Model: STSK-JT30/STSK-JT50
Გაძლევს 30/50 ტონის ჩასვლის ძალას, 1250/1500mm-ის ვარიანტი
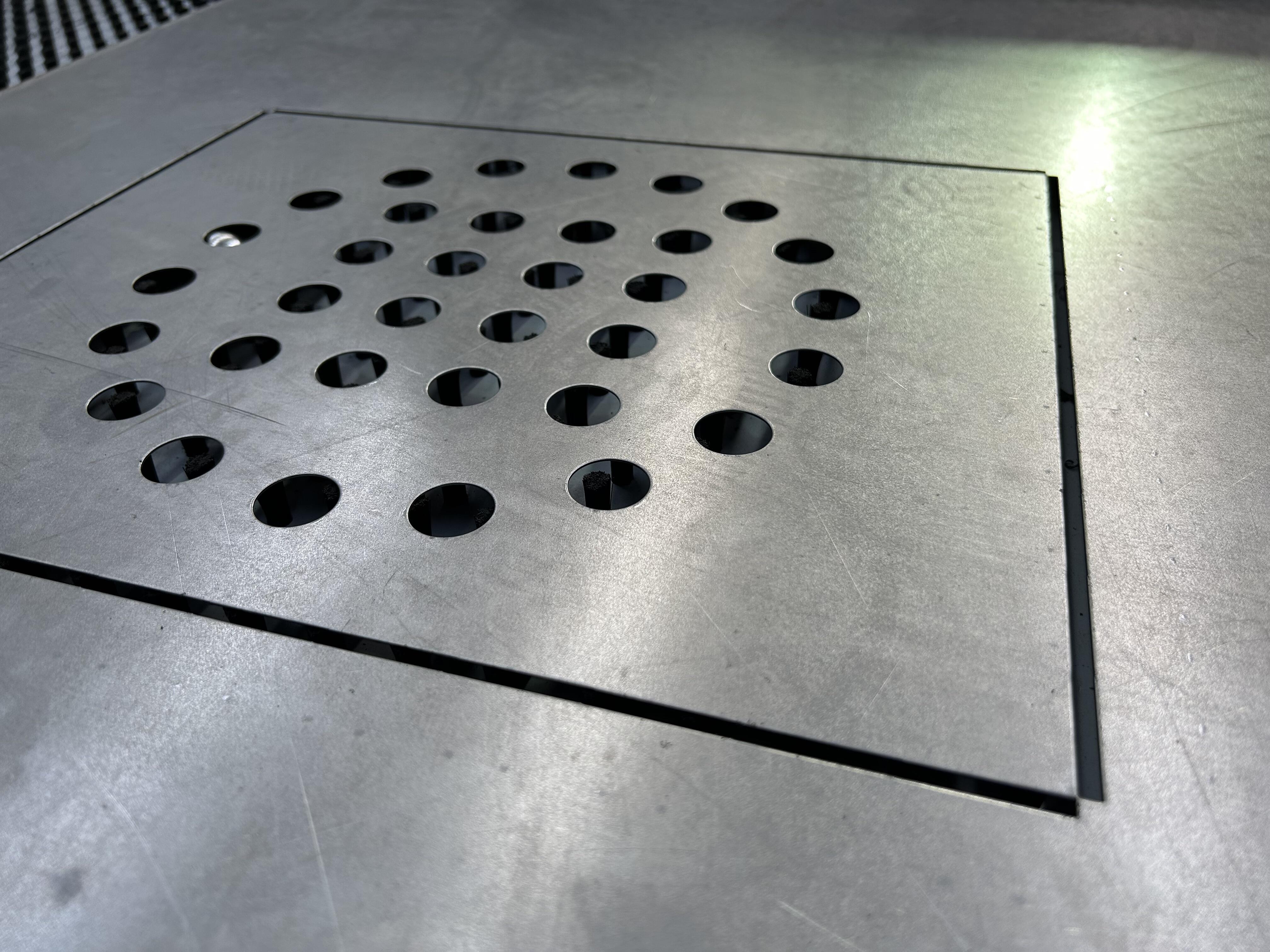
Მაქსიმალური გადაჭრის thicness: CS 3mm, MS 4mm, SS 3mm, GI 4mm, AL 6mm
FANUC სისტემა ოპციონალურია
Პრე-ვინდის ინჟინერები შეხედავენ ხარტიებს და გაკეთებენ უფასო ნაიმედის
Ინსტალირება: ინჟინერები მდებარეობით/შემდგომი online რჩევა/კლიენტები მდებარეობით სწავლა
Სამართლე მერე: 24/7 პასუხი, მოგვიანების ყველაზე მოკლე დროში მომხარებლის ადგილზე
Უსამართლო ენერგიის მომწიფეობა: მარტივად 3 kWh საათში, რაც საკმარისად შემცირებს წარმოების ხარჯებს
Ავტომატური გადაკლება რამდენიმე ფორმის თორნილოზე შემცირებს ფორმის შეცვლის დროს და გამოიყენება მასიურ პროდუქციაში
| Პარამეტრი | Ერთეული | Შენიშვნა | |
| Მოდელი | STSK-JT30/STSK-JT50 | ||
| Ჩაჭრვის ძალა | 300(30)/500(50) | KN(T) | |
| Ფრეიმის სტრუქტურა | O-ტიპის დახურული ფრეიმი | ||
| Მაქსიმალური გვერდის ზომა ერთი პოზიციაზე |
X-ღერძი 2500 Y-ღერძი 1250/1500 |
მმ | Ჩანაცვლებადი არა-სტანდარტულად |
| Მაქსიმალური ფეხის გვერდობა | 6 | მმ | Ფეხის ტიპზე დამყარებით |
| Მაქსიმალური ჩაჭრის დიამეტრი ერთ-ერთი რკალში | φ88.9 | მმ | Ჩანაცვლებადი არა-სტანდარტულად |
| Მაქსიმალური ჩაჭრის სიხშირე | 280 | hpm | |
| Მაქსიმალური ჩატვის გადაკვეთები | 280 | hpm | |
| Კონტროლის ღერძების რაოდენობა | 4(X, Y, T, C) | ცალი | |
| Die ტიპი | Გრძელი გაიდი 85 სერია საერთაშორისო სანამუშარო სტანდარტი | ||
| Ტურეტის სტაციების განაწილება | 16A, 11B, 3C, 2D (შემოკლებული სტაციები 1B, 1C) | Სტანდარტი | Ჩანაცვლებადი არა-სტანდარტულად |
| Გადამოქმედების ცილინდრი | 2 | კომპლექტი | |
| Ფიქსირების რაოდენობა | 2 | Ცალი | |
| Მაქსიმალური დამწყების სიჩქარე | X-ღერძი 90 Y-ღერძი 80 | m/Min | |
| Სამუშაო გერძის სტრუქტურა | Სახატავი ზედა ფართობი სანაგანითა და უნივერსალური ბურთით | ||
| Მაქსიმალური გორის სიჩქარე | 40 | წთ/წთ | |
| Обработки ზუსტება | ±0.1 | მმ | |
| Მაქსიმალური ტვირთის მოცულობა | 150 | Კგ | |
| Ენერგიის მთლიანი მოხმარება | 3 | Კვ | |
| Ჰაერის წყაროს დანაწილება | 0.55 | MPa | |
| Ელექტროენერგიის მიწოდება | 380±5% | V | |
| Საერთო ზომა | 5000/5500×5200×2100 | მმ |

Ფარდის სტენდი |

Შუტერი |

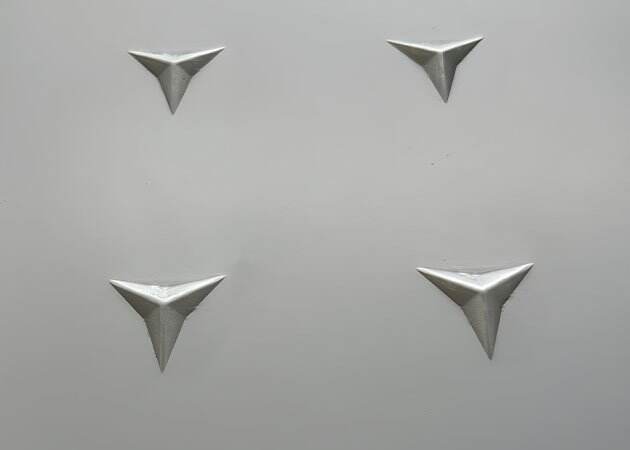
Გასაშლელი |

Ხიდი |
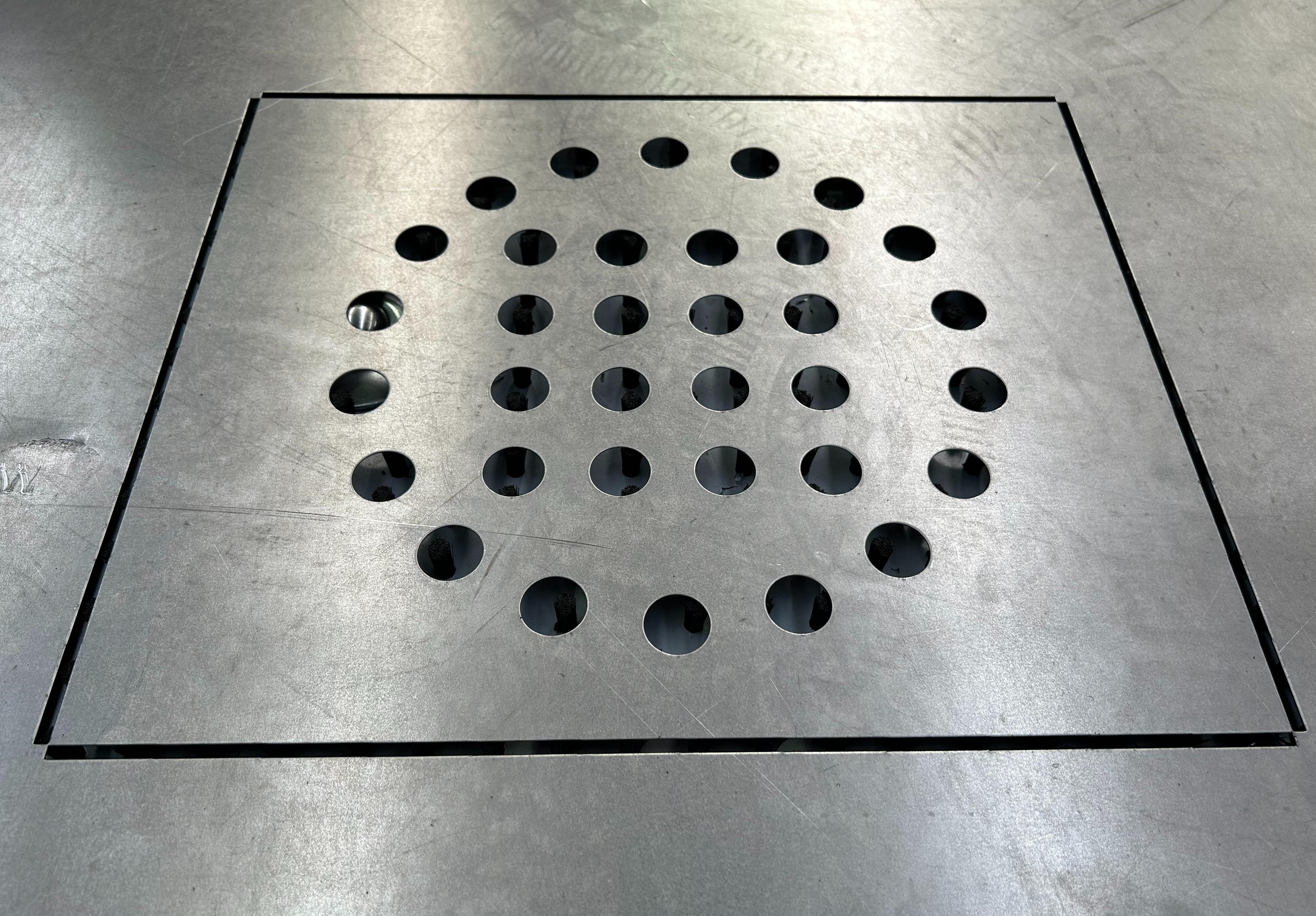
Ბურთების გაჭრივა |
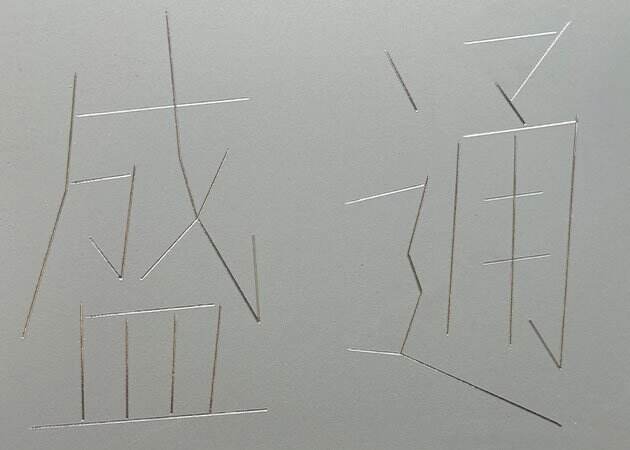
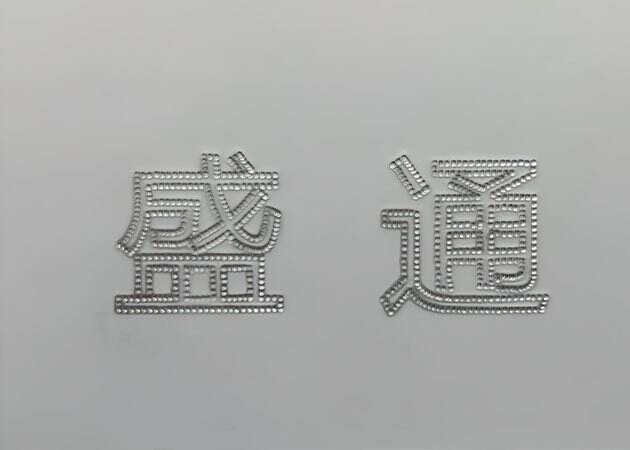
Მარკირება |
Ჭამვის ღერობა |
Გადება |
| Ბურთი |  |
O-ტიპის დახურული ინტეგრალური სველი ფრეიმი სპეციალურად servo punch press-ისთვის. ჰოლისტიკური სველი სტრუქტურა, სტრესის გამოსახურება ტემპერირების მეთოდით- მენტი. დაკავშირებული მაღალი განწყობა და მაღალი ტონაჟი უზრუნველყოფს მაღალ მწკრივობას ხანდახანით, გაიზარდება მაशინის სერვისის პერიოდი და იнструმენტების მდებარეობა, ასევე გაიზარდება პოზიციონირების ზუსტობა, მართვა და გამძლევა. |
| Მართვის რეჟიმი |  |
Მექანიკური გადაცემა, ძირითავი მოტორის მიერ მოტორი გადაადგილებს ფლივილური როტაციას, გამოყენების ფლივილური ინერცია ჩამოჭრისას, ჩამოჭრის კონტროლი შესრულებულია კლუჩის მიერ, მარტივი სტრუქტურა, დაბალი პროდუქტის ღირებულება, стабильное მოქმედება, მარტივი და სახელმწიფო მართვა. |
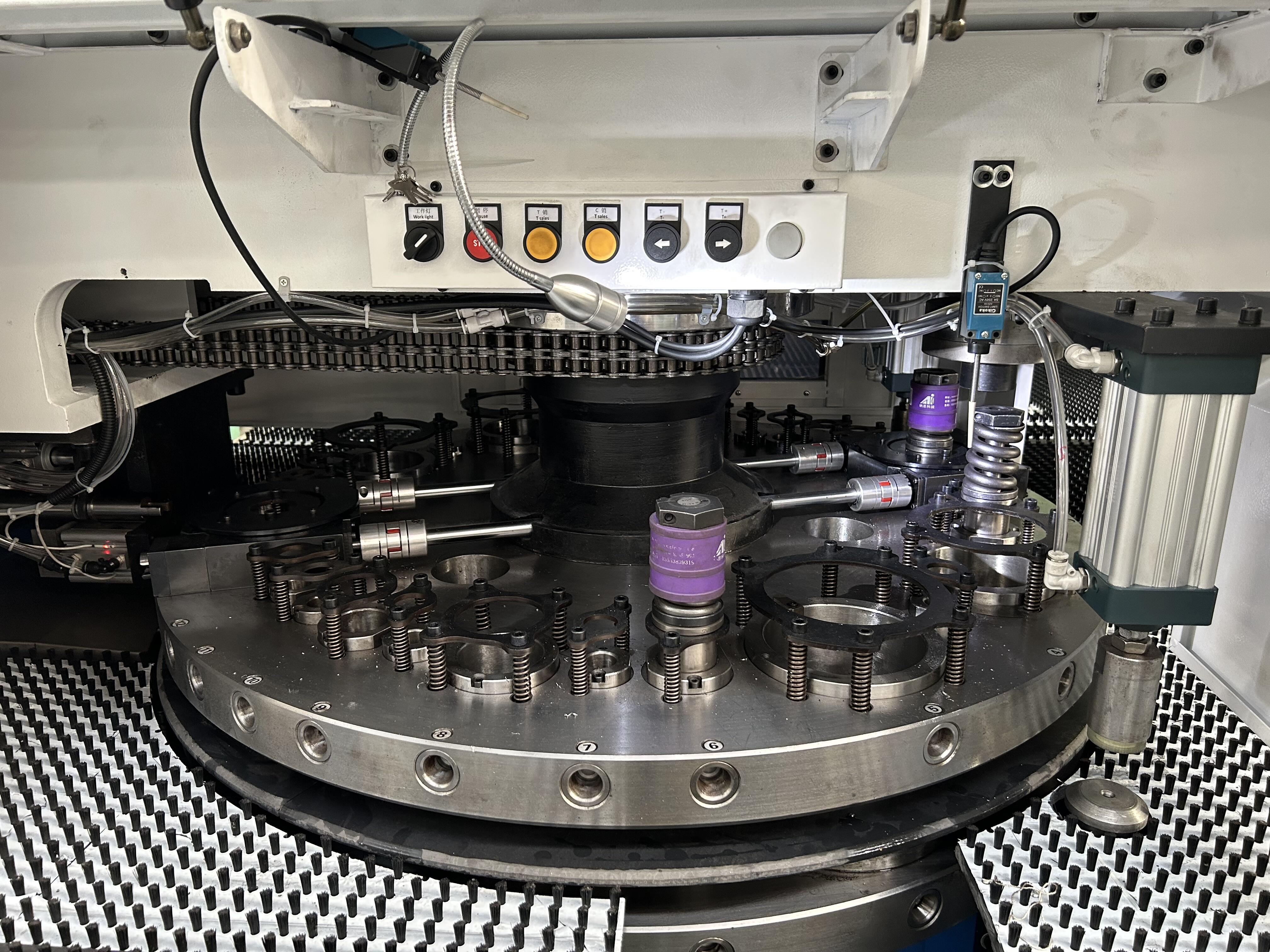
| Სრულად ავტომატური ინდექსირებული სტაცია | 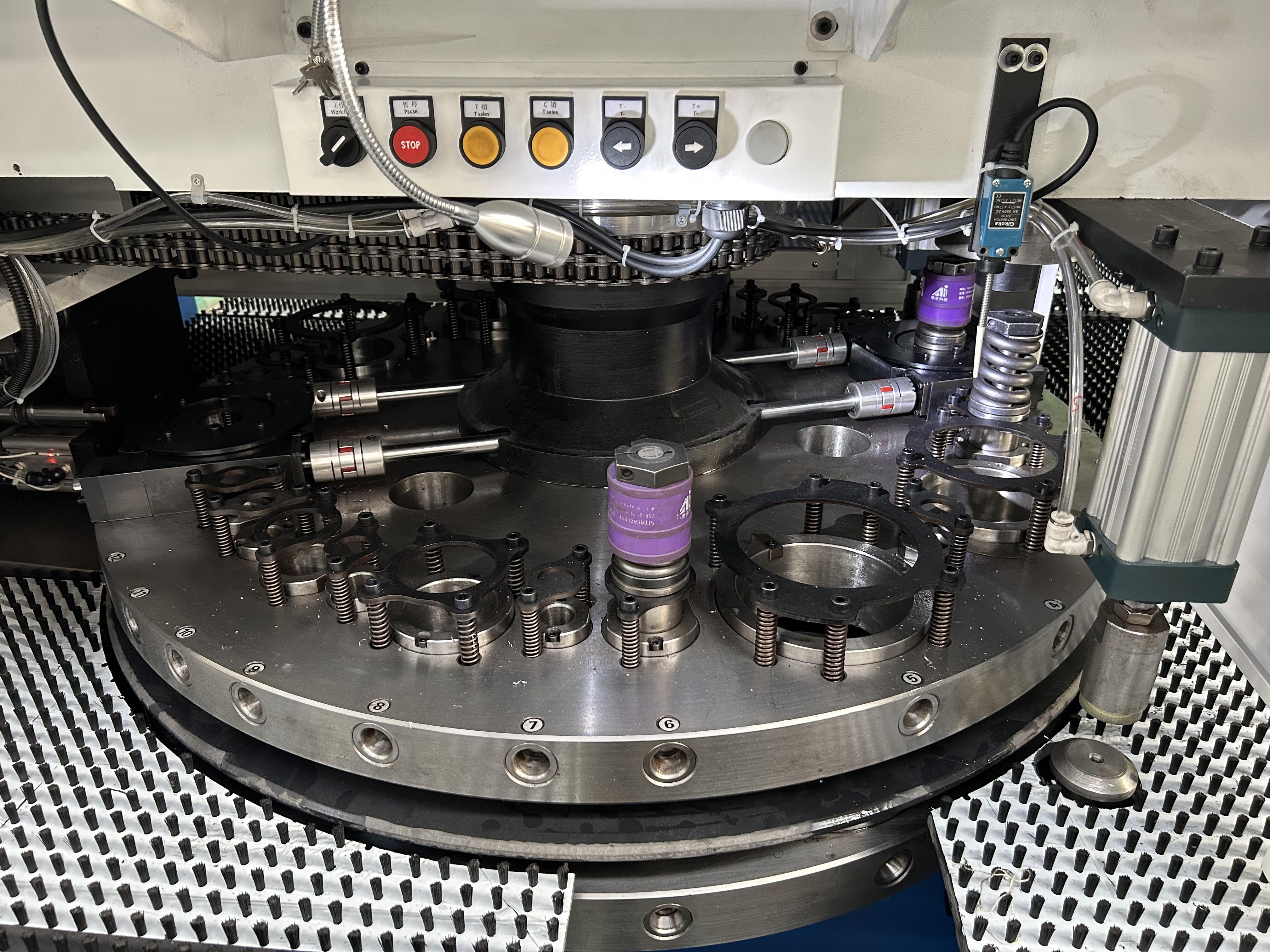 |
Უნიკალური გვერდის გარდაქმნის სტრუქტურა, რომელიც უზრუნველყოფს პოზიტიური და ნეგატიური ორი მიმართულების სწორებას ერთიანი შემოსავალი სინქრონული ტყე გადამისამართვა უზრუნველყოფს სინქრონიზაციას შორის მაღალი და ქვემოთ. |
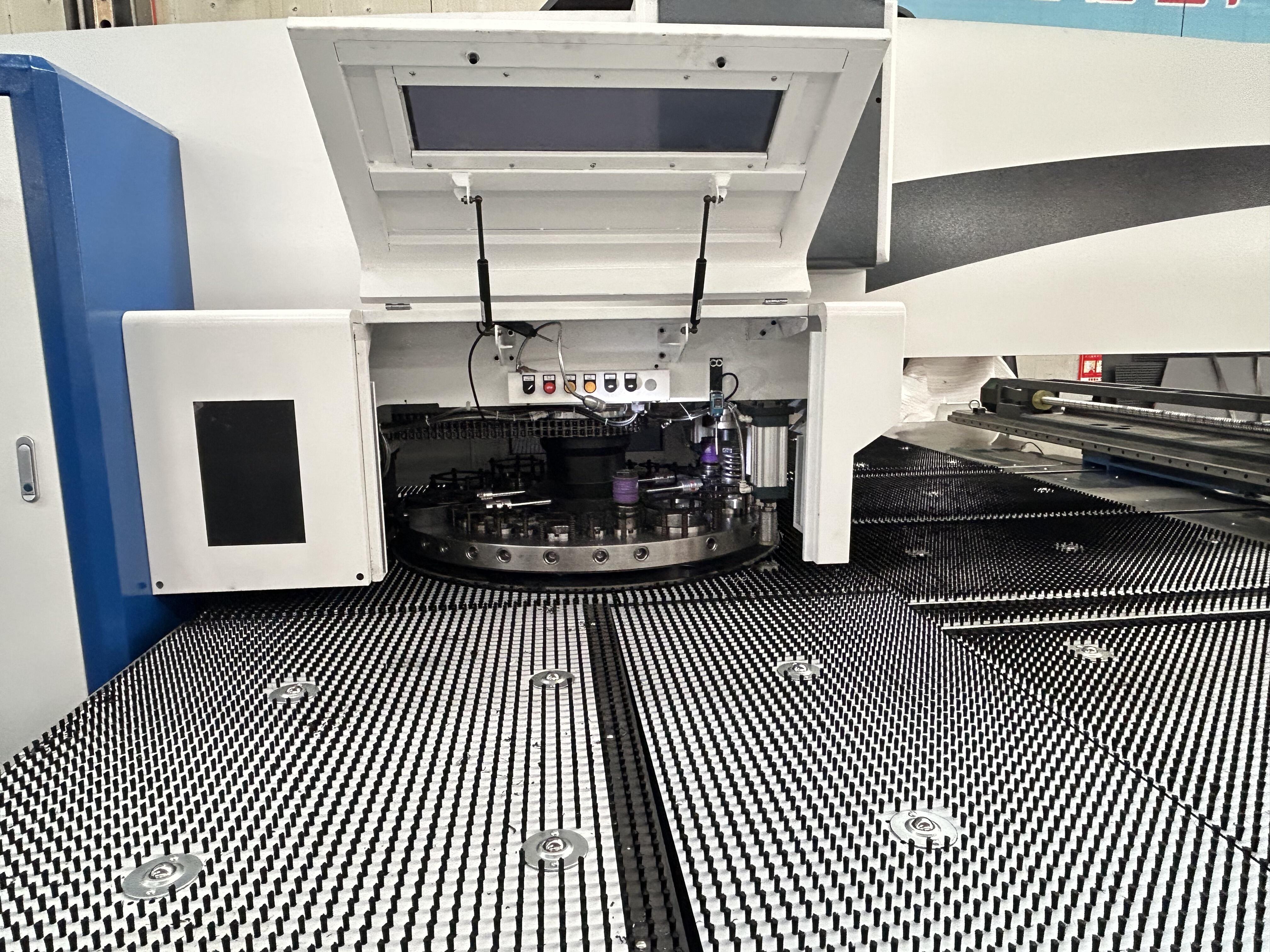
| Სამუშაო მაგიდა | 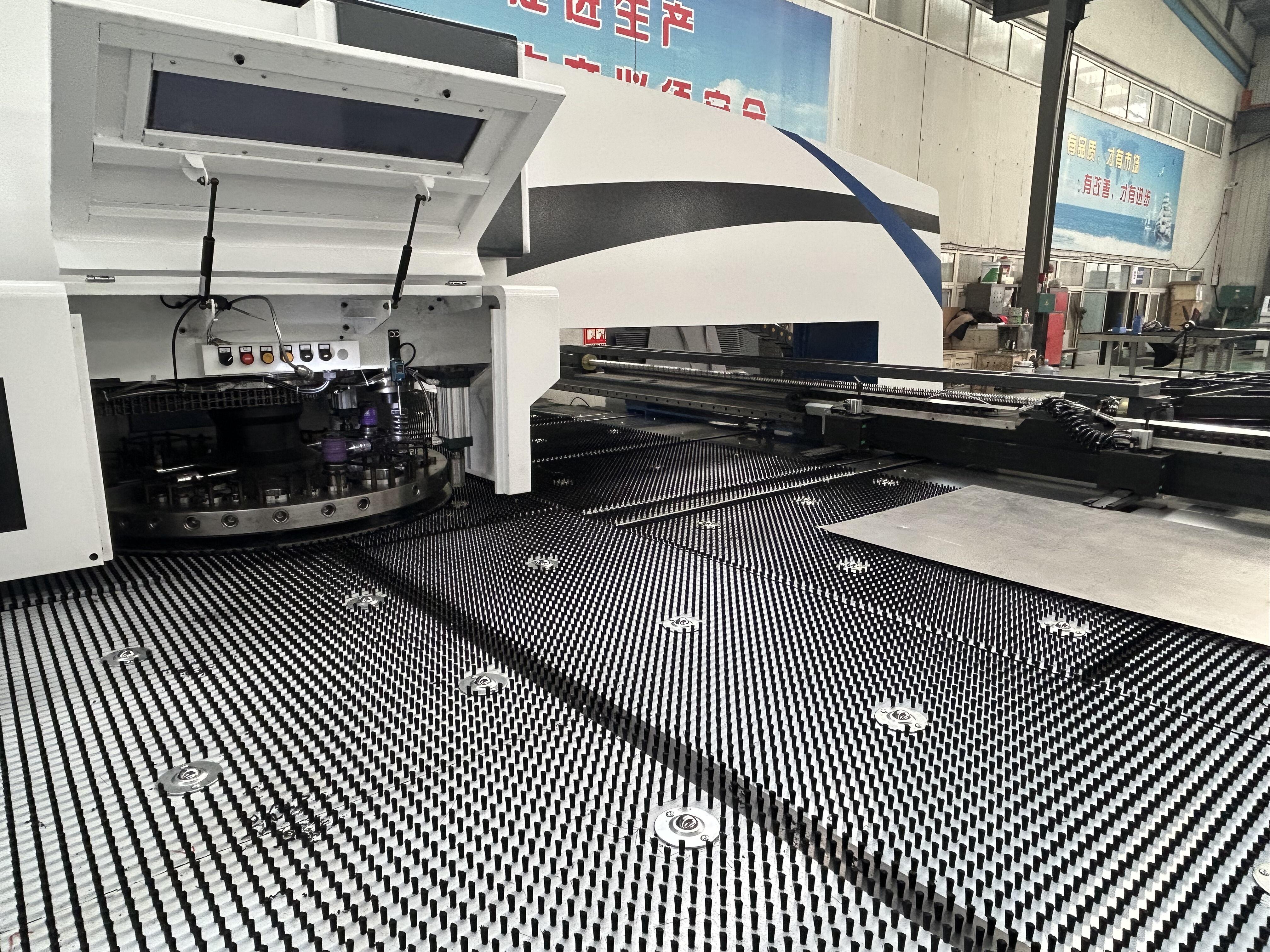 |
Სამუშაო მაგიდის ზედაპირი მყარი ფუნჯი და ფოლადის ბურთი, რათა შეამციროს ხმაური, ხოლო მუშაობა და დაცვა ზედაპირი ფირფიტა. Უხერხული სამუშაო მაგიდის დიზაინი შეჯახების თავიდან ასაცილებლად ლამინატის მოძრაობის დროს. გახურვადი ცხენი დიზაინი, პირველი მომაგვარე ფორმა ავტომატურად გახურვა- საკონტროლო სისტემა, მარტივი ინსტრუმენტების შეცვლა. ალუმინი სართულო დიზაინი, გარე ალუმინის სართული, დაცული არის სამუშაო ცხენის ზღვარი აბრასიდან. გარე ჩატვირთვა დახმარებითი როლი, საშუალებაც აძლევს ლაგის ჩატვირთვას. |
| Ლევიტირებადი პნევმატიკური კლამპები |  |
Პნევმატიკური ლევიტირებადი კლამპები წარმოადგენ ლაგის გარდაქმნას. თვით-დაცულობა ფუნქცია არ აკეთებს გადარტყავის დედადებას ლედი. კლამპი ავტომატურად გადადგენს, როდესაც ფიქსირებს თაბლოს, რაც საშუალებას ძალებს თაბლოს კლამპისთვის. ავტომატური გამოტანა, როდესაც კლამპი დაბრუნდება. |
| Ტურეტი და ინსტრუმენტები |  |
Სიზუსტით აღმოაჩენილი გადაწყვეტილი რკალი ჩასასმენად ტურეტზე, დიდი მაशინის ცენტრი წყვილებში გადამუშავებული pro- ცეს საერთაშორისო სტანდარტის მიხედვით იაპონეთის AMADA გრძელი რკალის ინსტრუმენტი, განსაზღვრული. |
| Მომზადების სისტემა | 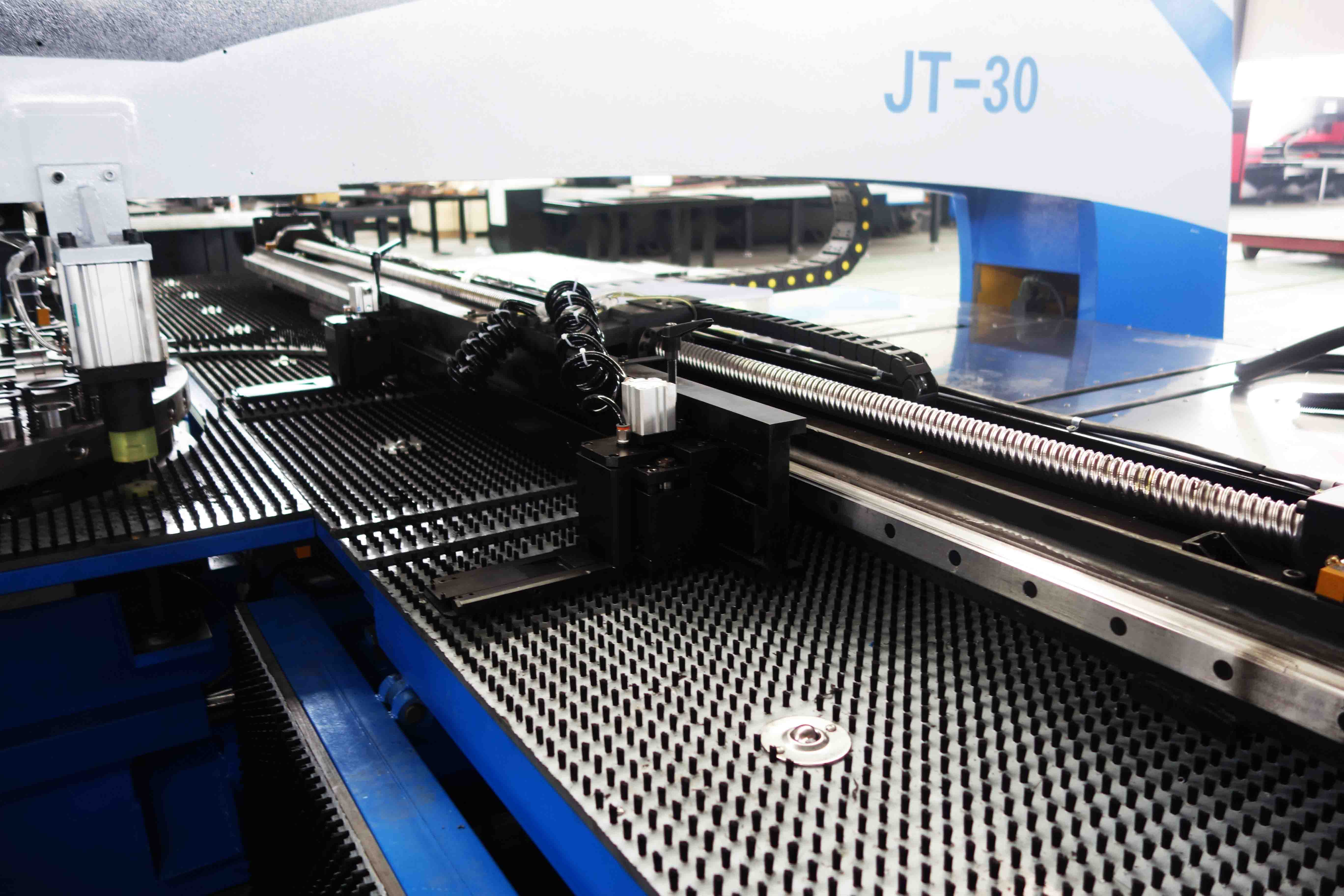 |
Მაღალ სიზუსტით მომავალი: X, Y ღერძების რკალები და ლედ სქრუები ინტეგრირებულია, რათა დარწმუნებული იყოს მასალის სწორი მართვა. ჟიდების კლამპები გაუმჯობეს стабილურობას. |
| Ტყევი სისტემა | 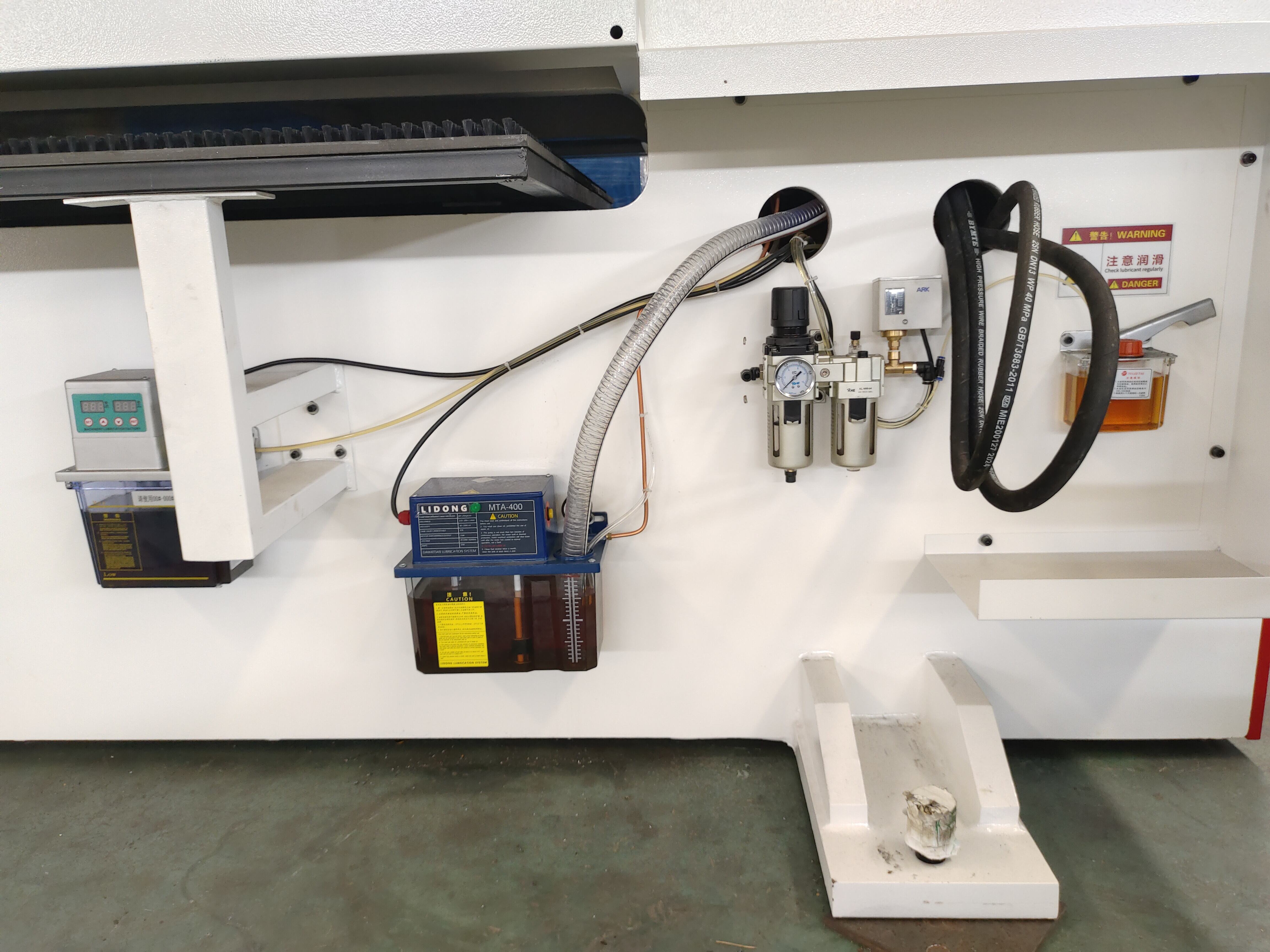 |
Მრავალწერტილი ავტომატური ხაჭღვა გარანტირებს საკმარის ხაჭღვას, რაც შემცირებს გასწვრივებას. |



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE