1. შემორჩენის მასალის ხუთი, გამოტანის და დონინგის მოწყობილობა, ლაზერის მაशინის საფუძველი, მასალის მიღების პლატფორმა, ავტომატური რკალის გარდაქმნის კომპლექსი
2. უფასოდ გთავაზობთ შესაბამის ტექნიკურ ამოხსნებს სიმძიმის, სიგანეს, თაბლოს მასალასა და სისიგნა შესაბამისად სპირალის წონის მიხედვით
3. გაჭრის ეფექტივობა მეტია, რაც შემცირებს ლადის ჩატვირთვის დროს, და მხოლოდ ნებარის აღწერა საჭიროა, რაც 50%-ით ეფექტურია მეტი.
4. შრომის ინტენსივობა შემცირდება. არ არის საჭირო მასალების ზომის მიხედვით გაჭრა ან დაფარული დაფერების ხელით აღწერა.
5. ლადის მასალის გამოყენების ეფექტივობა გაიზარდება, რეალიზებს გაჭრას მხოლოდ საჭირო რაოდენობით და არ არის საჭირო თითოეული ლადის შემდეგ კომპენსაციის გაკეთება.
6. შეძლებს ერთ სისტემის მართვას, ავტომატურ სორტირებას და გადამუშავებას, ხელით და ავტომატურად ინტეგრირებული მოქმედებას. მოქმედება მარტივია და მარტივად გამოიყენება, რაც უფრო მომხმარებელთა მიმართულია ვიდრე ჩვეულებრივი მანქანები, რომლებსაც ყოველ ჯერზე გრაფიკის იმპორტი საჭიროა.
Აპარატურის პარამეტრები
|
|
Ნედლეული |
Ცივად გადარიცხული ფული, გალვანიზებული ფული, რასტვენი მასალა |
|
2 |
Ლამელის thicკნები |
0.5mm ~ 2.0mm |
|
3 |
Ფულის სიგანე |
1000mm~1500mm |
|
4 |
Წონა როლზე |
≤10T |
|
5 |
Რულის შიგნადეგი დიამეტრი |
ø508mm-Ø630mm |
|
6 |
Რულის გარე დიამეტრი |
ø1000 ~ Ø1600mm |
Დამზადებული პროდუქტის პარამეტრები
|
1 |
Ზღვის ხარისხი |
Ლამელის ზღვა არის სიბრტყედ და არ დაემატება ნებისმიერი გამოსაკვლევი ndefects; |
|
2 |
Სიბრტყედობის ზუსტება |
±1mm/m2 |
|
3 |
Დიაგონალური ზუსტება |
≤1მმ/2000მმ |
Ერთეულის პარამეტრები
|
1 |
Ტრანსპორტირების სიჩქარე |
5მ/წუთი |
|
2 |
Ერთეულის ხაზის სიჩქარე |
Განკუთვნის მაशინის ხაზის სიჩქარე 0~12მ/წუთი (რეგულირებადი) |
|
3 |
Მოძრაობის სიმაღლე |
+800მმ |
|
6 |
Მოძრაობის მიმართულება |
(დაerahvebulი ფინალური სამუშაო განრიგის მიხედვით) |
Ტექნიკის მუშაობის პირობები
|
1 |
Ძალის პარამეტრები |
3φ ალტერნატიული მეტყველები, 400V±5%, 50Hz±2% |
|
2 |
Ჰაერის წყარო (კომპრესორული ჰაერი) |
Წნევა: 0.5~0.6MPa გადასვლა: 0.6m3/мин |
|
3 |
წყალის წყარო |
Განსხვავებულ მოთხოვნები არ არის |
Ობიექტის ფერადი ჩამოსახატველი
|
1 |
Ძირითადი ფერი |
Სტანდარტი |
|
2 |
Მოძრაობის, უსაფრთხოების და სხვა კომპონენტები |
Კონფიგურაცია ძირითადი ფერის (ყვითელი/ნარინჯი) მიხედვით |
|
3 |
Ელექტრო შაფოს, მűსამართველი კონსოლები, საწვავის ტანკები |
Სტანდარტი |
Ობიექტის ძირითადი კონფიგურაცია
|
Ნომერი |
Კატეგორია |
Სახელი |
Მაღაზია და ბრენდი |
Რაოდენობა |
|
1 |
Ლაზერი |
Ბოჭკოვანი ლაზერი |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
ლაზერული თავი |
Ფიბრული ლაზრის ჭრის სისტემა |
Shanghai Jiaqiang |
1 |
|
3 |
Გამყიდველი სისტემა |
Წყლის გამაგრილებელი |
Wuhan Hanli |
1 |
|
4
|
CNC სისტემა
|
Მოძრაობის კონტროლის სისტემა |
Შანგჰაი ვეიჰონგ |
1 |
|
Სერვო მოძრაობის სისტემა |
Შენზენ ვეიჩუანგ |
4 |
||
|
Დაკლების გარდაქმნები |
Იაპონია ბეტო |
3 |
||
|
Ელექტრო კომპონენტები |
Შნეიდერ, ფრანცია |
1 |
||
|
Პნევმატური კომპონენტები |
Ანუოჩი, გერმანია/იადეკ, ტაივანი |
1 |
||
|
5
|
Მაशინის სხეული
|
Ოპერაციული სამაგრი |
Განტოლებული ტიპი |
1 |
|
Სახელმძღვანელო რელიეფი |
Ტაივანური Heqing |
1 |
||
|
Სლაიდერი |
Ტაივანური Heqing |
10 |
||
|
Რკაცი და ზღვის გერო |
Ტაივანური Kotai |
1 |
||
|
Საწერი |
Კვადრატული 菅-ის სახელმწიფო და გაცხადება |
1 |
||
|
炯炯-ის გამოსვლა |
炯炯-ის ტუბი |
1 |
||
|
6
|
Დამახასიათებელი საშუალებები
|
Მასალების რეკვე |
10T ჰიდრაულიკური მასალების რეკვე |
1 |
|
Დონინგის მაशინა |
15-როლის ზუსტ დონინგის მაშინა |
1 |
||
|
Კავშირის მაშინა |
Როლების კავშირის მაგიდა \/ ბელტის თაფლის კავშირის პლატფორმა |
1 |
||
|
Ჰაერის კომპრესორი |
1.6Mpa ჰავას კომპრესორი ლაზერისთვის |
1 |
Სამუშაო გარემოს მოთხოვნები
|
Ნივთი |
Სახელი |
Მოთხოვნები |
Შენიშვნები |
|
Ელექტროენერგიის მიწოდება
|
Საერთო ჩაყრილი საშუალება ძნელობა |
≤50KVA 380V\/220V±5% |
Რекომენდება 100kva საშუალების ძნელობის გამოყენება სხვა ადგილებში ავტომატური ძნელობის და წ전დების სტაბილიზატორები უნდა ინსტალირებინა. |
|
Მიწის რეზისტანცია |
≤4 ომი |
||
|
Ინსტალაციის მართულების ახლოს უნდა არ იყოს ძალიან ძალური ელექტრომაგნიტული სიგნალის შე섭ება. იზარიანეთ რადიო გამოგზავნის სადგურები ან რელეის სადგურები ინსტალაციის ადგილის გარშემო. |
|||
|
Წყალი |
Წყალი გამართული წყალის გამოყენება |
Უნდა გამოიყენოს გაფილტრებული, დეიონიზებული ან დისტილირებული წყალი გაზები |
|
|
Გაზი |
Ჟანგბადი, აზოტი |
Ჩистотა > 99.5% |
Პარამეტრები ვარიაცია მასალის გამუშავების მიხედვით |
|
Ჰაერის კომპრესორი |
Წნევა ≥1.6მპა |
||
|
Სამუშაო გარემო
|
Температура |
5-40 გრადუსი |
|
|
Ტენიანობა |
≤80%, არ არის კონდენსაცია |
||
|
Ფუძე |
Ამპლიტუდა <50μm, ამპლიტუდა გაჩერება <0.05g; არ არის დიდი შტამპირების ვიბრაციული მოწყობილობები ახლოს. |
Თუ ვიბრაციის წყაროს საჭიროა ანტივიბრაციული ხეობის გაკეთება |
|
|
Მოწყობილობების სავარაუდო სფეროს მოთხოვნები იქნება ისე, რომ არ იყოს 炯ჯანა და ნელი, რათა მეტალის გარეშე გამოვიყენოთ პოლირება და გრაბატება და სხვა ნელიანი მუშაობის გარეშე, და უნდა იყოს ანტისტატიკური საწინააღმდეგო საწინააღმდეგო კაბელი |
|||
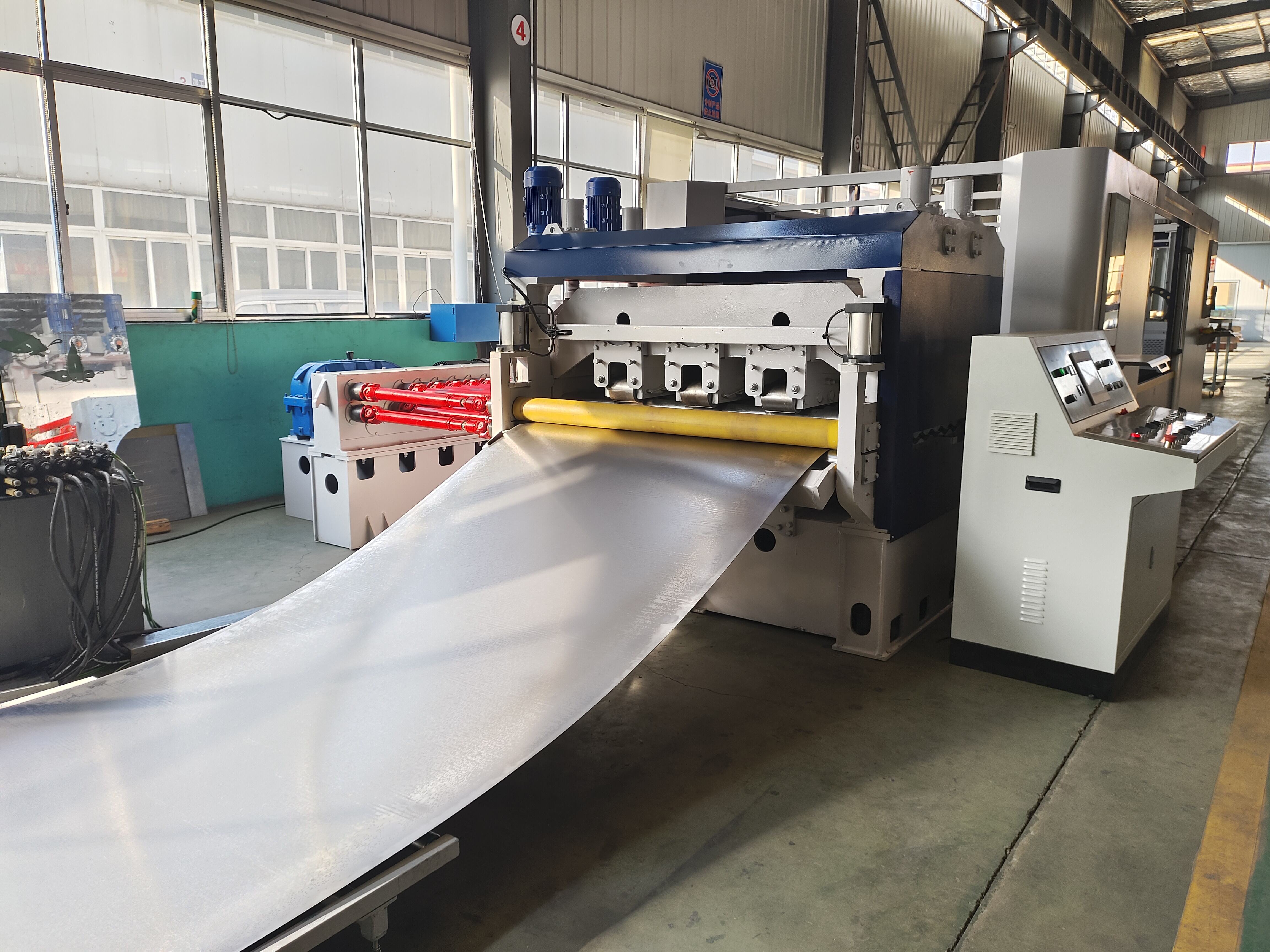
Hydraulic Cantilever Uncoiler
 |
Ტიპი : გამოწვევის ტიპი, მხარის ჰიდროლიკური მომდევნო მხარდაჭერა, ჰიდროლიკური გაფართოება და შეკუმშვა. Ფუნქცია : გამოწვევის მანქანა იყენებს მართვას სპირალის გახსნისთვის და განსაზღვრული მასალის სინქრონური დამყარებისთვის გლადირების მანქანასთან. Სტრუქტურა : რულის ტიპი, მითითებული სველის სკრუსთან ერთად, ხელით რეგულირება. Სხეული და ბაზა : სვრდილოვანი სტრუქტურა, თერმოაგინგის გამკვეთილი მუშაობა. Მასალა ძირითად ღერ Gaussian : 40Cr, გამოკვევითი და გამოტენილი
|
Ოთხ ეტაპიანი გასწორების მაशინა
 |
Მაშინები, რომლებიც გამოიყენება არასწორი ფერო პლატოების გასწორებისთვის . გასწორების მაშინა მიიღებს ერთადგუნებულ როლის სტრუქტურას. თითოეული გასწორების როლი ზუსტად ჩრდილოეთში გადაჭრილია, გამოტენილი, ქრომირებული და გადაჭრილია, რათა დარწმუნდეს ზედა მოწყობილობა და დასრულება, და ასევე მიიღოს უკეთესი გასწორების ეფექტი. ერთი მანქანა შეიძლება გადაადგილდეს წინ და უკან. გასწორების შემდეგ, ის პირდაპირ დაერთიანება დაფიქსირების მექანიზმთან, რათა დაასრულოს ფერო პლატის დაფიქსირება და დაცვა პლატოს ზედაპირის გადახვევისგან. |
 |
Გამოიყენება სტირლინგის სიგრძის ზომისთვის და მონაცემების შემოწმებისთვის, რათა კონტროლირებინა ლაზერს პლატოს ჭრისას . ერთეული გამოიყენება ფიქსირებული სიგრძის სისტემაში. ადამიან-მაशინის ინტერფეისი პირდაპირ შეიყვანება საჭირო პლატოს სიგრძე და გაქვს ციფრული ჩვენება. პლატოს კვანტიტატიური რაოდენობა ავტომატურად კონტროლირება კონტროლერის მიერ. |
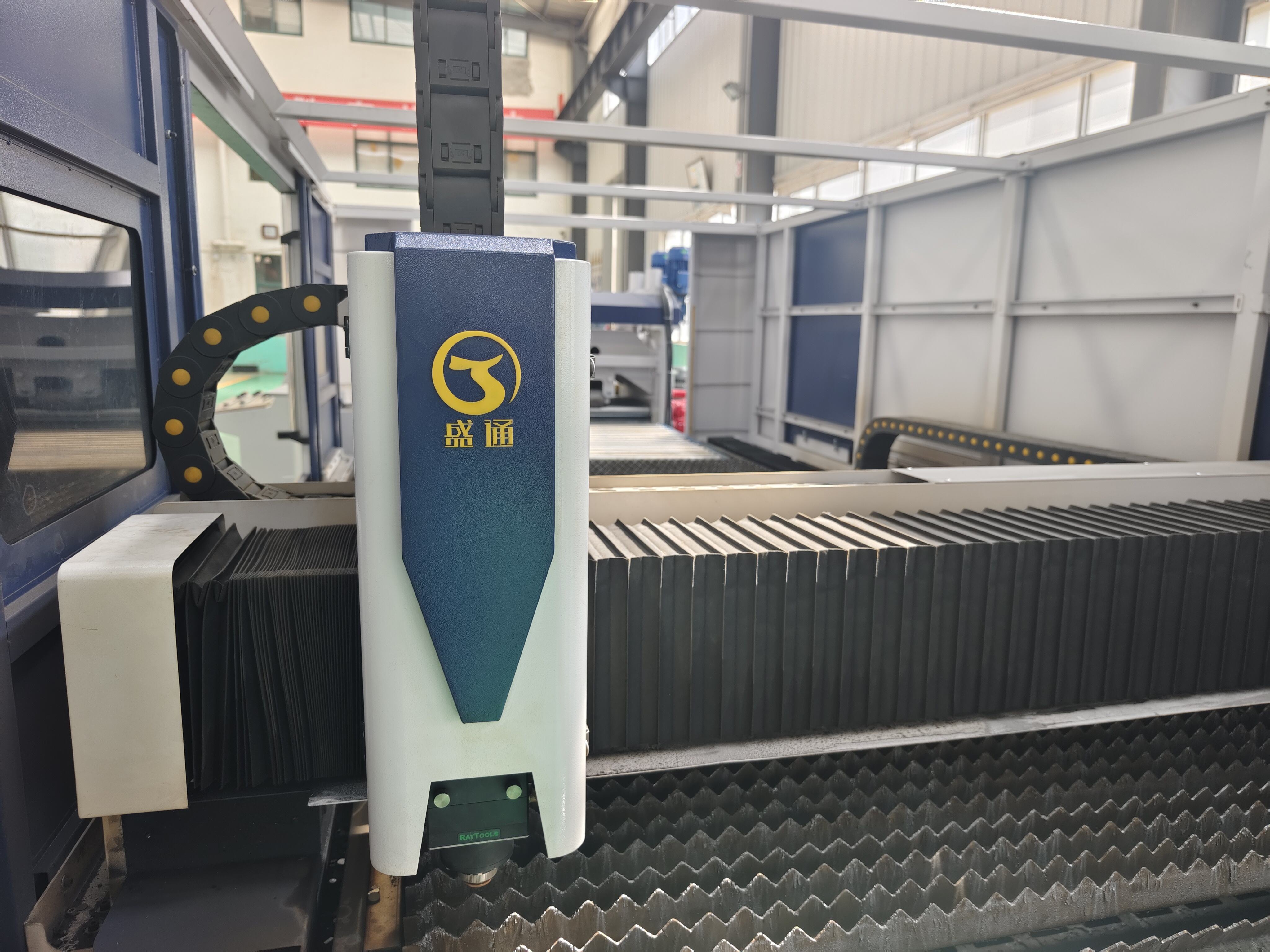
Ლაზრის ჭრივი მაშინა
 |
Საერთო სველი სტრუქტურა შემდგომი მახარჯის შემდეგ ანალებულია, რათა წაშალოს შიგა სტრესი, და მეორე ვიბრაციული ვარავის მუშაობის შემდეგ გამოიყენება მაღალი ზუსტობის მახარჯი. არსებობს 炯მომავალი პორტი სანაგვის ქვედა ნაწილში, რომელიც გამოიღებს სანაგვის საშუალებით და შეძლებს მარტივად გამოვიდეს ჭრის პროცესში წარმოდგენილი სანაგვი და пыლი გარეთ. Gantry სტრუქტურა. მაღალი ზუსტობის რეკვესტი და ორი მხარე მახარჯი. მაღალი ტორქის ფრანგვის მომწიდული რედუქტორი. |
Სხვა კომპონენტები
 |
 |
 |
Ჰიდროავტომატური და პნევმატიკური სისტემაᲰიდროავლური სტანცია და ჰიდროავლური მაგისტრალი. პნევმატიკური სისტემა. ინტეგრირებული პუმპის სტანცია იყენება თითოეულ ცილინდრისთვის ჰიდროავლური ძალის გაწმენდებლად, რომელიც აღემატება შესაბამის გამოსხივების საფარავებთან, წნევის მეტრებთან, წნევის რეგულირების საფარავებთან, შებრუნების საფარავებთან, ელექტრომაგნიტული საფარავებთან და ა.შ.
|
Წყალის გამყავი სისტემაᲨეძლება ხელახლა ხელახლა ტემპერატურას და ხელახლა კონტროლს. ორი წყალის ცირკულაციის სისტემა გამოიყენება ორი ბურთის პოზიციის გამოსაჩერებლად. გამაგრილების ერთეულის ტემპერატურა ჩვენებულია ციფრული მეტრზე. როდესაც წყალის ტემპერატურა აღემატება მითითებულ ტემპერატურას, გამაგრილების ერთეული ავტომატურად გამოიყენება. როდესაც წყალის ტემპერატურა ქვეშად მდებარეობს მითითებულ ტემპერატურაზე, გამაგრილების ერთეული ავტომატურად გაჩერებულია.
|
CNC კონტროლის სისტემაᲐღარის მოწყობილობებით AutoCAD, CorelDraw და სხვა პროფესიონალური ხატვის პროგრამები. განსაზღვრულად განვითარებული CNC ჭრის მანქანებისთვის, ეს არის ხატვის, პროგრამირებისა და განსაზღვრის პროგრამული უზრუნველყოფა, რომელიც გამოიყენება კომპიუტერებზე. ძირითადი ფუნქციები მოიცავს CAD გრაფიკა , ახალი ვერსია CAM-DUC T დუქტების დეკომპოზიციის პროგრამული უზრუნვა, DXF/DWG ოპტიმიზაციის обработка, ინტერაქტიული ჩაწერა, ავტომატური პროგრამირება, ჭრილობის სიმულაცია და ღირებულების გამოთვლა.
|
Ზომა

3015 მოდელის ეფექტური ჭრინვის გამოსვლა 3 მეტრი გასწვრივ * 1.5 მეტრი ширина, მაशინის საერთო სიგრძე 20 მეტრზე და სიგანე 5 მეტრზე შედგება.
Სერვისის კომიტენტი
Გაყიდვას წინა სერვისი :
Გამოყენების მიზნების შესაბამისად, მომხმარებლის პრაქტიკული გამოყენების მიხედვით, შესაძლებელია ტექნიკური რჩევების და სამართალის მოწოდება მთლიანი კომპლექტი აპარატების ინფორმაციით;
Მომხმარებლის მიერ გამოარჩეული ყველა პრობლემის ამოხსნა, ტექნიკური შესაძლებლობის განიხილვით, მომხმარებლისთვის ან მომხმარებლის დახმარებით ლაზრის обработки პროგრამის დიზაინისა და განვითარების შესახებ;
Აპარატების დემონსტრაცია მომხმარებლის ვიზიტისთვის, შემოწმებისთვის, ნიმუშების ღერ Gaussian და ტესტირების მაशინების შესახებ.
Გაყიდვების მომსახურება :
Მომხმარებლის მაशინის პრაქტიკული გამოყენების შემთხვევაში, მომხმარებლის ადგილის შემოწმება და ანალიზი, მომხმარებლის ადგილის მიხედვით, დახმარება მომხმარებლის ადგილის და წყაროების (წყალი, ელექტროენერგია, აირი) განლაგების შესახებ.
Გამოყენებლებს უზრუნველყოფთ სრულ კომპლექტს ინსტრუქციების ხელშეწყობებით აპარატების მუშაობისა, ასევე აპარატების მუშაობელებს განათლებას გამოყენებლებისთვის;
Გაყიდვის შემდეგი სერვისი :
Გამოყენებლის გამოყენების ადგილზე, გამოყენებლის აპარატების მუშაობელებს ჩათვალის ფაქტური მუშაობის, ყოველდღიური მასალის მუშაობისა და აპარატების უსაფრთხო გამოყენების დაცვის განათლება, რათა გამოყენებელი შეძლოს რამდენიმე დროის განმავლობაში მასტერებოდეს აპარატის მუშაობის პროცედურებს და მეთოდებს და შეძლოს მუშაობისა და მუშაობის მთავარ მომენტების მოწყობა დამოუკიდებლად;
Მთლიანი კომპლექტი აპარატები გამოყენებლისთვის მეშვეობის და კომისიის შემდეგ, განათლების დროის განმავლობაში ერთწლიური გარანტია მანქანის მუშაობისა, ლაზრის მუშაობისთვის ორწლიური გარანტია;
Გარანტიის პერიოდში, კომპანია განათებს გამოყენებლის აპარატების ტექნიკურ პატრულებს სამუშაო ადგილზე და აპარატების ჩვეულებრივ მასალის მუშაობას და შემოწმებას განათებს, გამოყენებლის მიერ გამოაქვს კითხვების პასუხები.
Სხვა საკითხები
1. პროექტის განვითარების პროცესი
Ციკლის ხნის შესაბამისად 45-60 მუშაობის დღე, შერეკვების ციკლის მიხედვით დასრულებული დიზაინი, წარმოება და ვალდებულების შემოწმება და გაგზავნა მოთხოვნის მხარე.
2. ინსტალაცია და კომისიონირება
Აღჭურვილობა გადაეცა მოთხოვნის მხარეზე, 7-10 დღის ინსტალაციისა და კომისიონირების ციკლი.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE