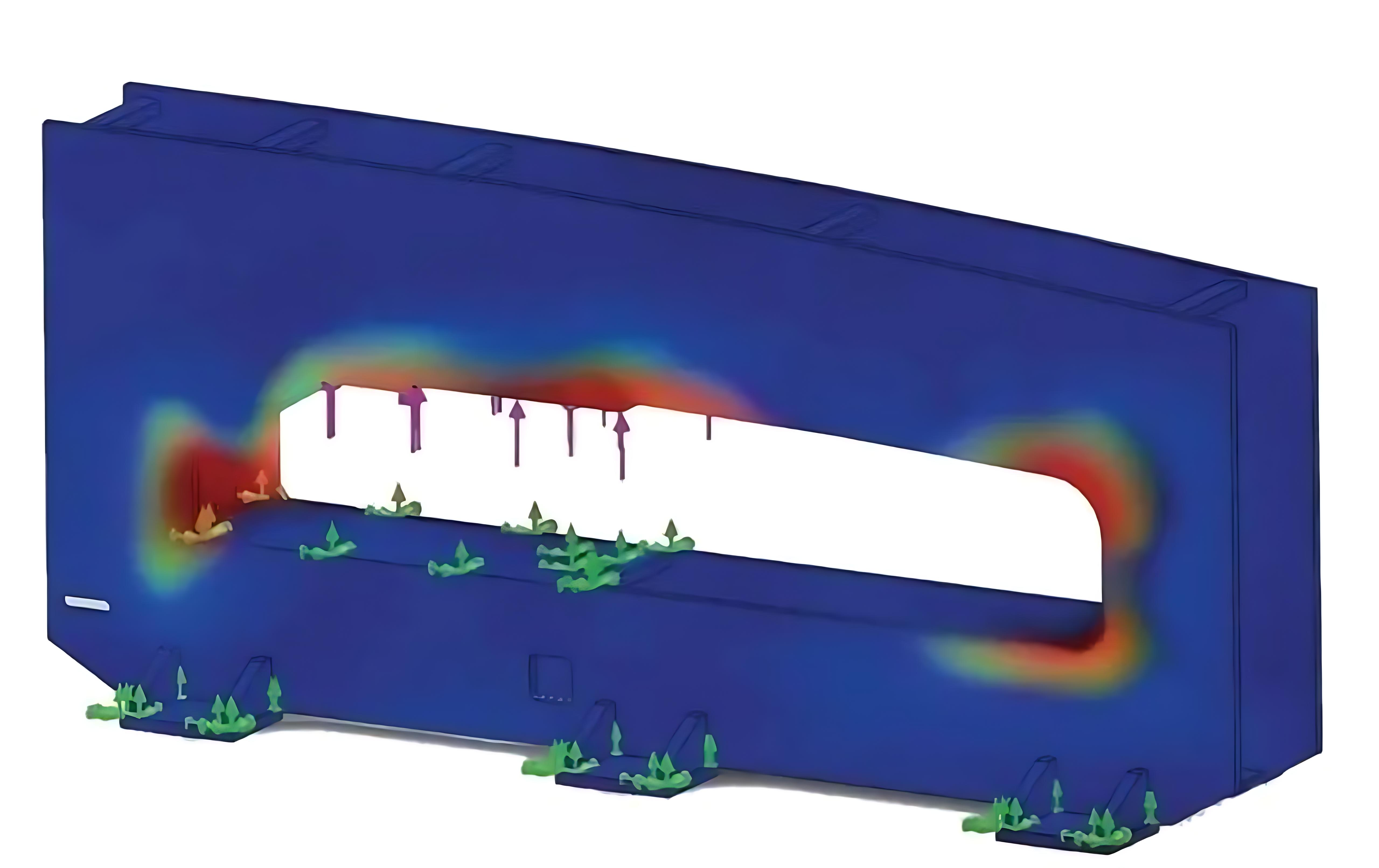
Მანქანის სტაბილობა
Ფრეიმი დაარსებულია სტალის პლასტებისგან და გამოწვეულია ღრუბლის გარეშე გამოსახურებით და გავრცელებული აირით, რათა წაშალოს შიდა სტრესი, როგორც ნაჩვენებია სურათზე. ეს არადმიანებს მანქანის სხეულს გარდაქმნას, უზრუნველყოფს მანქანის სტაბილობას და მოსავალობას გრძელი პერიოდის სწრაფი მუშაობაში და შემცირებს პროდუქციის შეწყვეტებას და მანქანის ვადების გამო მეცნიერებას.
Გაფართოებული პროდუქციის გამოყენება
⑴ საშუალება განსხვავებული საჭიროების მოსაზრდად წყვილად. ის მძიმე თანამედროვე და პატარა სერიების წარმოების რეჟიმებზე გამოჩნდება, რაც უზრუნველყოფს სწრაფ გადართვას განსხვავებულ მუშაობის დავალებებს და პროცესურ პარამეტრებს, რათა მოვაკეთოს პერსონალიზებული საჭიროები განსხვავებული მომხმარებლებისთვის. დიდი და პერსონალიზებული ბაზრის საჭიროების გაზრდის კონტექსტში, ის ეფექტურად აღმართლებს ბაზრულ კონკურენტობას კომპანიებისთვის.
⑵ ძლიერი მუშაობის საშუალება რთული ფორმებისთვის. ის შეძლებს განსხვავებული რთული ფორმების მუშაობას, რომელიც შეიცავს რთული ფორმირების პროცესებს, როგორიცაა ჭრილა, გამოჭრილა, ხვრელი მხრის გამოჭრა და სხვა, რაც შეიძლება მოვაკეთოს რთული ფორმის ნამუშავების მუშაობის საჭიროებები განსხვავებულ ინდუსტრიებში, როგორიცაა ავტომობილების წარმოება, ჰაერონავტიკა, ელექტრონული აპარატურა და ა.შ.
Ავტომატიზაციის კონფიგურაცია
Ავტომატური ჩატვის და გამოტვის აპარატი შეძლებს სრულად ავტომატურ წარმოებას წამატების ჩატვიდან, გადამუშავებამდე და სრულყოფილი პროდუქტის გამოტვისამდე, რაც შემცირებს ხელით შესაბამის შესავალს, აღსართავს წარმოების ეფექტიվობას და პროდუქტის კვალიტეტის стабილურობას, შემცირებს მუშაობის ინტენსივობას და მუშაობის ხარჯებს, და განსაკუთრებით შესაბამისია დიდ მასშტაბის წარმოების საჭიროებებს.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE