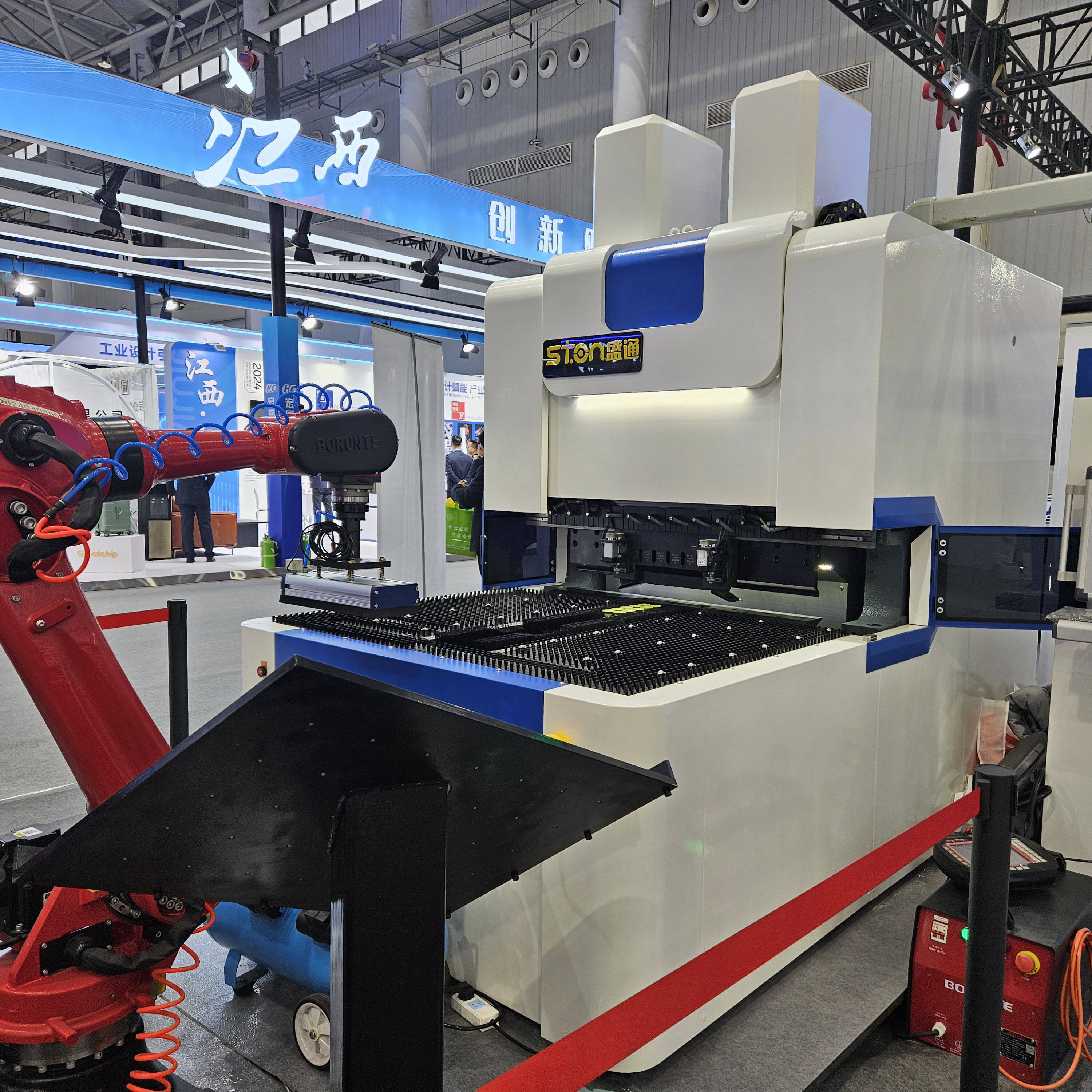
Მოდელი:STON-A1,B1
Მაქსიმალური გაბრუნების სიგრძე: 1000~1400 მმ
Მაქსიმალური გაბრუნების thicнness: SS 1.2 მმ, CRS 2.0 მმ, AL 2.5 მმ, CS 1.2 მმ
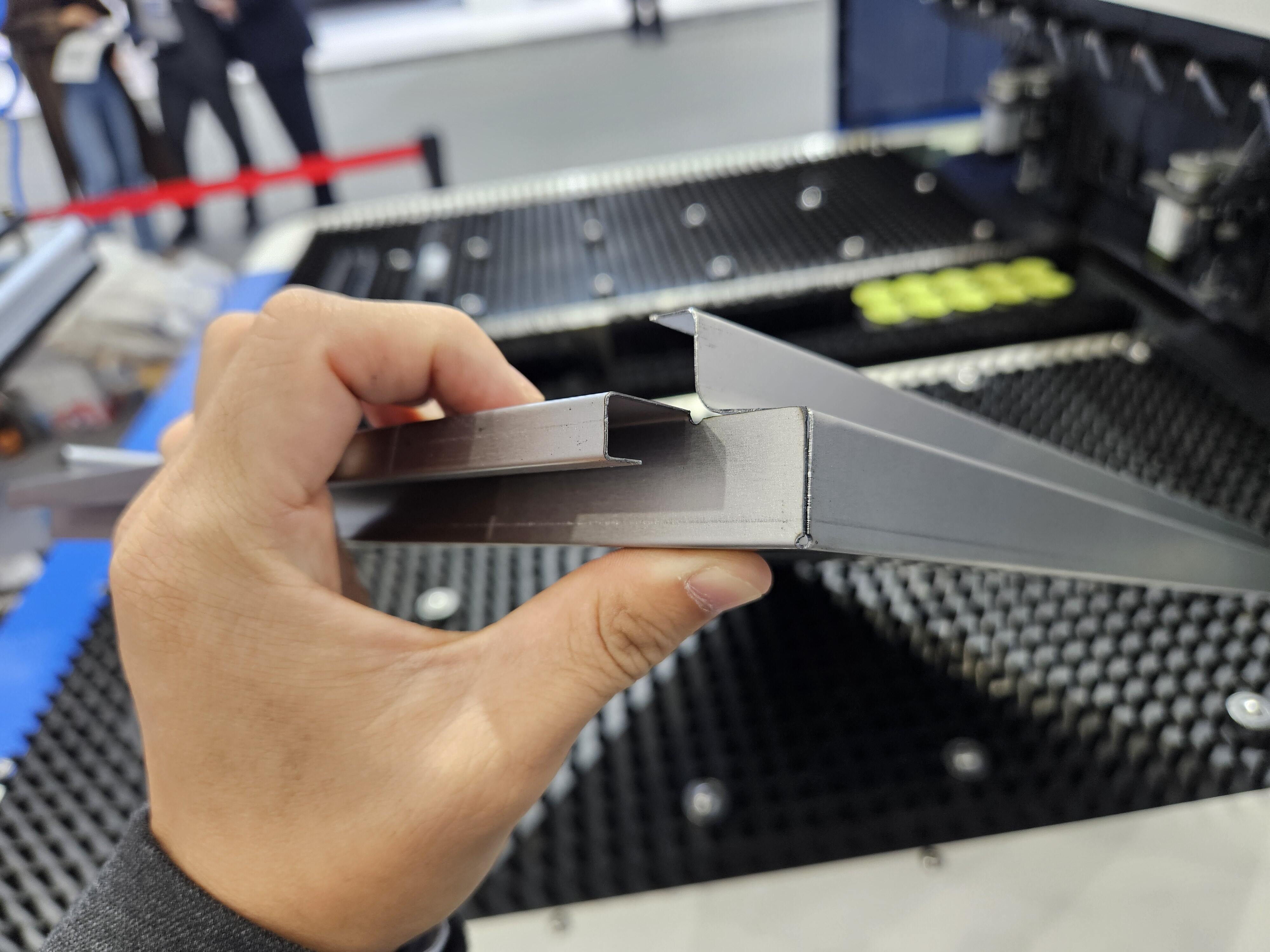
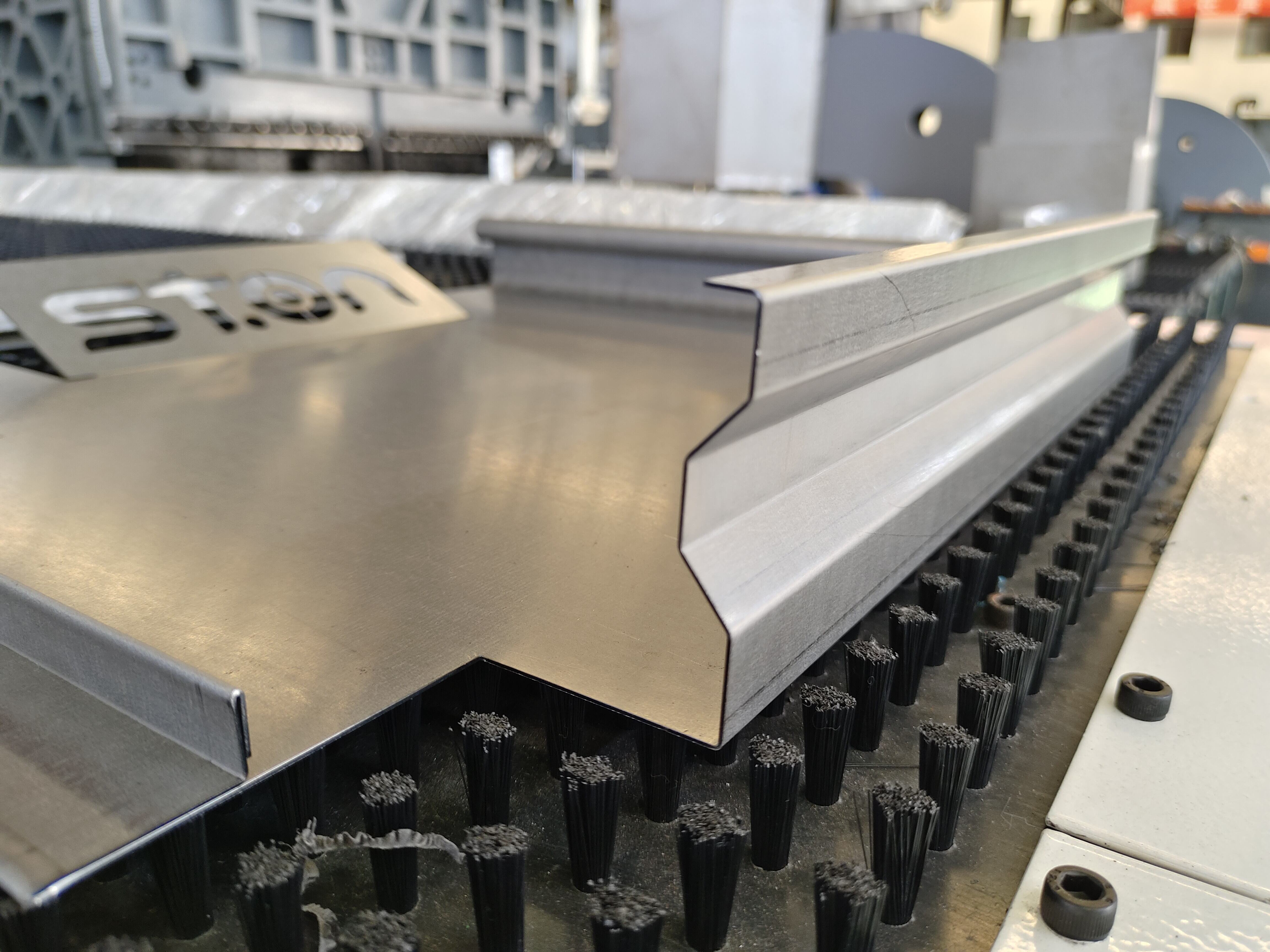
1. რკალის გამრუდება: მინიმალური რადიუსი 6 მმ, გამოიყენება დეკორატიული ნაწილებისთვის ან რკალის ფორმის სტრუქტურებისთვის (მაგალითად, მანქანის ბუმპერის ბრაჭები)
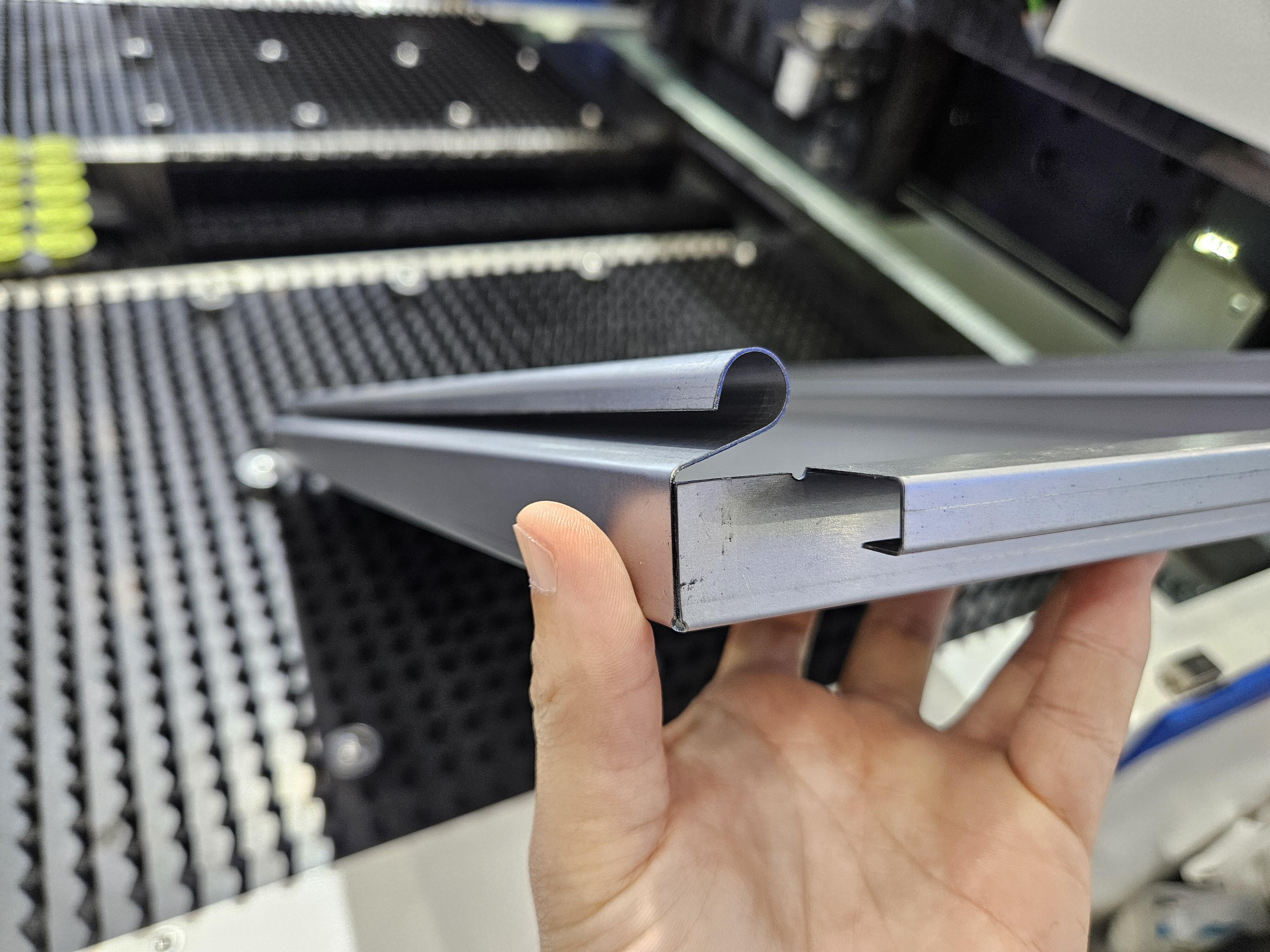
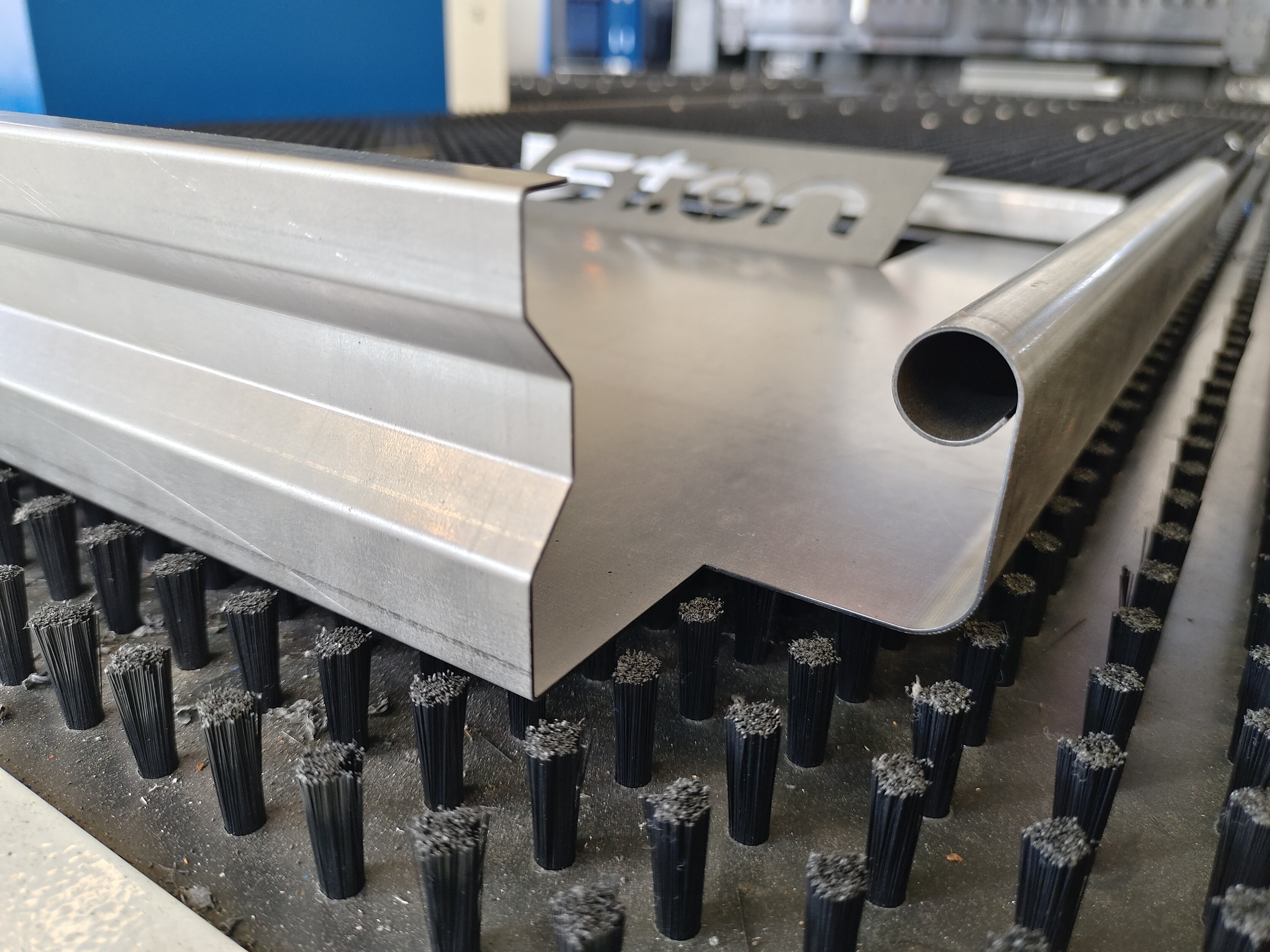
2. შეკრული ზღვის გამრუდება: გამრუდების კუთხე ახლოს 180°-ს, გამოიყენება ყუთის დასასრულებლად სტრუქტურაში (მაგალითად, რძის ტანკები სტainless სტილის)
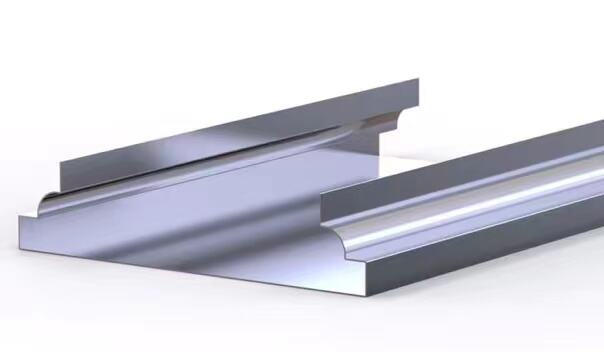
3. მრავალეტაპი გამრუდება: რამდენიმე გამრუდების პროცესი (მაგალითად, "Z" ტიპისა და "U" ტიპის გამრუდება) დასრულებულია ერთხელ პროგრამის მართვით, რათა შემცირდეს ფეროების გადატანის რაოდენობა
Ინსტალირება: ინჟინერები მდებარეობით/შემდგომი online რჩევა/კლიენტები მდებარეობით სწავლა
Ეფექტივობა 260%-ით უმეტესია, ვიდრე تقليსი გამრგვალების მაशინები, რაც ეkvივალენტურია 6 press brake-ს
|
STON-A1 |
STON-B1 |
|
|
Გაზომვა (ს×ს×ს) |
2800×1500×2800mm |
3400×2000×2800mm |
|
Მოწოდების მეთოდი |
Ვაკუუმის შეტანა |
Ვაკუუმის შეტანა |
|
Მაქსიმალური გადახრის სიჩქარე |
0.2s/მახვილი |
0.2s/მახვილი |
|
Მაქს. გაბრუნების სიგრძე (მმ) |
1000×1000 |
1400×1250 |
|
Მაქს. გაბრუნების სიgi(მმ) |
170 |
170 |
|
Მინ. გაბრუნების სიგანე (მმ) |
0.15 |
0.15 |
|
Მინ. ოთხგვარი ფორმირების ზომა (მმ) |
140×140 |
160×190 |
|
Ერთგვარი ფორმირება |
140MM |
160მმ |
|
Მაქს. გაღდების thicnkness (მმ) |
Უკვეშვის მეტალი 1.2 Სტირლინგის პლატო 2.5 Ალუმინის პლატო 2.5 |
Რეზის მარცველი 1.5 Სტირლინგის პლატო 2.5 ალუმინის პლატო 2.5 |
 |
 |
 |
 |
Მრავალეტაპიური გამრგვალება |
Არკის გამრგვალება |
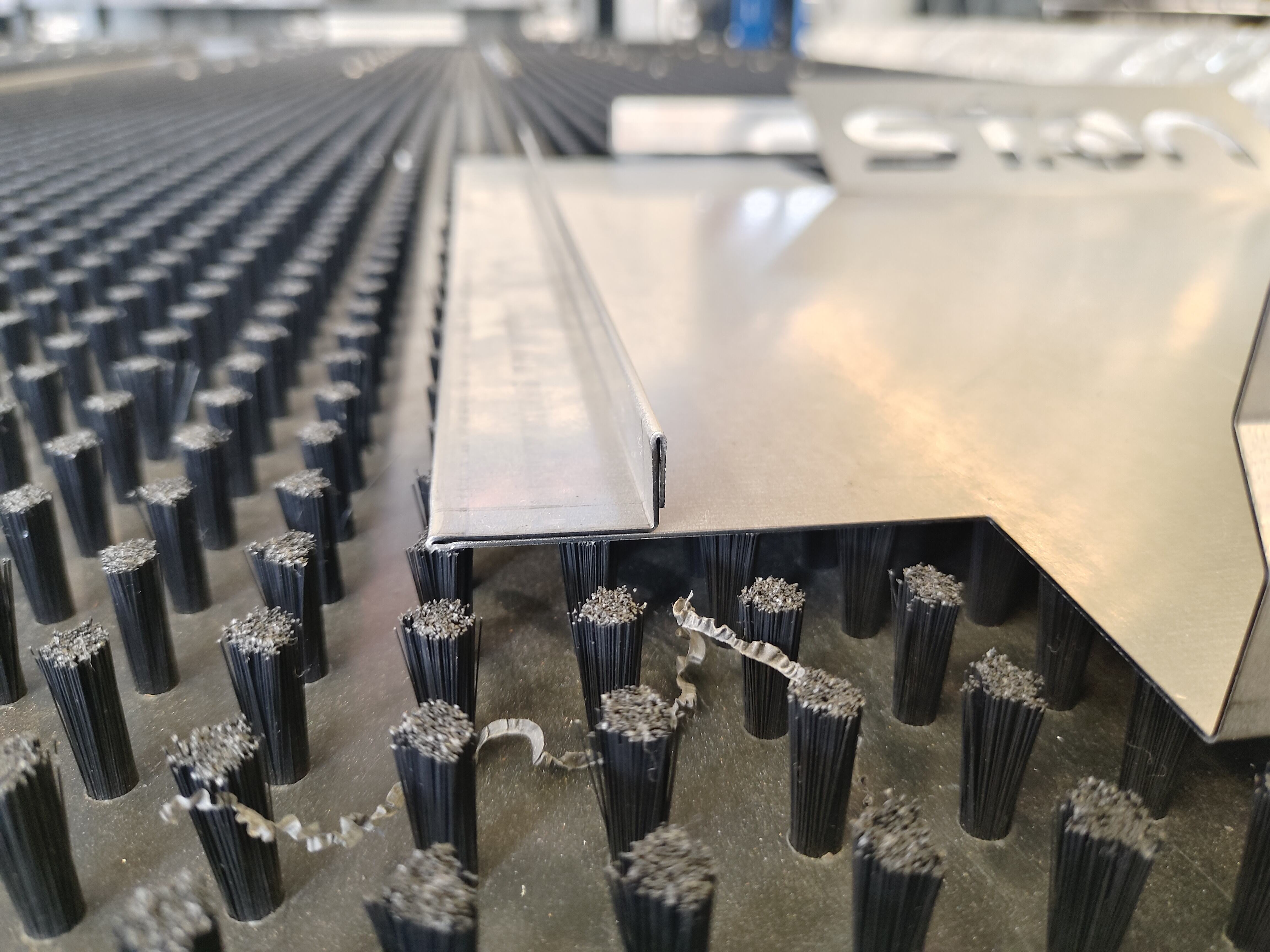 Გამრგვალება დედებით |
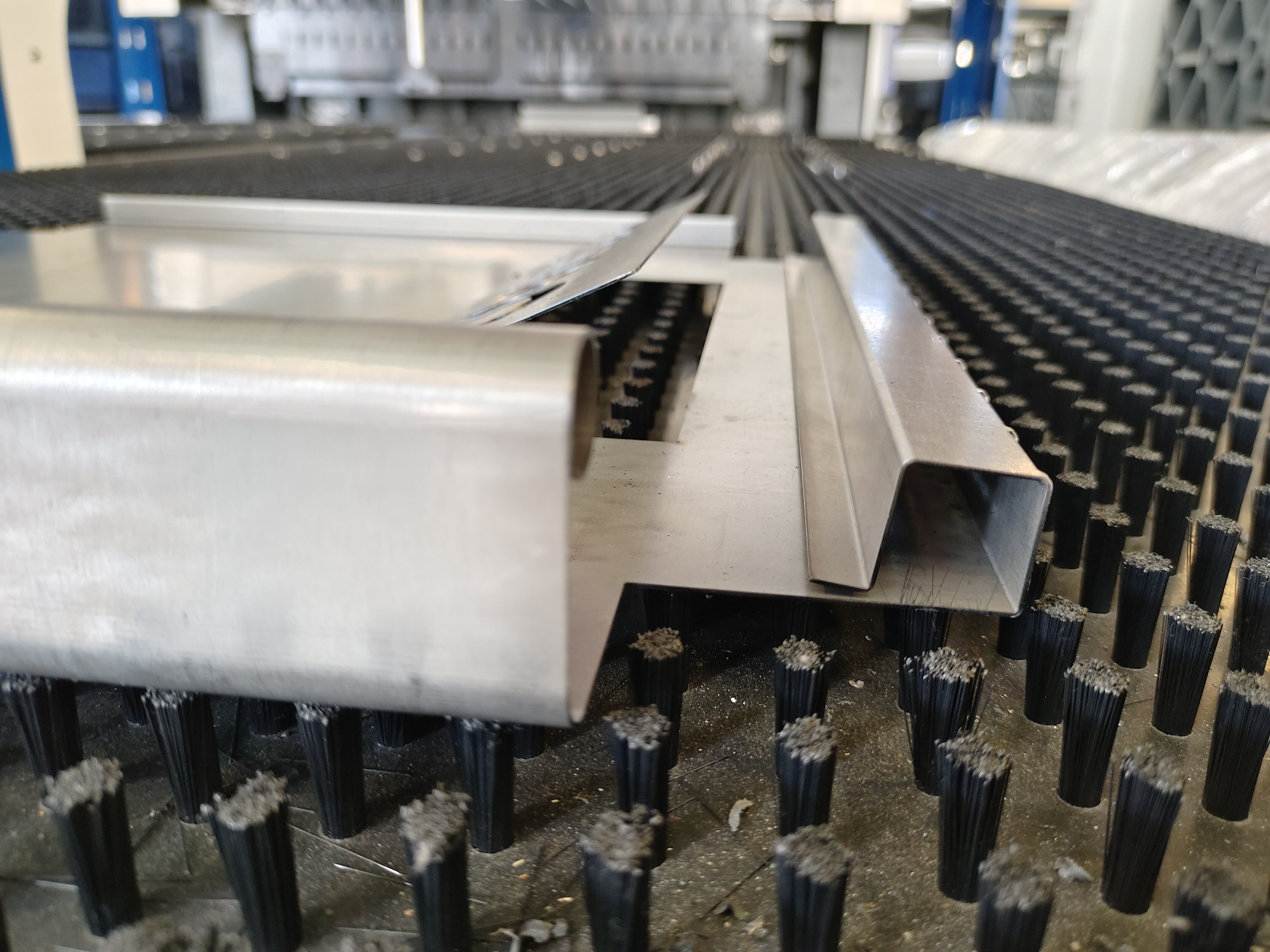
Დახურვის სტრუქტურა |
| Ლითოგრაფიული მანქანის სახლი |  |
Ქარის ნაწილები გამოსვლის შემდეგ გამოკვევის ტრეთმენტის გამოყენებას იღებენ, რათა სრულად გამოაგზავნონ შიგთავის სტრესი სრული მართვის წინ, რათა დარწმუნდეს, რომ ისინი შეძლებენ გამოიყენონ გრძელად გარკვეული დრო გარეშე დეფორმაციის და დარწმუნონ საერთო ზუსტის მუდმივობა. |
| Გაიდის რეილი, სკრევი და ბერინგები |  |
Გამოიყენება დიამეტრულად დიდი გრინდინგ საფარის სკრუები განსხვავებული ტიპის მოწყობილობების მუშაობის მიხედვით. ერთად გამოიყენება იაპონეთიდან იმპორტირებული NSK / NACHI ბერინგები, რომლებიც განსაზღვრულია უფრო დიდი ტვირთის მუშაობისა და გადაცემის ზუსტის მიმართ. გამოყენებულია გამავრცელებული როლერის გაიდის სლაიდერი, რომელიც განსაზღვრულია მაღალი ანტი-ნოსტი მუშაობისთვის და ძალიან დიდი ტვირთის მუშაობისთვის. ის შეძლებს ეფექტურად გაუმჯობეს მოწყობილობის მუშაობის მუდმივობას და გაუგრძელებს მოწყობილობის მოგვარავების დრო. |
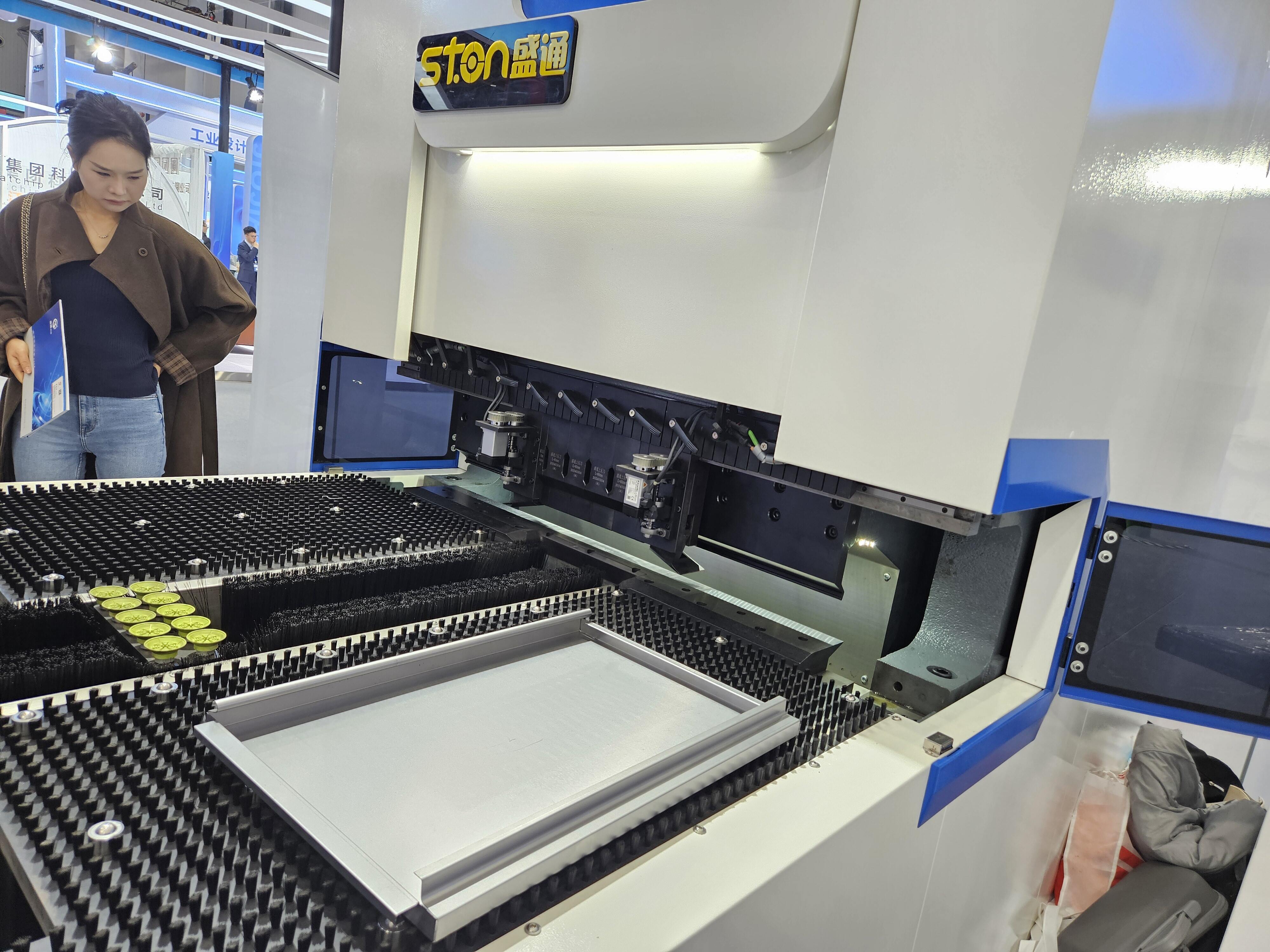
| Შეწოვის ჭიქა | 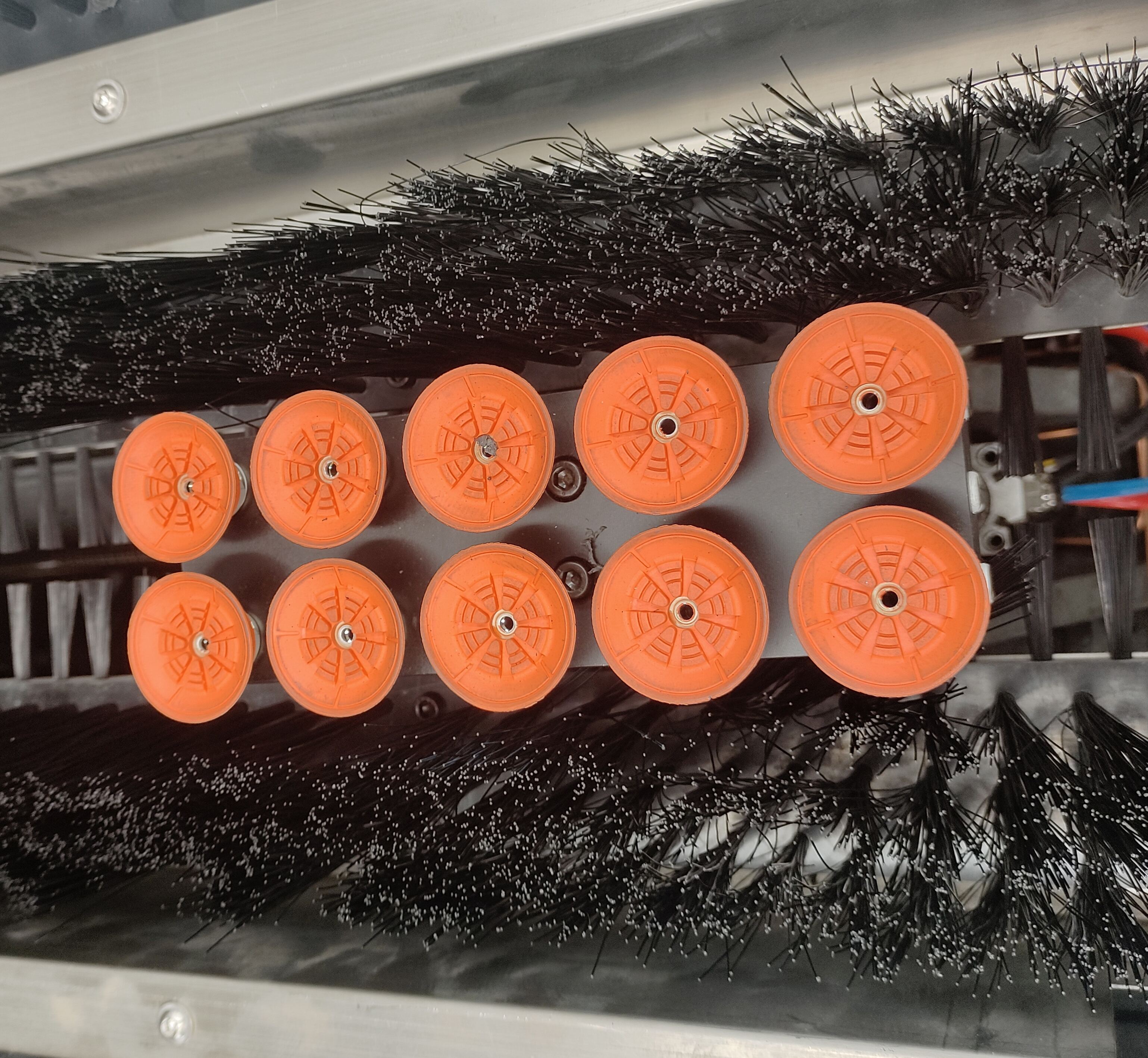 |
Ვაკუუმის გროვების სისტემა STON Panel Bender-ში მრავალწერივი ჩათვალვას იყენებს განსხვავებულ ზოლის ზომების დამალათად გროვებისთვის, რათა დაუზუსტოდ დასახელოს. სისტემა დინამიურად რეგულირებს წნევას, რათა პრევენცია გადახრისა და გარდაქმნის გამომწვევა განსხვავებულ მასალებში. |
| UPPER/LOWER წნევის ხაჭოები და გაბრუნების ხაჭოები |  |
Გამოშვებულია 42CrMo სარკვევის მასალიდან, რომელიც გამოცდილია მძიმე და ზ })). |
| Კონტროლის სისტემა | 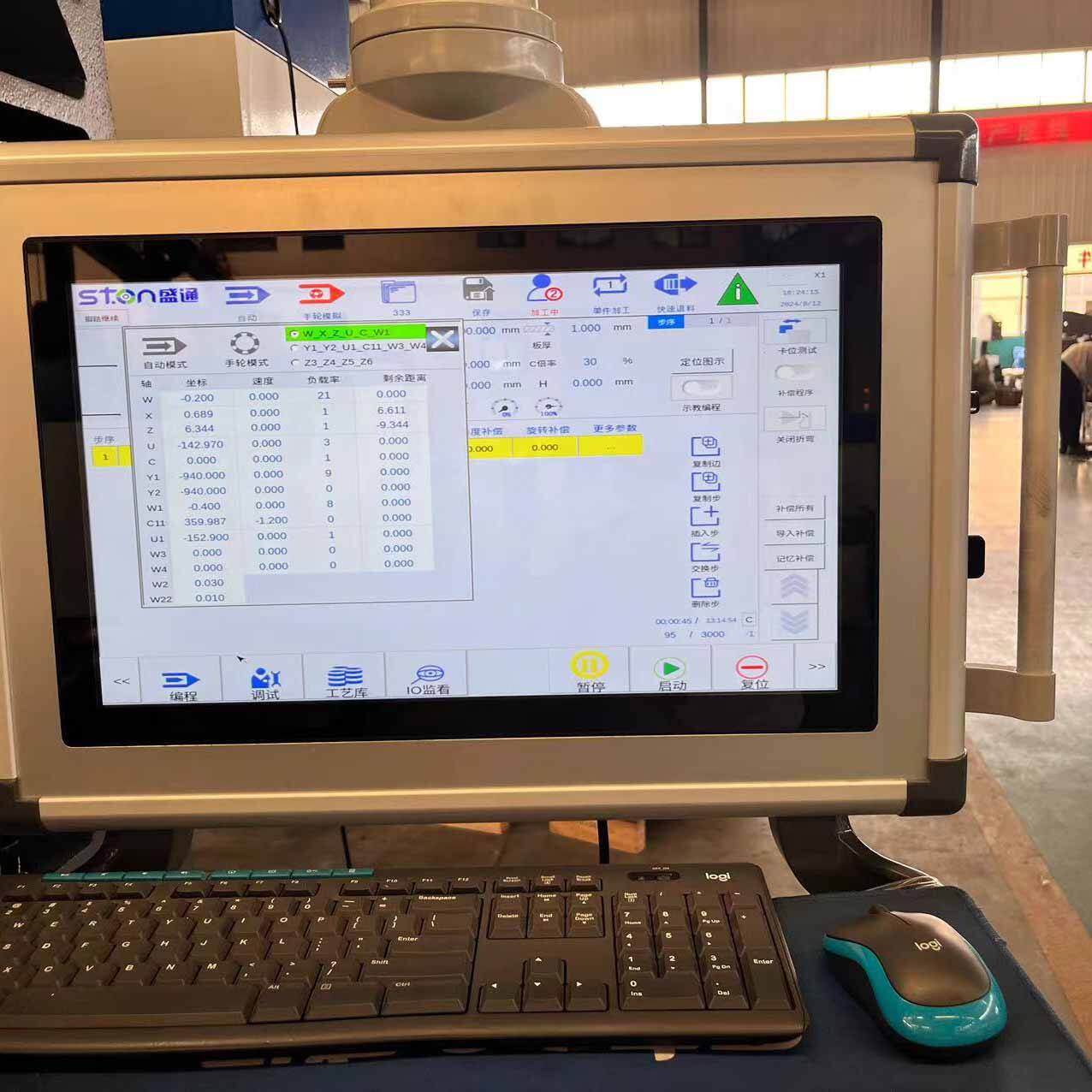 |
Გამოყენებულია იმპორტული ელექტრო-სერვო დახურული წიკლის კონტროლის სისტემა, რომელიც უზრუნველყოფს მაქსიმუმ 25 ღერძის ერთდროულ ლინკაჟს, რათა ნამდვილად განხორციელდეს მრავალღერძიანი ერთდროული ლინკაჟი, გლადი გამრუდების მოქმედება და მექანიკური მოქმედების მაღალი კოორდინაცია. კონტროლის სისტემა შეიცავს შეერთებელ პორტებს სანაგადო მოწყობილობებისა და მანიპულატორის სათვის, რათა მომხმარებლები შეძლონ შეერთება განსხვავებული მარკის მანიპულატორებთან და სანაგადო მოწყობილობებთან თავიანთი საჭიროების მიხედვით. |
| Სერვო მოტორსი |  |
Არჩევანი იმპორტული/ქალაქური სერვო-მოტორები ნამდვილად გამრუდების ტორქისა და განსხვავებული მომხმარებლის საჭიროების მიხედვით. სერვო-მოტორის სიგნალი გადაი전ება ბუსის მეშვეობით, და კონტროლის სისტემა გამოიყენება დახურული წიკლის კონტროლისთვის. ეს უზრუნველყოფს სიგნალის გადაცემის ნამდვილად მიმდინარე დეტექტირებას, რათა არ დაკარგდეს სიგნალები და არ განხორციელდეს გადაცემა განაგრძელების გარეშე. |
| Ელექტრონული კომპონენტები |  |
Იმპორტული ელექტრო აპარატების გამოყენება სისტემის კონტროლის სტაბილობის გარანტია; ელექტრო კაბინეტი აღარიანებულია ქართული ბრენდის ჰავა-კონდიციონერით, რომელიც გამოიწვევს ელექტრო კაბინეტში გამოსავლილ სითხელს. |
| UNIQUE DISTURBANCE COMPENSATION DESIGN |  |
Უნიკალური ზმნის კომპენსაციის დიზაინი გამოიყენება განსხვავებული სიგრძის, განსხვავებული ლარის thicness-ისა და განსხვავებული მასალების გარკვეული კუთხისა და გამრავლების კომპენსაციის პრობლემების ამოხსნისთვის, რათა ეფექტურად კონტროლირდეს მუშაობის კუთხისა და გამრავლების ტოლერანცია მინიმალურ დიაპაზონში. |
| Ხელის რუდი |  |
Ეს დიზაინი ხდის უფრო საშუალებას მახვილის პოზიციის და დაზუსტების ტესტირების გამოსაცდელად. გარემოს და ინსტრუმენტების შავდარბაზე გამოწვევის შემდეგ სისტემის კონტროლში, რაც შეამცირებს განკუთვნილებას გამჭრის ტესტირების პროცესში. |
| Ლუბრიფაციის სისტემა | 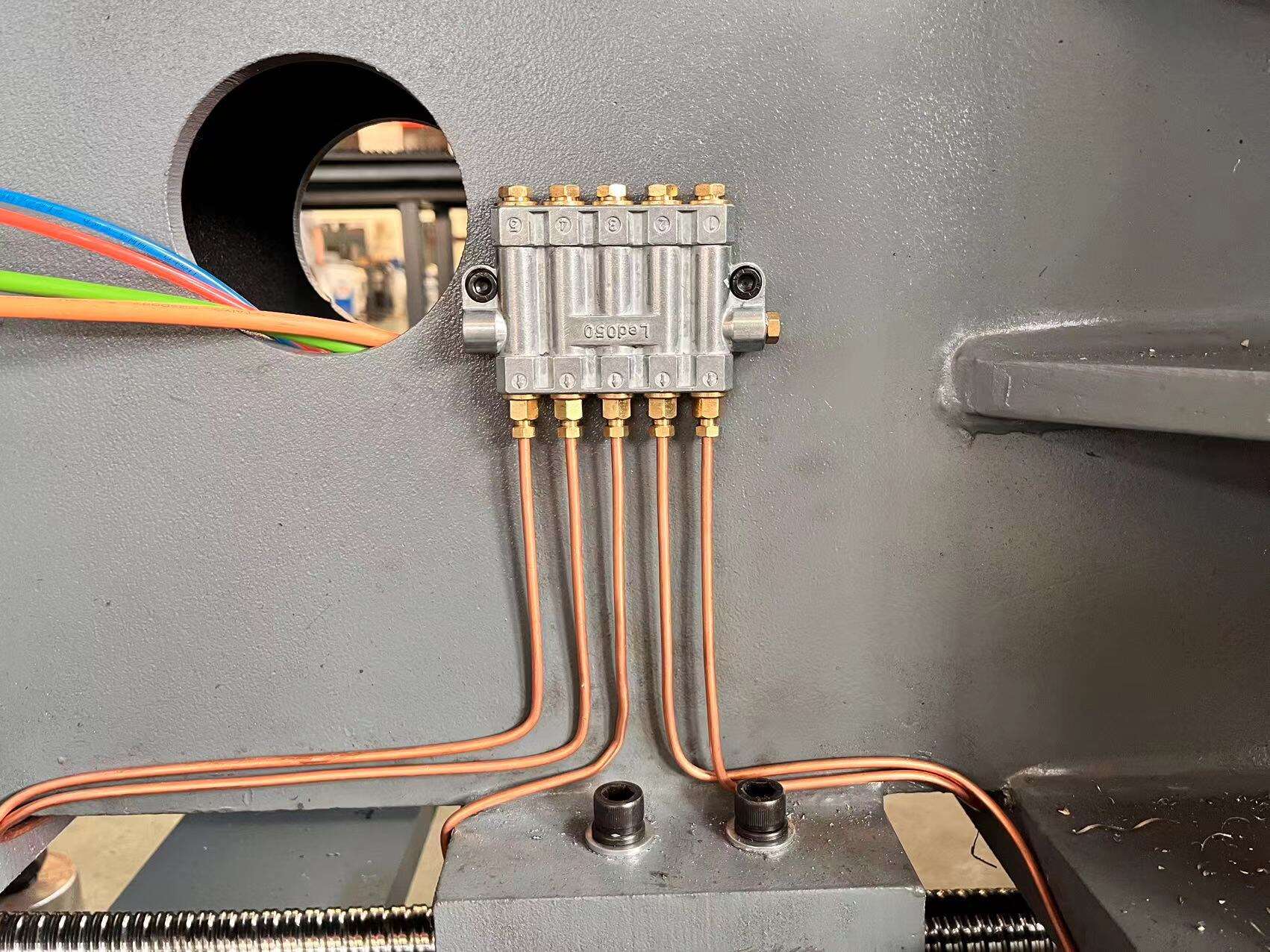 |
Ავტომატური ლუბრიფიკაციის სისტემა გაუზარდება, რომ მოძრაობის ნაწილები აღარ ნახეთ დროში ლუბრიფიცირებული, პრევენცია სკრუს როდის და გაიდეს როლერის არასაჭირო ზარის და ლუბრიფიკაციის გამო და გაიზარდება სკრუს როდის და გაიდის რეილის სამუშაო გარემო. Პლასტმასის ტუბების მიმართ სხვა მომწიფეების გამოყენების შედარებით, ჩვენს მოწყობილობაში გამოვიყენებთ მედი ლუბრიფიკაციის ტუბებს, რომლებიც გაუქმებენ პლასტმასის ტუბის გავრცელებას და გადახრას. |
| GRATING RULER DETECTION | 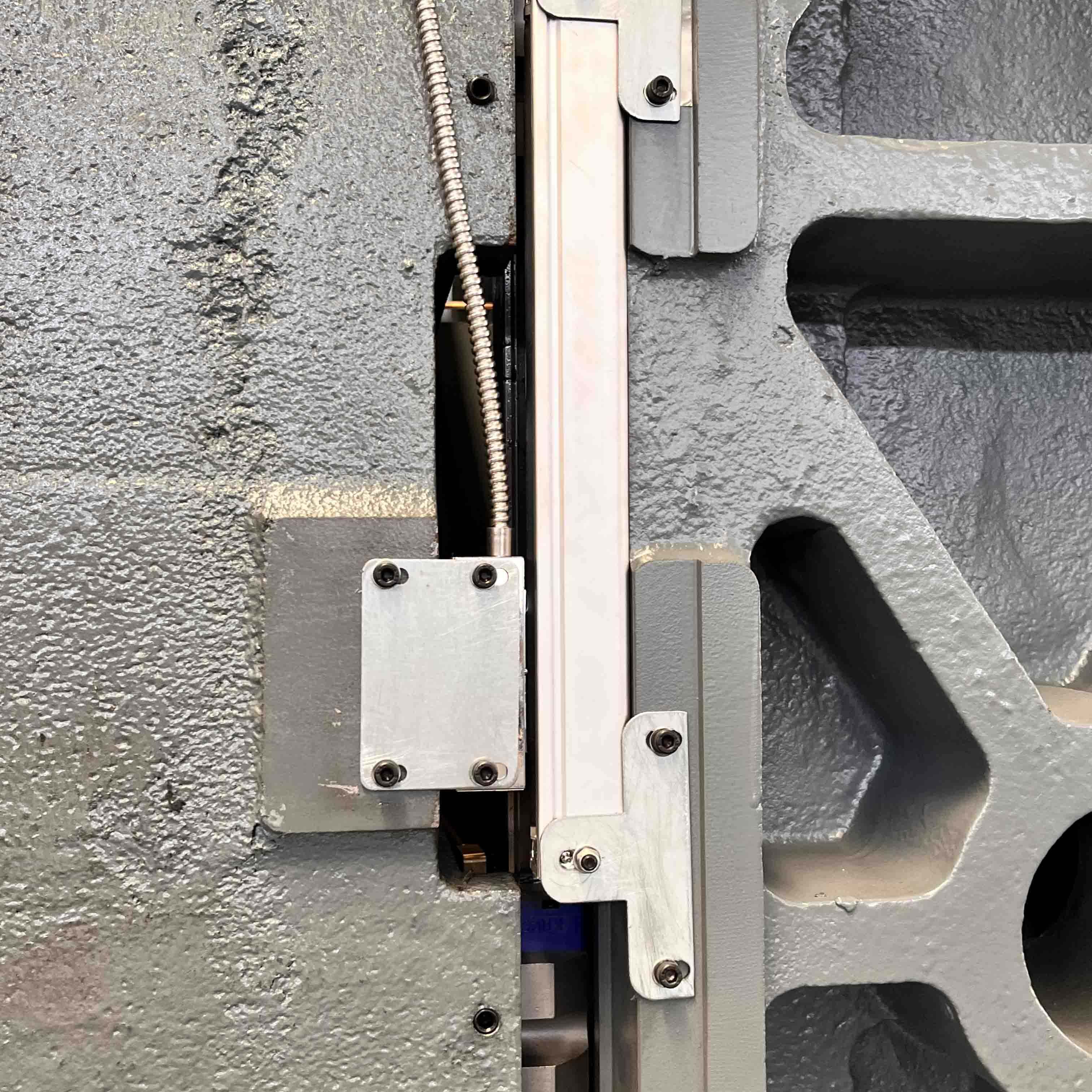 |
Გადახრის ტოლერანციის დეტექტირების სისტემა, რომელიც ეფექტურად დაცვის მაशინას/მუშაობას და შეამცირებს მუშაობის განახლებას. |
| BLANK HOLDER(OPTIONAL) |  |
Გრავიტაციური ჰინჯის მახვილების მიმართულების შედარებით, რომლებსაც სხვა კომპანიები ხშირად იყენებენ, Shengtong-ის მანქანები ელექტრონული კონტროლის ჰინჯის მახვილებს იყენებენ, რაც ძალიან შეამცირებს მუშაობის ნაწილებზე მიღებული დაზავ Gaussiani მახვილების მოხვედრისა და გამოტანისას. |
| HORN BLANK HOLDER (OPTIONAL) | 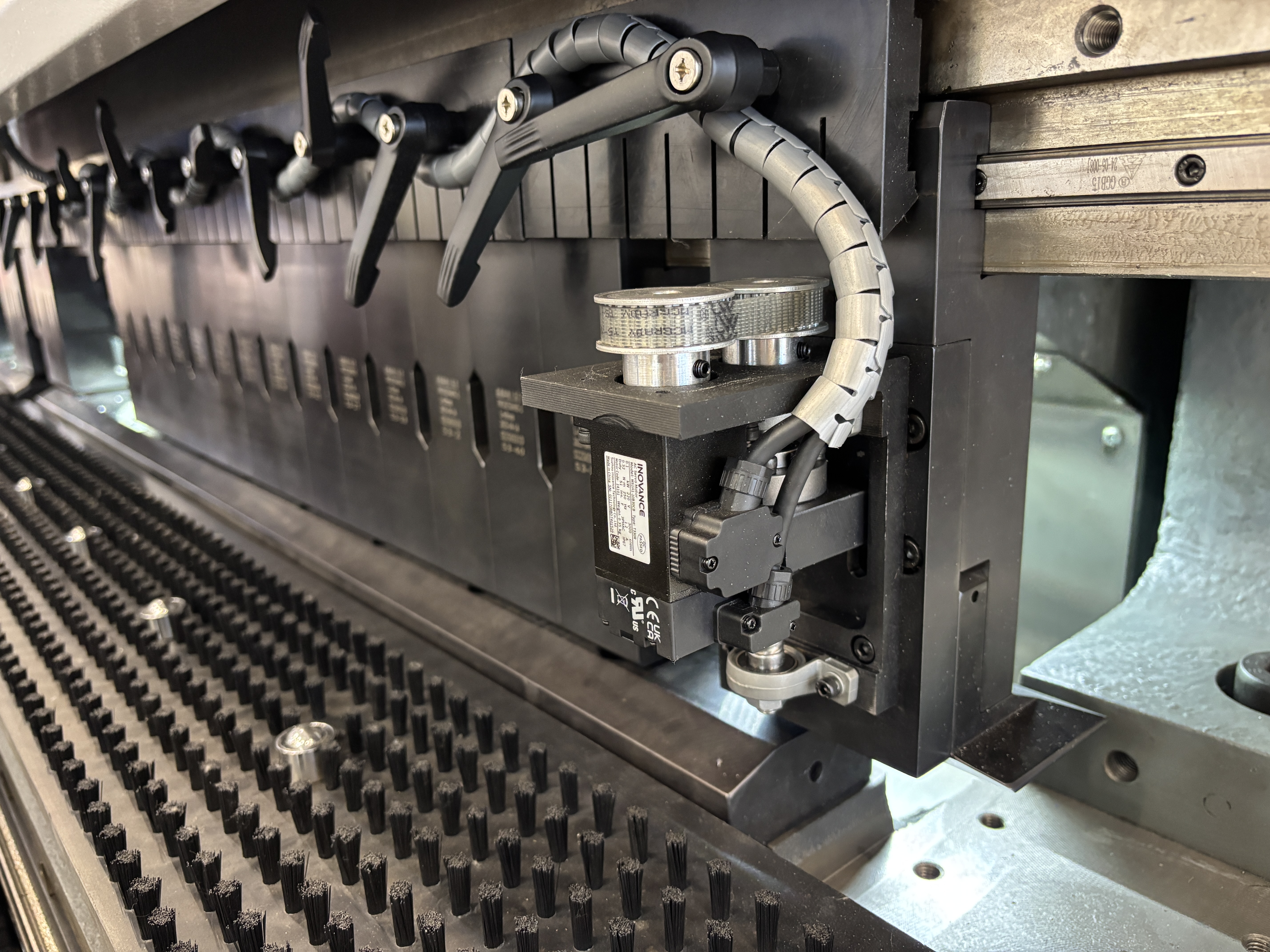 |
Საბრალო ხარისხები შეიძლება გამოიყენონ სართული გახრის პროცესებისთვის, რომ შეაკავებინ განსხვავებულ გახრის მოთხოვნებს. |
| C ღერძი მაღალი/ქვემო (ოპციონალური) |  |
Იმ შემთხვევაში, როცა ნაწილებს სჭირდება ქვემოთ გადაკუმის გაკეთება, C ღერძი შეიძლება ერთად იყოს U ღერძთან, რათა აღარაფერის ნაწილები, ეფექტურად აvertებს ნაწილების ზ pornoს დამარცხებას გამოსაღებად. |
1. WHETHER YOU ARE A TRADING COMPANY OR MANUFACTURER?
Ჩვენ ვართ ფაბრიკა, ამიტომ ჩვენ გვაქვს კონკურენტული ფასი და ჩვენ გვაქვს თავად გარეული საგარეო კომერციის გუნდი, ამიტომ ჩვენ ასევე გვაქვს ყურადღებითი სერვისი.
2. რა არის საშუალო წარმოების ვადა?
Სანიმუშოებისთვის წინაპროცედური დრო არის 약 7 დღე. მასიური წარმოებისთვის წინაპროცედური დრო არის 45-60 დღე გასაკეთებლად ინახავის გადახდის შემდეგ.
3. შენ ხარ ODM თუ OEM ფაბრიკა?
YES, ჩვენ ვართ ODM, შეგიძლიათ გვგზავნოთ თქვენი მოთხოვნები და ჩვენ შეგიძლიათ დიზაინი გაქვთ თქვენთვის.
4. როგორი გადახდის მეთოდები არის შესაძლებლობა?
Განთის ხდება ჩვენს ბანკოს ანგარიშზე, Western Union-ში ან PayPal-ში: 30% წინადადება, 70%-ი ბლანკის B/ლის კოპიის წინაპარით.
5. გაძლიერებთ უცხო მაღაზიებში შემდეგ ყიდვის მომსახურებას და მოწყობილების და კომისიონირების მომსახურებას?
Კი, შეგვიძლია. აპარატის გამოსავლის შემდეგ მომხმარებლის ადგილზე, კომპანია გაგზავნის სამუშაო პირს, რომელიც შესრულებს მოწყობილობას და კომისიონირებას, ასევე განათლებას მოწყობილების მომსახურებაში, სანამ მათ შეუძლია თავისი მიერ მოწყობილობა.
6. რა შეიძლება თქვენგანთან ყიდვა?
CNC Turret Punch Press, CNC გამრუდების მაशინი, Fiber Laser Cutting Machine, გამრუდების ავტომატიზაცია, Flexible Manufacturing System, Panel Bender და ფეროლის ავტომატური წარმოების ხაზები.
7. როგორი მომსახურებები შეგვიძლია გთავაზოთ?
Მიღების პირობები: FOB, CFR, CIF, EXW;
Მიღების ვალუტა: USD, EUR; RMB
Მიღების ტიპი: T/T, L/C;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE