1. მოდელი: STSK-SF25/STSK-SF30/STSK-SF40
2. გათამაშებს 25/30/40 トნის ჩატარების ძალას, 1250/1500/2000/2300mm არჩევანია
3. მაქსიმალური ჩატარების thiclcness: CS 3mm, MS 4mm, SS 3mm, GI 4mm, AL 6mm
4. საშუალებაა განხილვა, ხატვა, ბურთის დახატვა, მონაცემთა ჩაწერა, ფარდა და სირთული ფორმის შექმნა
5. ინსტალირება: ინჟინერები მდებარეობით/რემოტურად მიმართული გამართვა/მომხმარებლები მდებარეობით სწავლა
6. წინაპყრის ინჟინერები შემოწმებს ხატულებს და ხდის უფასო ნიმუშებს
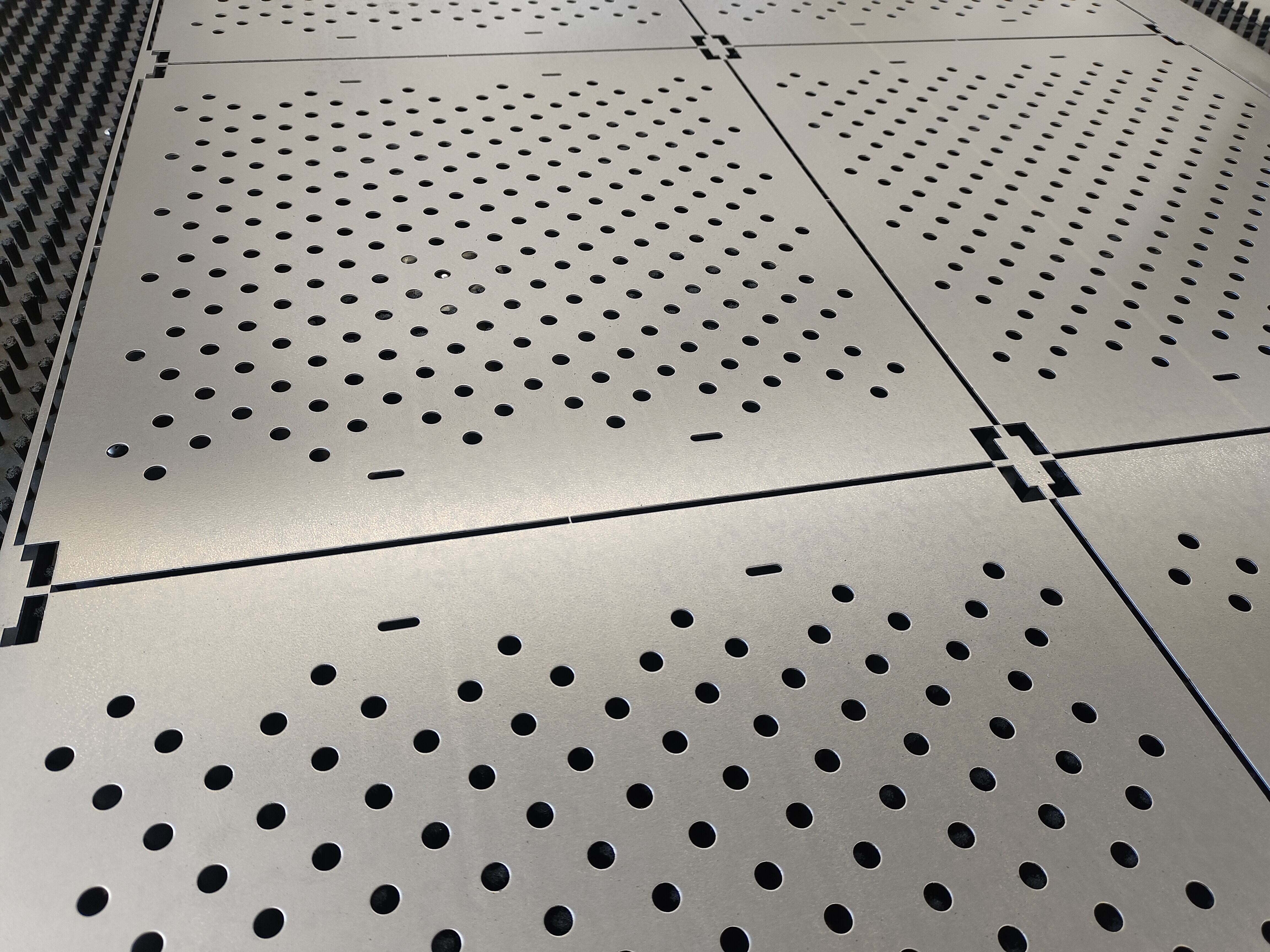
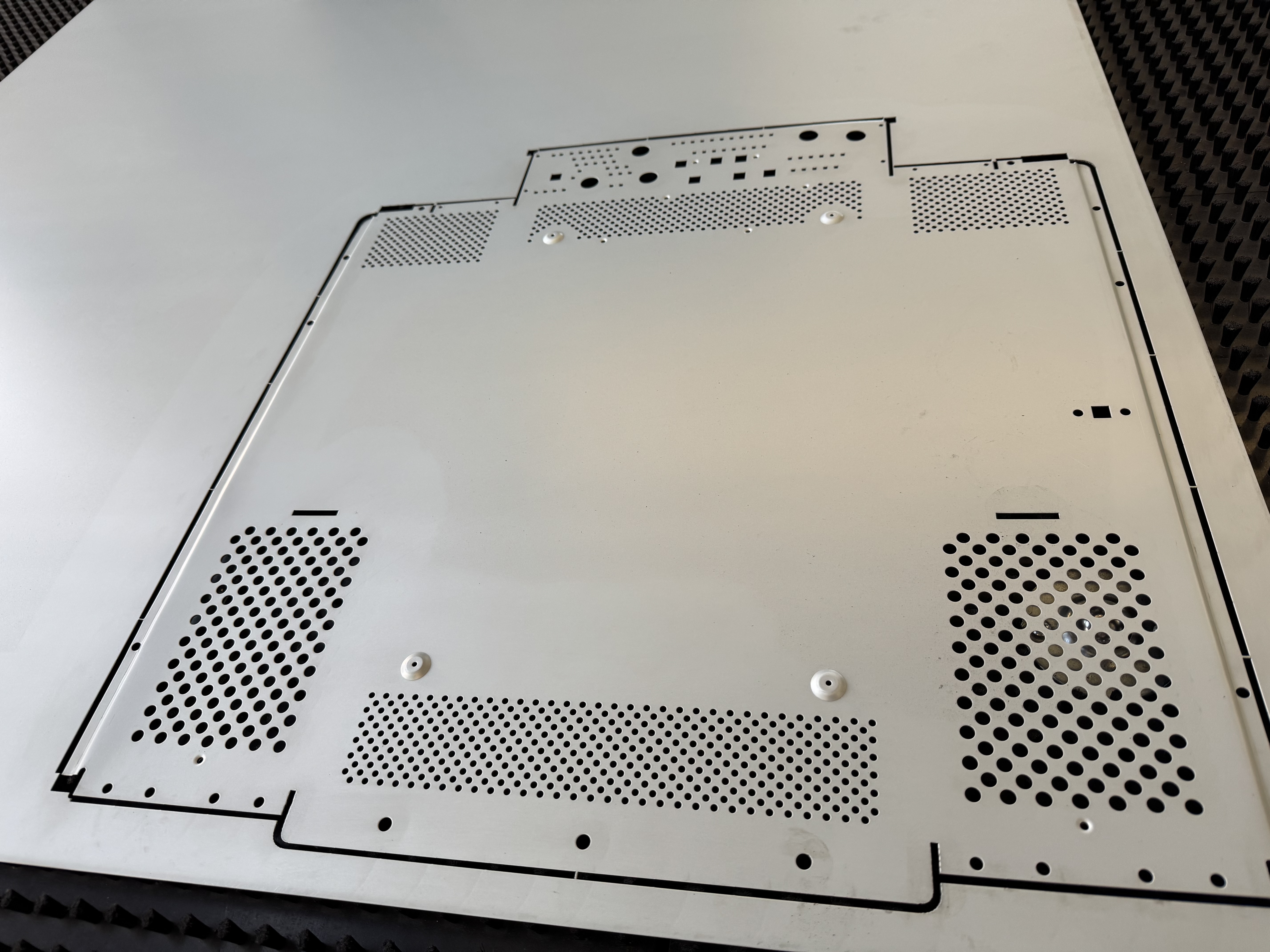
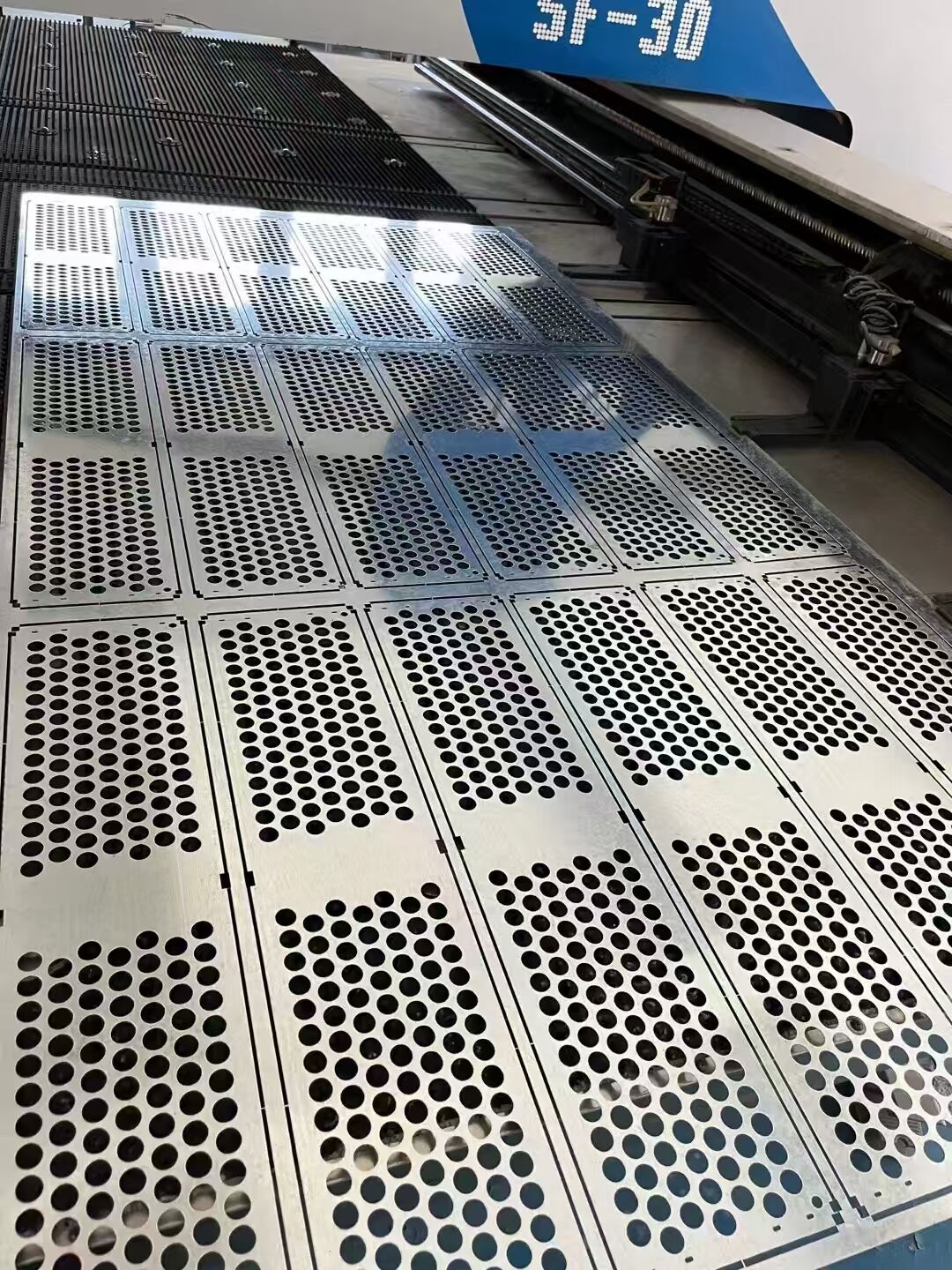
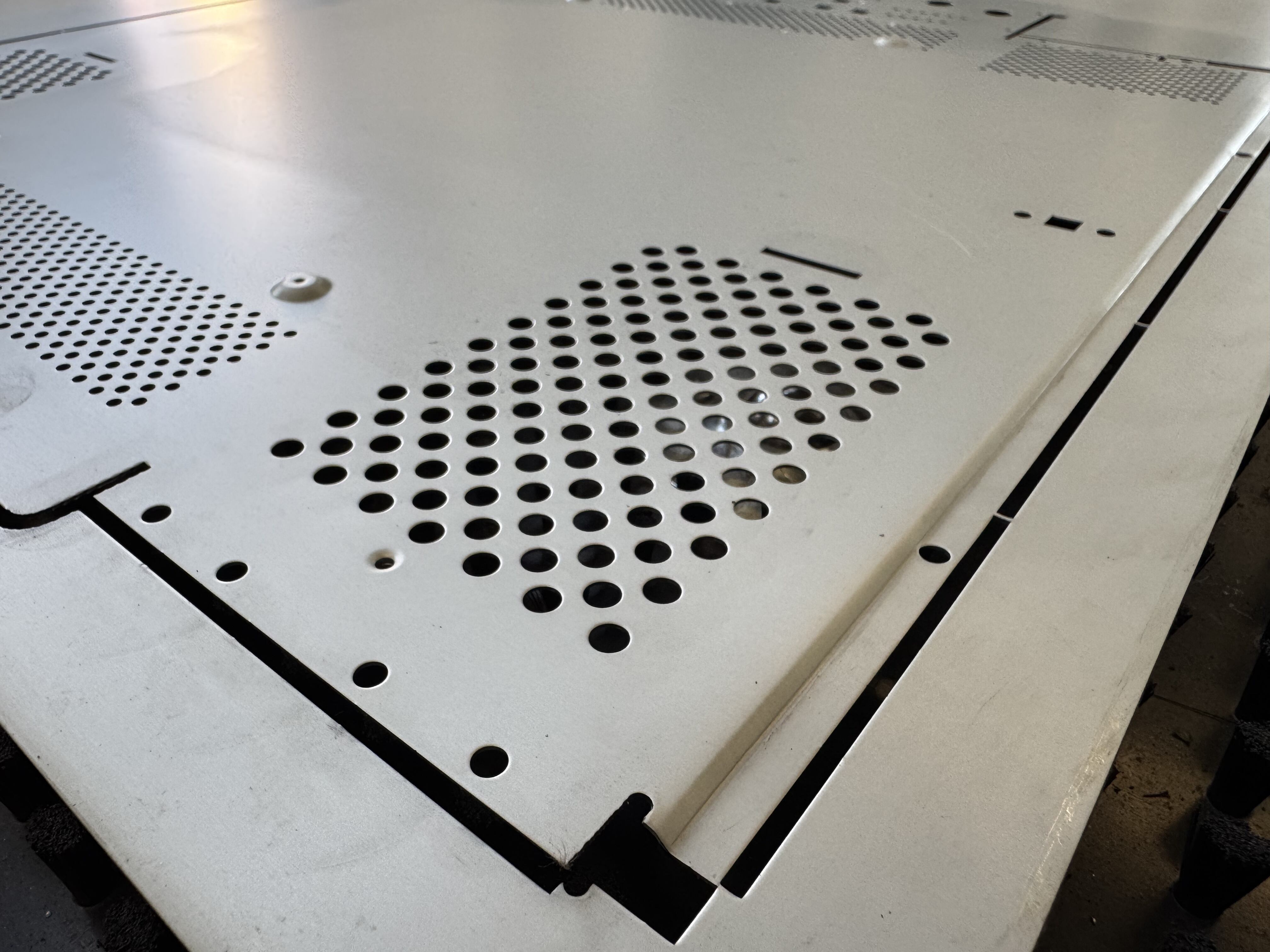
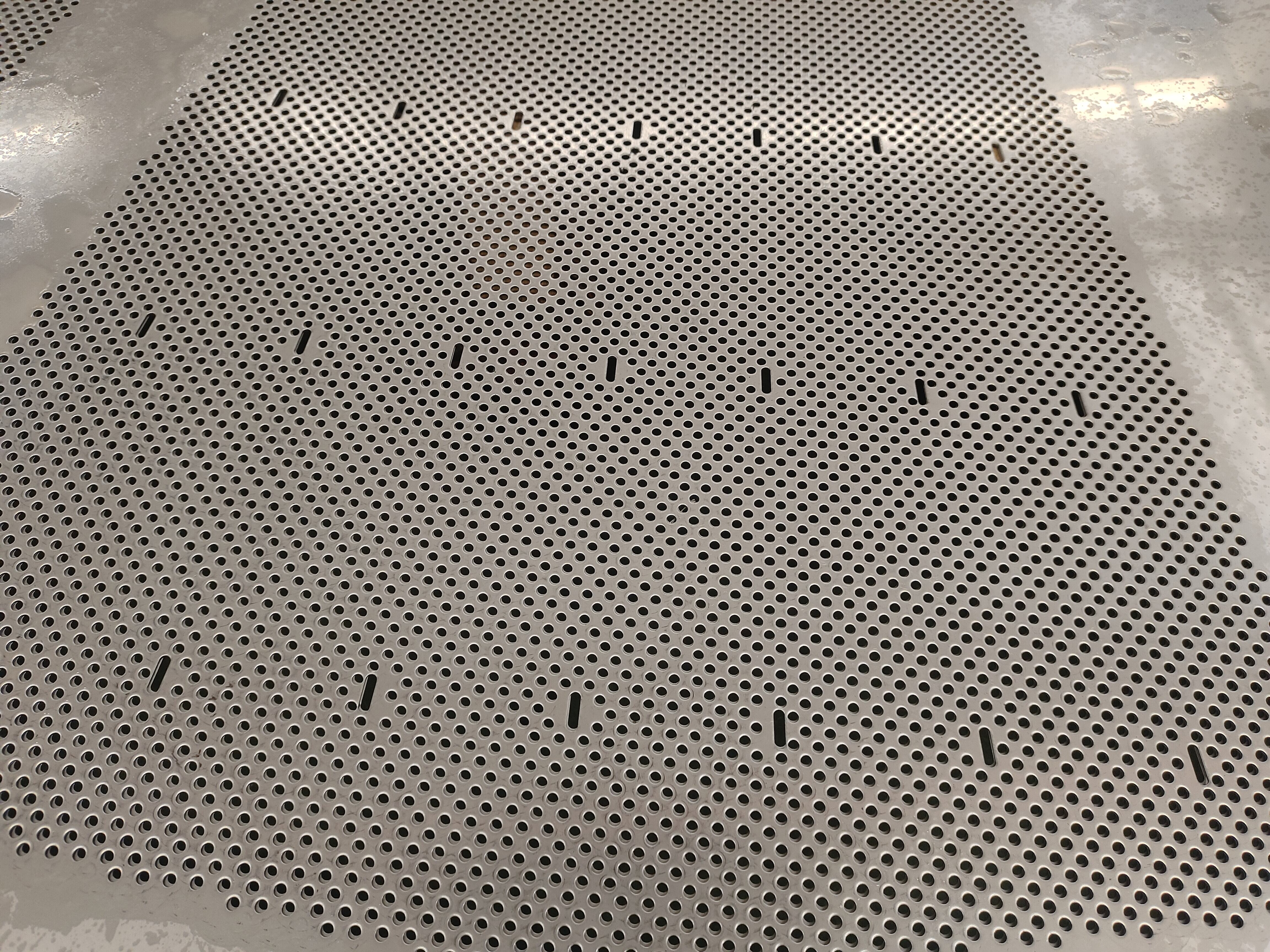
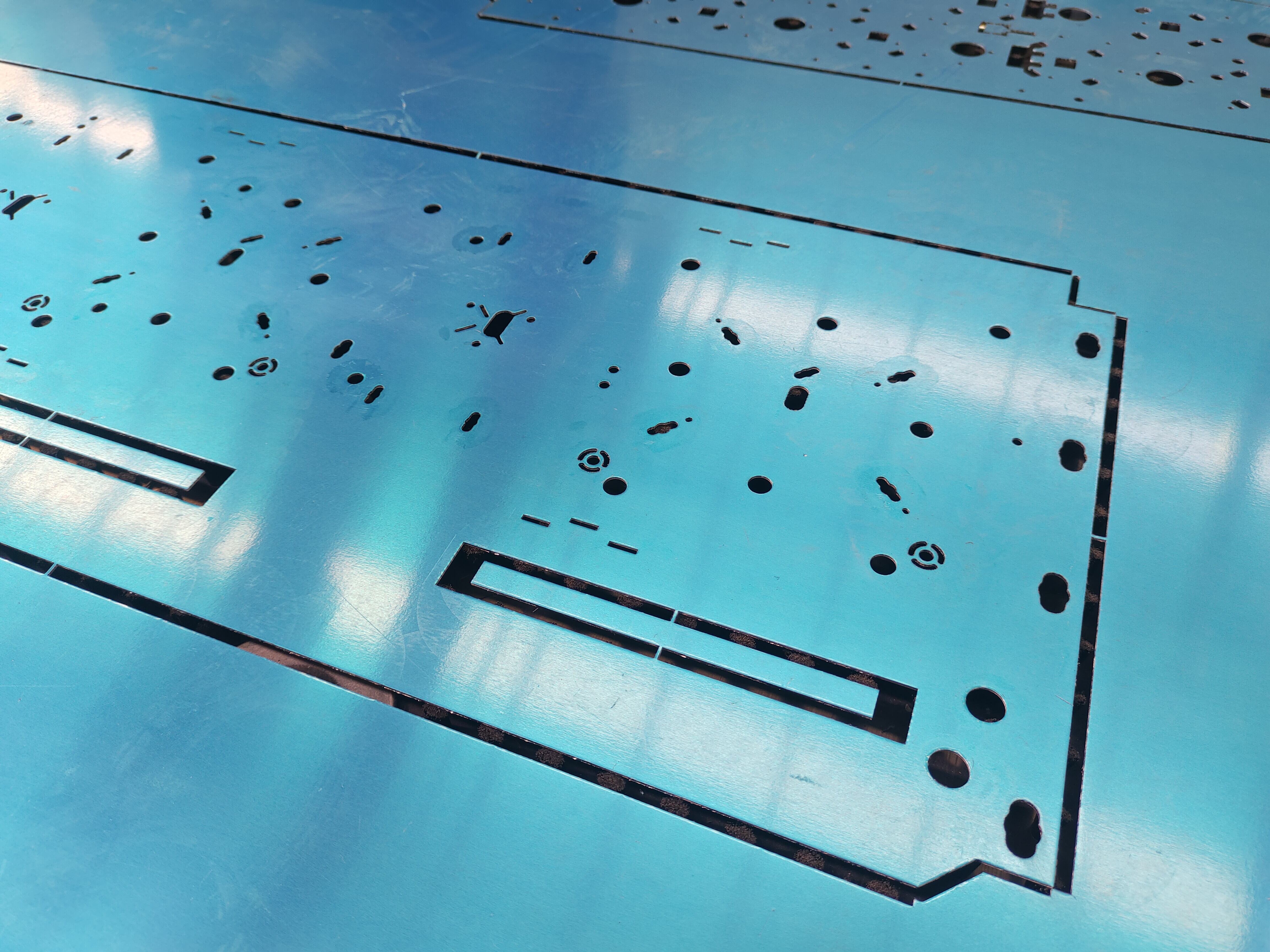
7. ლამელის обработка: გამოიყენება ლამელის ნაწილების მასიურ გაჭრივა და ფორმირება როგორიცაა ელექტროენერგიის კაბინები, ლიფტის პანელები, ჩასართავი კაბინები და ა.შ.
8. FANUC სისტემა არჩევითი
|
Ნომერი |
Სახელი |
Პარამეტრები |
Ერთეული |
Შენიშვნები |
|
1 |
Ჩაჭრვის ძალა |
250(25)/300(30)/400(40) |
KN (T) |
|
|
2 |
Ფრეიმის სტრუქტურა |
O” ტიპის დახურული ფრეიმი |
|
|
|
3
|
Ძირითადი პოზიციონირება Მაქს. მუშაობის ფერდის ზომა
|
X-ღერძი 2,500 |
მმ |
(X-ღერძის მერე პოზიციონირება შესაძლებელია 5,000mm) Მორგებული |
|
Y-ღერძი 1,250/1,500/2,000/2300 |
მმ |
|
||
|
4 |
Მაქს. მუშაობის ფერდის thicness |
6 |
მმ |
Ალუმინიუმის თაბლეტი |
|
5 |
Მაქს. ერთ ჩატარების დიამეტრი |
φ88.9 |
მმ |
Მორგებული |
|
6 |
Მაქს. ჩატარების სიხშირე |
1,800 |
hpm |
|
|
7 |
Მაქსიმალური რაოდენობა ჩახტების |
800 |
hpm |
|
|
8 |
Რაოდენობა კონტროლირებული ღერძები |
5 (X, Y, T, C, R) |
PCS |
|
|
9 |
Ფორმის ტიპი |
Გრძელი გიდი 85 სერიას საერთაშორისო სტანდარტული ფორმის |
|
|
|
10 |
Ტურეტის სტაციების განაწილება |
16A, 11B, 3C, 2D (რომელიც 娷ებს როტაციული სტაციები 1B და 1C) |
Სტანდარტი |
Მორგებული |
|
11 |
Გადამოქმედების ცილინდრი |
2 |
Კომპლექტი |
|
|
12 |
Ფიქსირების რაოდენობა |
3 |
PCS |
|
|
13
|
Მაქს. შემოწმების სიჩქარე
|
X-ღერძი 80 |
m/Min |
|
|
Y-ღერძი 80 |
m/Min |
|
||
|
14 |
Სამუშაო საფეხურის სტრუქტურა |
Საფეხური სამუშაო ზედაპირი საჭიროებით/უნივერსალური მასალის ბურთი |
|
Რკინაყოფი სტაილი |
|
15 |
Მაქს. ტურეტის სიჩქარე |
40 |
წთ/წთ |
|
|
16 |
Დამუშავების სიზუსტე |
±0.1 |
მმ |
|
|
17 |
Მაქს. ტოლი ტანა |
150 |
Კგ |
|
|
18 |
Მთლიანი სიმძლავრე |
5 |
Კვ |
|
|
19 |
Აირსოურსის წნევა |
0.55 |
MPa |
|
|
20 |
Ელექტროენერგიის მიწოდება |
380±5% |
V |
|
|
21 |
Ზომები |
L×W×H 5,000/5,500/6,500×7800×5200×2,100 |
მმ |
Გამრთლების მაशინის დეტალური ინტროდუქციის შეჯიბრი
| Მუშაობის სტანციები |  |
Გამოიყენება ტურბინული გვერდის რედუქტორი და ორმანი ჯერზე გადაცემის სისტემა კუთხის გამრთლების თავის გადაადგილებისთვის. რედუქტორი ჩაიწერება ფრეიმში, რათა გააძლევდეს გადაცემის стабილურ მუშაობას და პოზიციონირების ზუსტებას. კუთხის გამრთლების თავი შეიცავს გადიდებულ ცილინდრის საბურთს და ორ ცილინდრს, რომლებიც სინქრონულად მუშაობს და ზუსტად პოზიციონირებს, რათა არ დახარჯოს კუთხის გამრთლების თავის გვერდის ქურჭელი. |
| Როტაციული სტანცია | 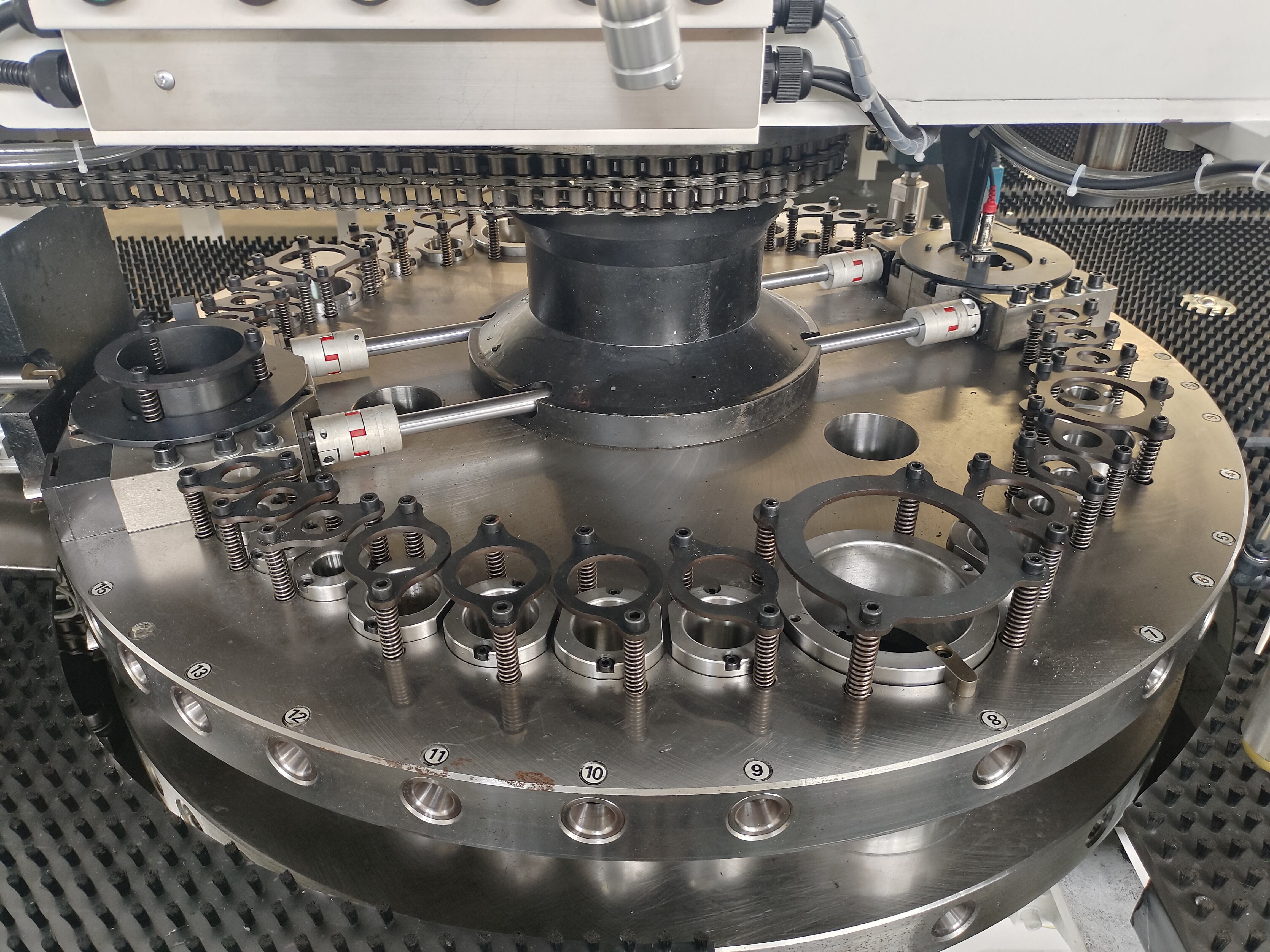 |
Როტაციული სტანცია (თავის გარშემო როტაცია) გადაადგილებულია სინქრონული ტრანსმისიის საშუალებით, რომელიც განიხილება სწრაფი გადაცემის სიჩქარით, მაღალი ზუსტებით და დაბალი შუქით. |
| Საჭრელი თავი |  |
Გაჭრის თავი შედგება 45# კარბონული მასით, რომელიც გადატანილია გამყარებასა და გამოწვევაზე, და შემდეგ გადაქვეითებულია დიდ ზომის CNC ზედა გრძელი მხრეს შემდეგ მორთვისა და მიჭრის შემდეგ, რათა დარწმუნდეს სისბოლოვა და სიმრეწველო. გამოყენებულია სპეციალური ფიქსატურა პოზიციონირების ხვრელების დამუშავებისთვის წყვილებში, რათა დარწმუნდეს ზედა და ქვედა მოდელების კოაქსიალობა. კომპანია აღარის ჩართული დიდი იმპორტული (Hexagon, Sweden) სამკოორდინატი ზომვის ინსტრუმენტი და გაჭრის თავი შედგება შემოწმების შემდეგ. |
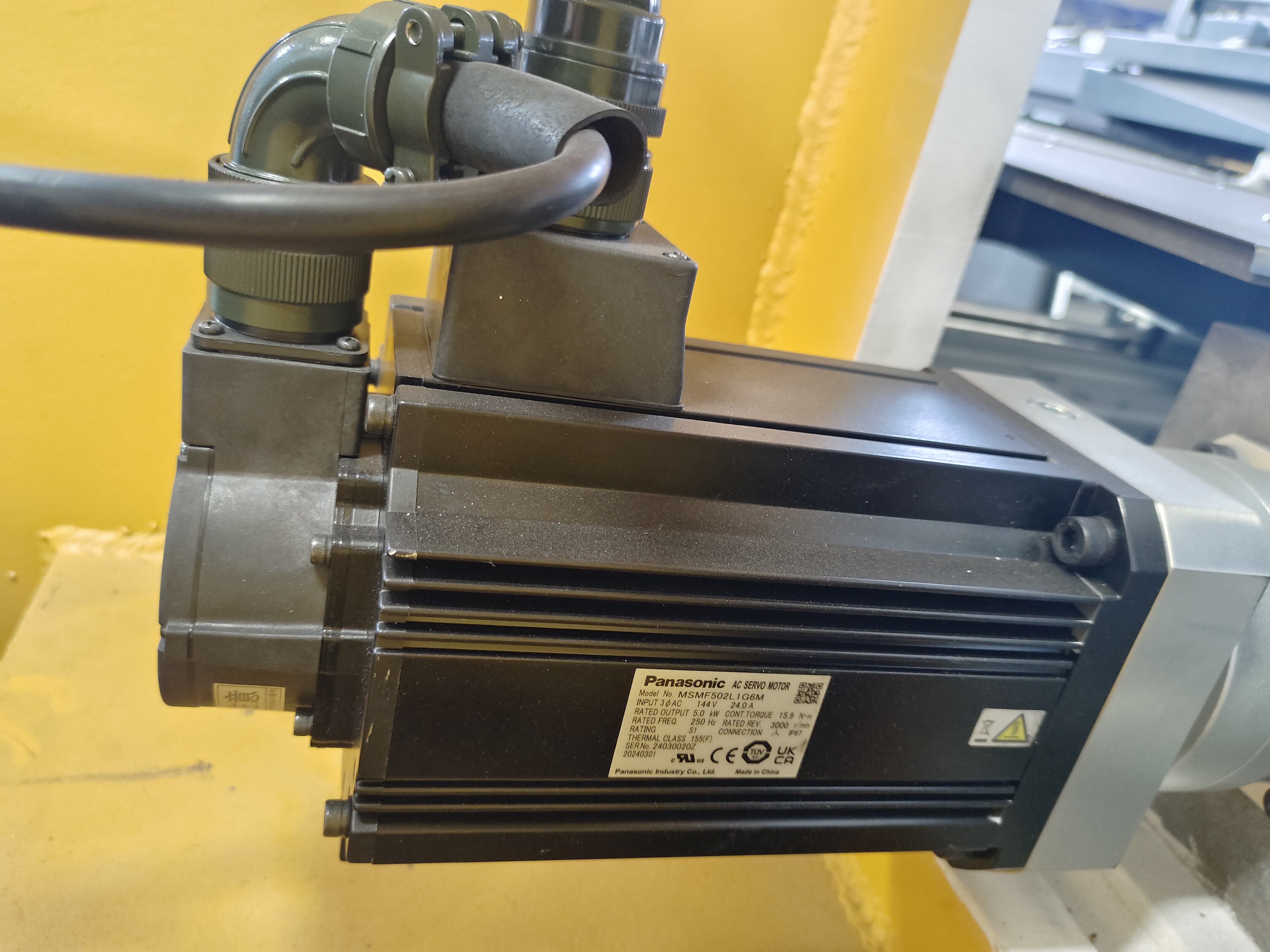
| Სერვომოტორი |  |
Გამოიყენება მაღალ მощების ჰოლოვი ღერძის სერვომოტორი, რომელიც გადააქვეითებს ძალას და ღერძი ერთად დაკავშირებულია სერვომოტორთან, რათა არ გამოწვევოდეს გადახრა და გაგვრევა მეტი კავშირის გამო. პირდაპირი გაჭრის მოქმედება განიცდის მაღალ стабილობასა და სწრაფი პასუხის სიჩქარეს, და გამოიყენება შედობის მეთოდი. შედობის კუთხე ავტომატურად არჩევა გაჭრის გადასვლისა და პროცესის მიხედვით, რათა საშუალება გაძლევა ეფექტიურობის დიდი გამარტივება. |
| X ღერძი |  |
X ღერძის კვადრატული მაგიდი შექმნილია ორი გაიდით. გამოყვანის მეთოდით, კომპონენტების თვითწონი შემცირდა, მუშაობა უფრო стабილურია და პოზიციონირება უფრო ზუსტია. გაიდები და ლედი სიმღერები შესახებ ტაივანიდან იმპორტირებულია და ისინი строго და სამეცნიერო ასამბლირების პროცესით არის დაყენებული. კომპანია ასახავს განვითარებულ ლაზერულ კოლიმატორს და ლაზერულ ინტერფერომეტრს, რათა დადასტურების ზუსტება და ეფექტურად ამéliორებინა მომწიფე ზუსტებას და მუშაობის სიჩქარეს. |
| Ზეთის ქულერი |  |
Სერვო მოტორი აღარ გამოყენებს მასალას, რადგან ის გამოყენებს მასლინის გამოსაყვანის სისტემას, რომელიც მიიღებს დაბალ ტემპერატურას და მაღალ გამატებულ მუშაობის საშუალებას. ის ამოახსნა პრობლემას გამატებული მასალის ხშირი შეცვლის შესახებ ზიმიან ზონებში ზამთარში. |
| Ფლოტირებული პნევმატიკური კლამპი |  |
Ლევიტირებული პნევმატიკური გადაჭერილობა იყენება დიდი გადაჭერის ძალით და მუშაობის მუდმივი მოწყობილობით. ინტეგრირებული დოვეტეილის გადასაჭერილი ქარი აქვს კარგი მხერება, და გადაჭერილობა ადვილად გადაადგილება. გადაჭერილობა ავტომატურად ჩამოფრენს მუშაობის განმავლობაში, რაც ხელს უწყობს ლარს გადაჭერილობაში შესვლას და სამუშაო ინტენსიტეტი დრაstmენდება. |
| Მეორე პოზიციონირება |  |
Მეორე პოზიციონირების ფუნქციით აღარებული, რომელიც დამატებული დარწმუნება აძლევს ზუსტებისთვის. Განვითარებული სენსორების და ზუსტი კონტროლის სისტემის გამოყენებით, რეალური დროში მონიტორინგი ხდება მუშაობის მეცნიერებაზე და ხელახლა პოზიციონირება, რაც უზრუნველყოფს თითოეული მოძრაობის ზუსტებას. ეს არ არის პირველი პოზიციონირების შემდეგ გამოწვეული შეცდომების გამოსაცდელად. |
| Ანტი-კოლიზიონის მექანიზმი |  |
Როდესაც სისტემა განსაზღვრავს კოლიზიონის რისკს, ის ადრე გააქტიურებს ანტი-კოლიზიონის მექანიზმს. ეს შეიცავს ყველა მოძრაობას მანქანის განწყობილობის გაჩერებას. ეს მექანიზმი დაცვის მუშაობას და მანქანის ნაწილებს კოლიზიონისგან. |
| Კონტროლის სისტემა |  |
Მასინის კომპიუტერი აღარისხებულია იმპორტული მათერბორდით და მოძრაობის კონტროლის ბარათით, რომლებიც შე祺ვარდნილია Panasonic RTEX ბუსის სერვო ერთეულთან, სრულყოფილი დახურული წრეწირის სიგნალების გადაცემისთვის. ბუსის კონტროლის რეჟიმი ქმნის სწრაფ კომუნიკაციას და მოკლე ციკლს, რაც ძალიან გააუმჯობეს ღერძების შორის კოოპერაციის ზუსტებას როდესაც რამდენიმე ღერძი მუშაობს ერთად. |
| Ელექტრონული კომპონენტები |  |
Გამოყენებულია ცნობილი იმპორტული ელექტრო მოწყობილობები, რათა დადოს კონტროლის სისტემის стабილურობა. |
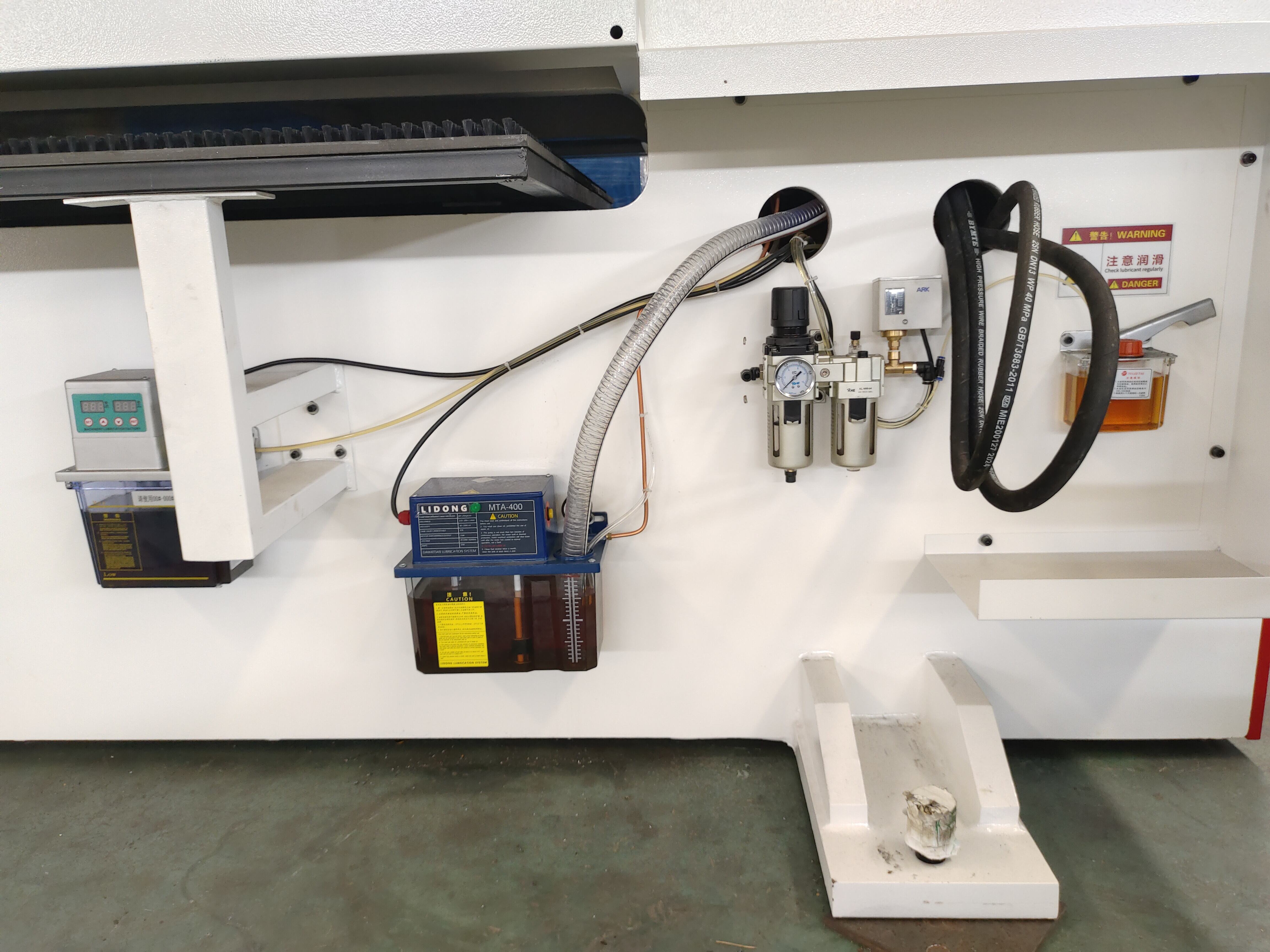
| Ლუბრიფაციის სისტემა | 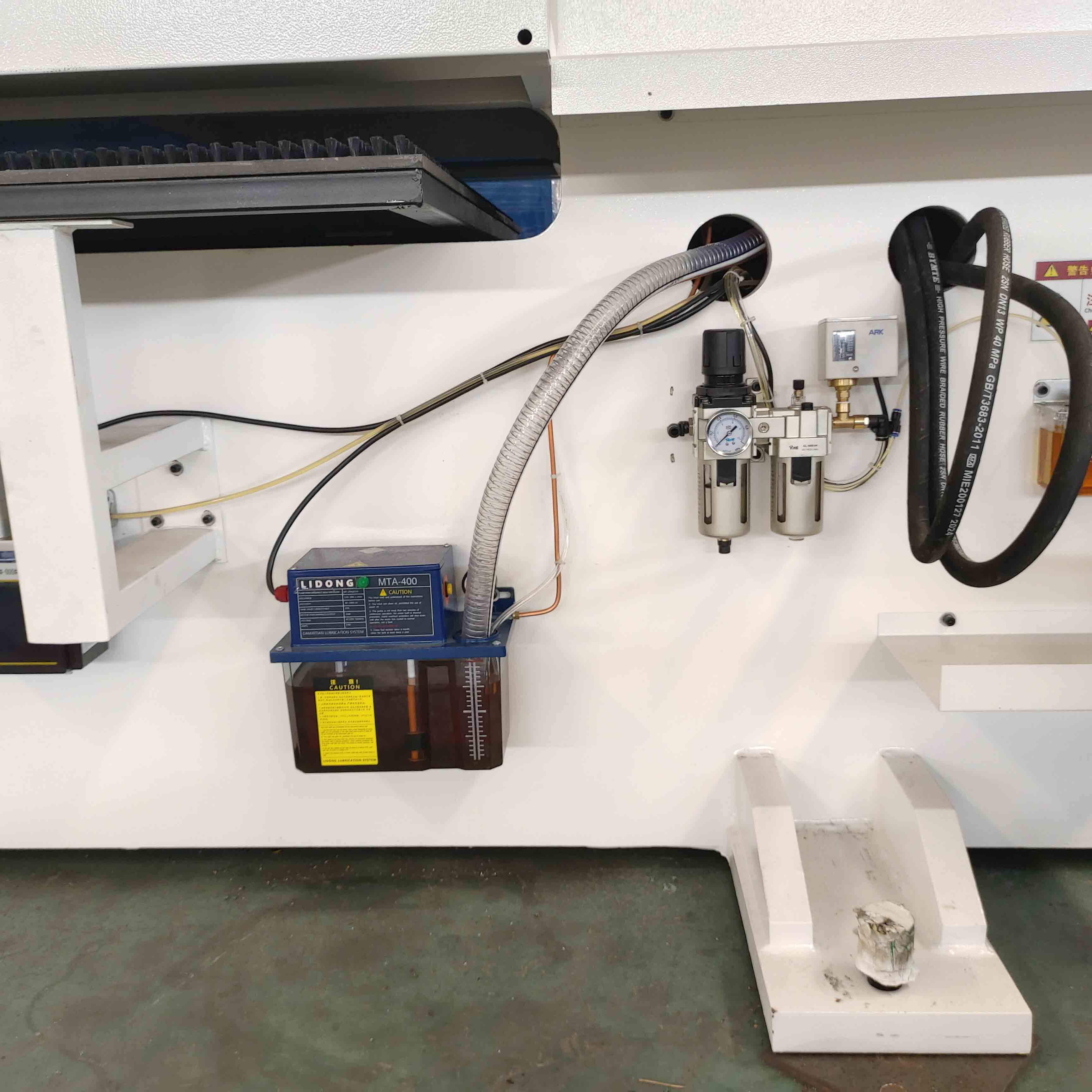 |
Გამოყენებულია მრავალწერტილიანი ავტომატური ლუბრიფაციის სისტემა, რომელიც დაუზუსტებლივად უზრუნველყოფს ყოველი მოძრაობადი ნაწილის ლუბრიფაციას და არ დაარტყავს მოძრაობადი ნაწილების გასწვრივებას ლუბრიფაციის დაკარგვის გამო. |

Ფარდის ფორმირება |
Შენახური ფარდი |
Ბურთების გაჭრივა |

Ბურინგი |

Დეკორატიული ფარდი |
Корпус апарату |
Ფილტრის ეკრანი |
Ლამინირება და ჩვენება |
Გადართვა |
Მარკირება |

Გადება |
Ჭამვის ღერობა |
|
Ნომერი |
Სახელი |
Სპეციფიკაციები |
Მომწიფე/მარკა |
|
1 |
Სერვო ჩაჭრის მოტორი |
45KW (1200Nm) / 55KW (1500Nm) |
Synmot, Ningbo |
|
2 |
Დრაივის კონტროლერი |
75KW/90KW |
Synmot, Ningbo |
|
3 |
Გამყიდველი ტანკი |
Ობილი 96L, გამყიდველი საშუალება 1,200ml/წუთში |
Synmot, Ningbo |
|
4 |
Ენკოდერი |
Რამდენიმე როტაცია, 1024 ხაზი |
Ტამაგავა, იაპონია |
|
5 |
Ენკოდერის კაბელი |
RVVP დაცული ჩრდილოეთი |
Იმპორტირებული ტაივანიდან |
|
6 |
Მაგნიტური ფერო |
Კლასი AH |
Ნინგბო იუნშენგ |
|
7 |
Ტემპერატურის სენსორი |
MZ6-150-DS |
Santest, იაპონია |
|
8 |
Ფილტრი |
DL-180EBT |
Synmot, Ningbo |
|
9 |
DSP |
TI 28324 |
Როკველ, აშშ |
|
10 |
Კენკრა |
400A |
Ფუჯი, იაპონია |
|
11 |
CPLD |
|
Alter, აშშ |
|
12 |
PCB |
SYNMOT-90KW |
Ტაივანი Delta |
|
13 |
HALL |
|
Honewell, გერმანია |
|
14 |
Გადამოწინავის ქულა |
|
Ტაივანი Delta |
|
15 |
Ჰალ სენსორი |
TBC400BS |
HBM, გერმანია |
|
16 |
Შეყვანის იზოლაციური რეაქტორი |
90KVA |
Ningbo Mingchuan |
1. WHETHER YOU ARE A TRADING COMPANY OR MANUFACTURER?
Ჩვენ ვართ ფაბრიკა, ამიტომ ჩვენ გვაქვს კონკურენტული ფასი და ჩვენ გვაქვს თავად გარეული საგარეო კომერციის გუნდი, ამიტომ ჩვენ ასევე გვაქვს ყურადღებითი სერვისი.
2. რა არის საშუალო წარმოების ვადა?
Სანიშნამდე, წარმოების ვადა არის 7 დღე. მასშტაბური პროდუქციისთვის, წარმოების ვადა არის 45-60 დღე დასახირების გადარიცხვის შემდეგ.
3. შენ ხარ ODM თუ OEM ფაბრიკა?
YES, ჩვენ ვართ ODM, შეგიძლიათ გვგზავნოთ თქვენი მოთხოვნები და ჩვენ შეგიძლიათ დიზაინი გაქვთ თქვენთვის.
4. როგორი გადახდის მეთოდები არის შესაძლებლობა?
Განთის ხდება ჩვენს ბანკოს ანგარიშზე, Western Union-ში ან PayPal-ში: 30% წინადადება, 70%-ი ბლანკის B/ლის კოპიის წინაპარით.
5. გაძლიერებთ უცხო მაღაზიებში შემდეგ ყიდვის მომსახურებას და მოწყობილების და კომისიონირების მომსახურებას?
Კი, შეგვიძლია. აპარატის გამოსავლის შემდეგ მომხმარებლის ადგილზე, კომპანია გაგზავნის სამუშაო პირს, რომელიც შესრულებს მოწყობილობას და კომისიონირებას, ასევე განათლებას მოწყობილების მომსახურებაში, სანამ მათ შეუძლია თავისი მიერ მოწყობილობა.
6. რა შეიძლება თქვენგანთან ყიდვა?
CNC Turret Punch Press, CNC გამრუდების მაशინი, Fiber Laser Cutting Machine, გამრუდების ავტომატიზაცია, Flexible Manufacturing System, Panel Bender და ფეროლის ავტომატური წარმოების ხაზები.
7. როგორი მომსახურებები შეგვიძლია გთავაზოთ?
Მიღების პირობები: FOB, CFR, CIF, EXW;
Მიღების ვალუტა: USD, EUR; RMB
Მიღების ტიპი: T/T, L/C;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE