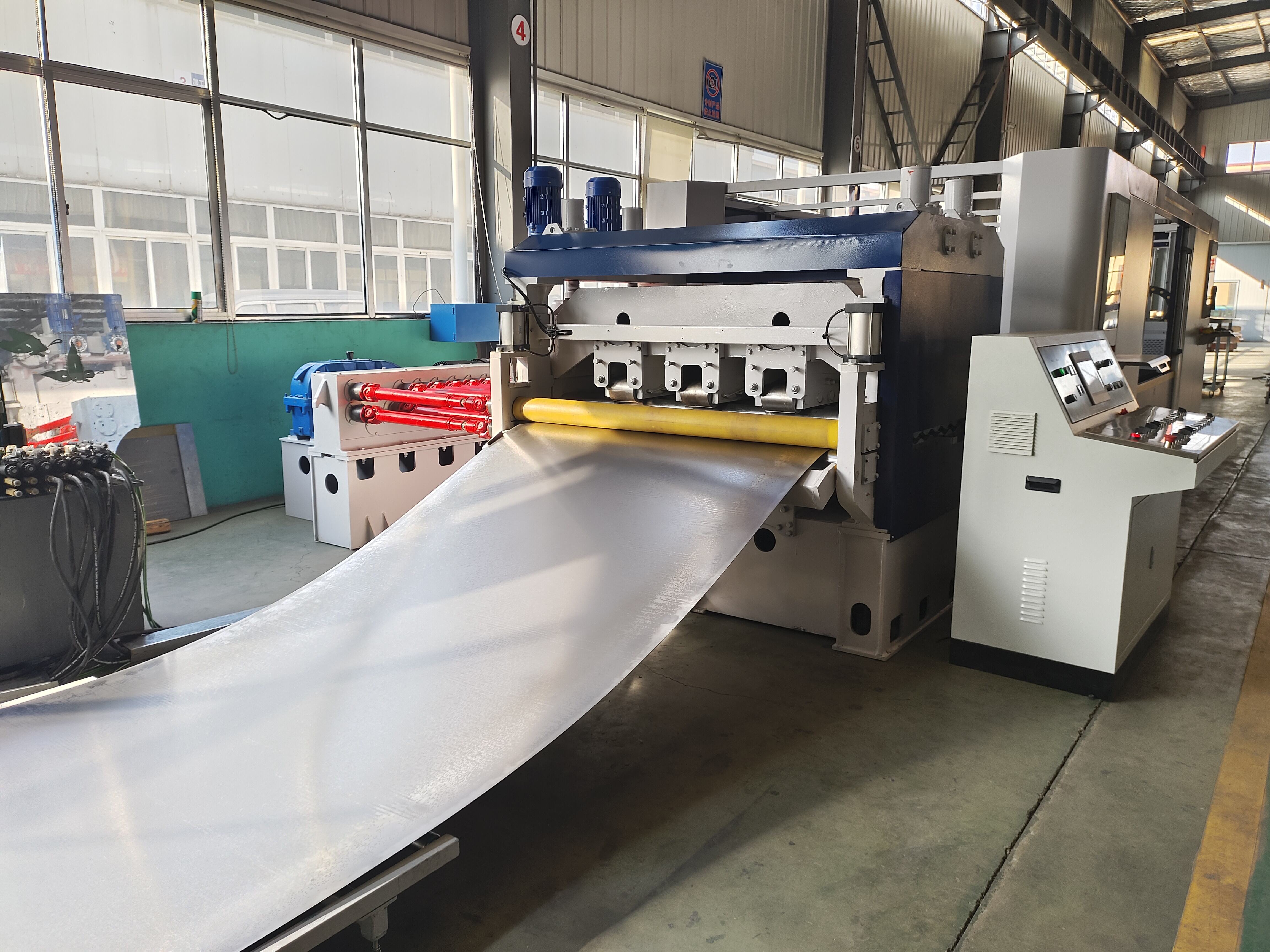
१. कोइल सामग्री रेक, अन्कोइलिंग र लेवलिंग यन्त्र, लेजर मशीन बेड, सामग्री ग्रहण प्लेटफार्म, स्वचालन ब्लेड घुमाउने यन्त्र सहित
२. लोहा को कोइलको भार, चौडाई, प्लेट सामग्री र मोटाई भएको अनुसार फिटो तकनीकी समाधान निःशुल्क प्रदान गर्न
३. काट्ने कार्यक्रम धेरै महत्वपूर्ण हुन्छ, प्लेट लोड गर्ने समय कम गर्दछ र केवल अवशेष उठाउन सक्ने छ, जो धेरै ५०% दक्ष छ
४. मानिसको कामकाजको तीव्रता कम गर्दछ। आकारमा सामग्री काट्न सकिन्छ वा बोर्डहरू को मानिसले उठाउन सकिन्छ
५. प्लेट सामग्रीको उपयोगको दक्षता मेल्दिन्छ, जितिएको अनुसार काट्न सकिन्छ, र प्रत्येक प्लेट काटिएको पछि प्रतिपादन गर्नको दुर्गुण बाँक्छ
यो एक प्रणाली संगति, स्वचालन सॉर्टिङ र प्रसेसिङ, र मनुअल र स्वचालन को समावेश गर्न सक्छ। सादैन सँग चलान सजिलो छ, जसले सधैँ चित्र इम्पोर्ट गर्ने आम यन्त्रहरूभन्दा बढी उपयोगकर्ता-अनुकूल छ।
उपकरण प्राचलहरू
|
|
कच्चा माल |
ठण्डा रोल शीट, गैल्वेनाइज्ड शीट, स्टेनलेस स्टील |
|
2 |
प्लेटको मोटाई |
0.5mm ~ 2.0mm |
|
3 |
प्लेटको चौडाई |
1000mm~1500mm |
|
4 |
रोल प्रति भार |
≤10T |
|
5 |
रोलको अन्दरै व्यास |
ø508mm-Ø630mm |
|
6 |
रोलको बाह्य व्यास |
ø1000 ~ Ø1600mm |
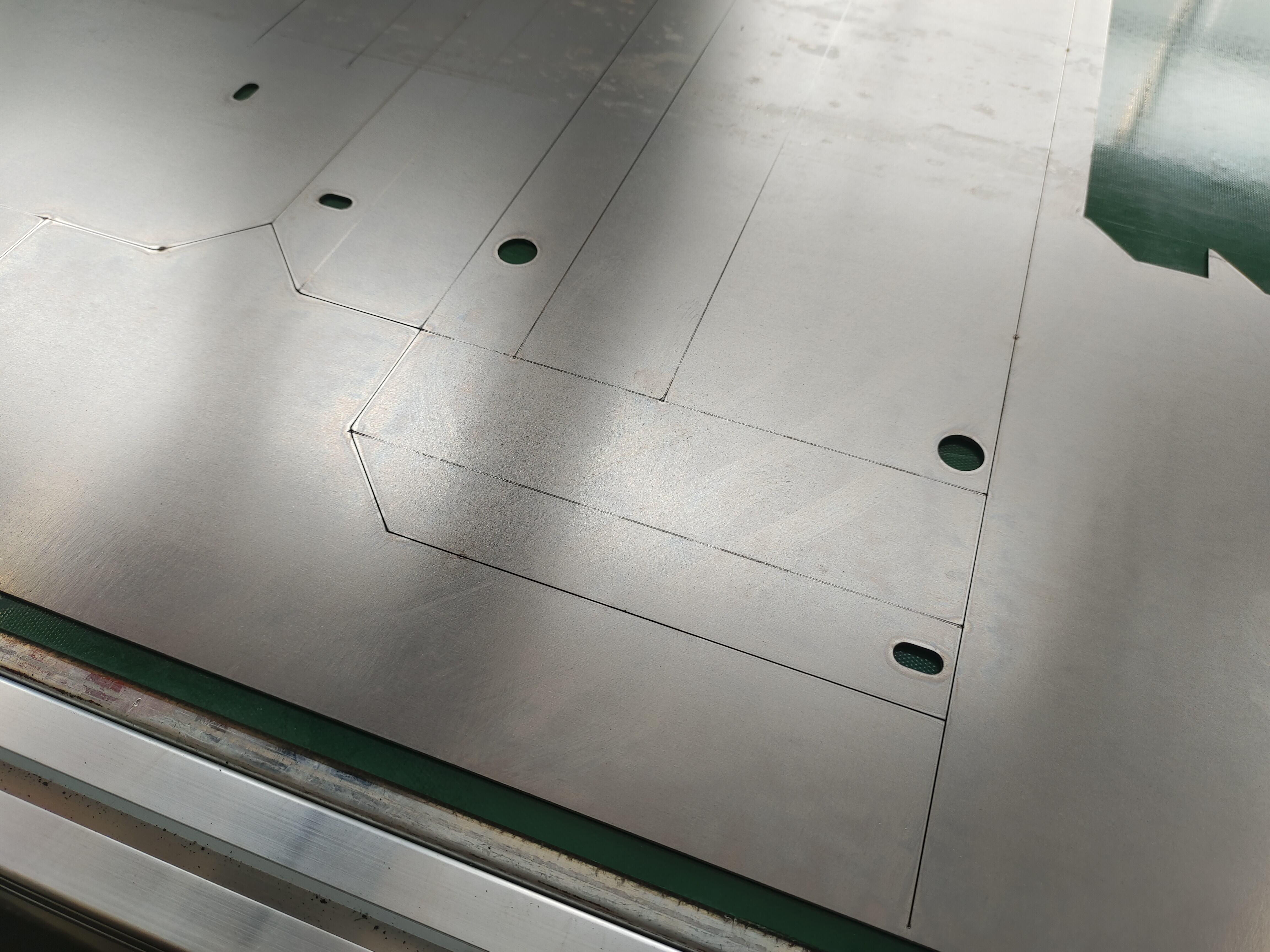
पूर्ण प्रोडัก्ट पैरामीटरहरू
|
1 |
सतहको गुणस्तर |
ट्रेपको सतह सम हुन्छ र कुनै पनि प्रोसेसिङ्ग दोषहरू थप्दैन; |
|
2 |
समतलता केरल |
±1mm\/m2 |
|
3 |
विकर्ण केरल |
≤1mm\/2000mm |
इकाई के पैरामीटरहरू
|
1 |
बेल्ट की गति |
5मी/मिन |
|
2 |
इकाईको लाइन गति |
सीधाई गर्ने मशीन लाइन गति 0~12मी/मिन (समायोजन गर्न सकिन्छ) |
|
3 |
चलाने उचाई |
+800mm |
|
6 |
चलाने दिशा |
(अंतिम प्लांट प्रक्रिया व्यवस्थापनमा निर्भर) |
उपकरण प्रयोग गर्न फेला पर्ने परिस्थितिहरू
|
1 |
बिजलीको परिस्थितिहरू |
3φ अल्टरनेटिङ करेन्ट, 400V±5%, 50Hz±2% |
|
2 |
वायु स्रोत (संपीडित हवा) |
दबाव: 0.5~0.6MPa विस्थापन: 0.6m3/मिन |
|
3 |
जल स्रोत |
कोई विशेष मागदिरहैन |
यन्त्र पेन्टिङ
|
1 |
मुख्य यन्त्रको रङगर्ने |
मानक |
|
2 |
चलनशील, सुरक्षा र अन्य घटकहरू |
मुख्य रङ (पीलो/नारन्जी) बमोजिम सुरुचि गर्न |
|
3 |
विद्युत अलमारीहरू, संचालन कंसोलहरू, ईंधन टंकीहरू |
मानक |
उपकरण मुख्य विन्यास
|
छैन। |
कोटी |
Name |
मूल और ब्रँड |
मात्रा |
|
1 |
लेझर |
फाइबर लेजर |
शेन्झेन चुआंगसिन 6000W |
1 |
|
2 |
लेजर टाउको |
फाइबर लेजर कटिंग हेड |
शांघाई जियाक्यांग |
1 |
|
3 |
शीतलन सिस्टम |
जल संचालक |
वुहान हानली |
1 |
|
4
|
CNC प्रणाली
|
गति नियन्त्रण प्रणाली |
शांघाई वेहोंग |
1 |
|
सर्वो गति प्रणाली |
शेन्झँ वेचुअङ |
4 |
||
|
गियरिङग रेडक्सन |
जपान बेटो |
3 |
||
|
विद्युतीय घटकहरू |
श्नाइडर, फ्रान्स |
1 |
||
|
प्युम्याटिक कम्पोनेन्टहरू |
अन्वुओचि, जर्मनी/याडेक, ताइवान |
1 |
||
|
5
|
मशीन शरीर
|
आपरेटिंग टेबल |
कैंटिलेवर प्रकार |
1 |
|
गाइड रेल |
ताइवान हेचिंग |
1 |
||
|
स्लाइडर |
ताइवान हेचिंग |
10 |
||
|
रॅक र पिनियन |
ताइवान कोटाइ |
1 |
||
|
बिस्तर |
वर्गाकार पाइपको वेल्डिंग र बृद्धि उपचार |
1 |
||
|
धुम्रा निकास |
धुम्रा डक्ट |
1 |
||
|
6
|
सहायक सुविधाहरू
|
सामग्री रेखा |
१०टन हाइड्रोलिक सामग्री रेखा |
1 |
|
समतलीकरण मशीन |
१५-रोलर क्रमबद्ध समतलीकरण मशीन |
1 |
||
|
जोड़ मशीन |
रोलर जोड़ मेज् / बेल्ट प्लेट जोड़ प्लेटफार्म |
1 |
||
|
हवा संपीडक |
लेजर को लागि विशेषज्ञतापूर्ण 1.6Mpa हवा संपीडक |
1 |
कार्य पर्यावरण आवश्यकताहरू
|
वस्तु |
Name |
आवश्यकताहरु |
टिप्पणीहरू |
|
पावर सप्लाई
|
कुल स्थापित क्षमता वोल्टिज |
≤50KVA 380V/220V±5% |
100kva क्षमता विद्युत आपूर्ति प्रयोग गर्न सुझाउन्छ, अन्य क्षेत्रहरूमा स्वचालन भोल्टिज र करंट स्टेबिलाइज़र स्थापन आवश्यक छ। |
|
जमीन जोड्ने प्रतिरोध |
≤4 ओम |
||
|
स्थापना उपकरणको निकटमा मजबूत इलेक्ट्रोमैग्नेटिक सिग्नल अवरोध छैन। स्थापना स्थलको आसपास रेडियो प्रसारण स्टेशन वा रिले स्टेशनहरूसँग टाढा लिनुहोस्। |
|||
|
पानी |
पानी को ठांदो वातावरण |
परिशोधित, डीआइऑनाइज्ड वा डिस्टिल जल प्रयोग गर्नु पर्दछ |
|
|
GAS |
अक्सिजन, नाइट्रोजन |
शुद्धता > 99.5% |
सामग्री संसाधन क्रमानुसार मापदण्डहरू फेरिएको छन् |
|
हवा संपीडक |
दबाव ≥1.6mpa |
||
|
कार्य वातावरण
|
तापमान |
५-४० डिग्री |
|
|
आर्द्रता |
≤80%, कोन्डेन्सन हुँदैन |
||
|
फाउन्डेशन |
अम्प्लिट्यूड <50um, अम्प्लिट्यूड त्वरण <0.05g; आफ्नो पासमा कोई बडा स्टैम्पिङ विक्षेपण उपकरण छैन। |
यदि विक्षेपणको स्रोत विक्षेपण टैन्च गर्न पर्दछ |
|
|
उपकरणको जग आवश्यकताहरूलाई भएर खानापानी र धूलको बिना ठाउँ प्राप्त गर्नुहोस्, धातु पोलिशिङ र ग्राइन्डिङ जसले धूलको काम गर्दछ त्यसको विरुद्ध गर्नुहोस्, र अवश्य एन्टी-स्टेटिक फ्लोरिङ लगाउनु पर्दछ, शिल्डेड तार संलग्न गर्नुहोस् |
|||
Hydraulic Cantilever Uncoiler
 |
प्रकार : हैंगिङ प्रकारको, पार्श्व हाइड्रोलिक सहायतापूर्ण समर्थन सहित, हाइड्रोलिक फैलान र सङ्कुचित गर्न। कार्य : अनविन्डर गार्डनको लिङको खोल्न र लेवलिङ मशीनसँग समान समयमा बाँकी सामग्री स्थापन गर्न उपयोगी छ। संरचना : रोलर प्रकारको, गाइड कोलम स्क्रू स्ट्रक्चर सहित, हातको पहिया ले समायोजन गर्दछ। शरीर र आधार : वेल्डेड स्ट्रक्चर, गर्मी बृद्धि प्रभाव। मुख्य अक्ष को सामग्री : 40Cr, क्वेन्श्ड एन्ड टेम्पर्ड
|
चार-स्तरीय समतलन यन्त्र
 |
असमान तांबा प्लेटहरू को स्तरीयता गर्न उपयोग गरिने सामान । स्तरीयकरण मशीनले एकल-हारको रोलर संरचना अपनाउँछ। प्रत्येक स्तरीयकरण रोलरलाई सुको फिट, डबल, क्रोम प्लेटिंग र चार्बन गरिएको छ जसले सतहको कठोरता र शेष दिन्छ, र सबैभन्दा राम्रो स्तरीयता प्रभाव प्राप्त गर्दछ। एकल मशीनले आगाडि र पछाडि जान सक्छ। स्तरीयता पछि, यो चापन यन्त्रसँग ठीक जडान भएको छ कि तांबाको चापन पूरा गर्दछ जसले प्लेटको सतहलाई खराब हुन नदिन्छ। |
 |
तांबा बेल्टको लाम्बाइ नाप्न र डाटा फिर्ता दिन जसले लेजरलाई प्लेट काट्न पर्दछ । यस यन्त्रले निश्चित लाम्बाइको प्रणाली अपनाउँछ। मानव-यन्त्र इंटरफेसमा आवश्यक प्लेटको लाम्बाइ ठीकै प्रविष्टि गरिन्छ र डिजिटल प्रदर्शन छ। प्लेटको मात्राको नियन्त्रण गणना द्वारा आत्मनियन्त्रित छ। |
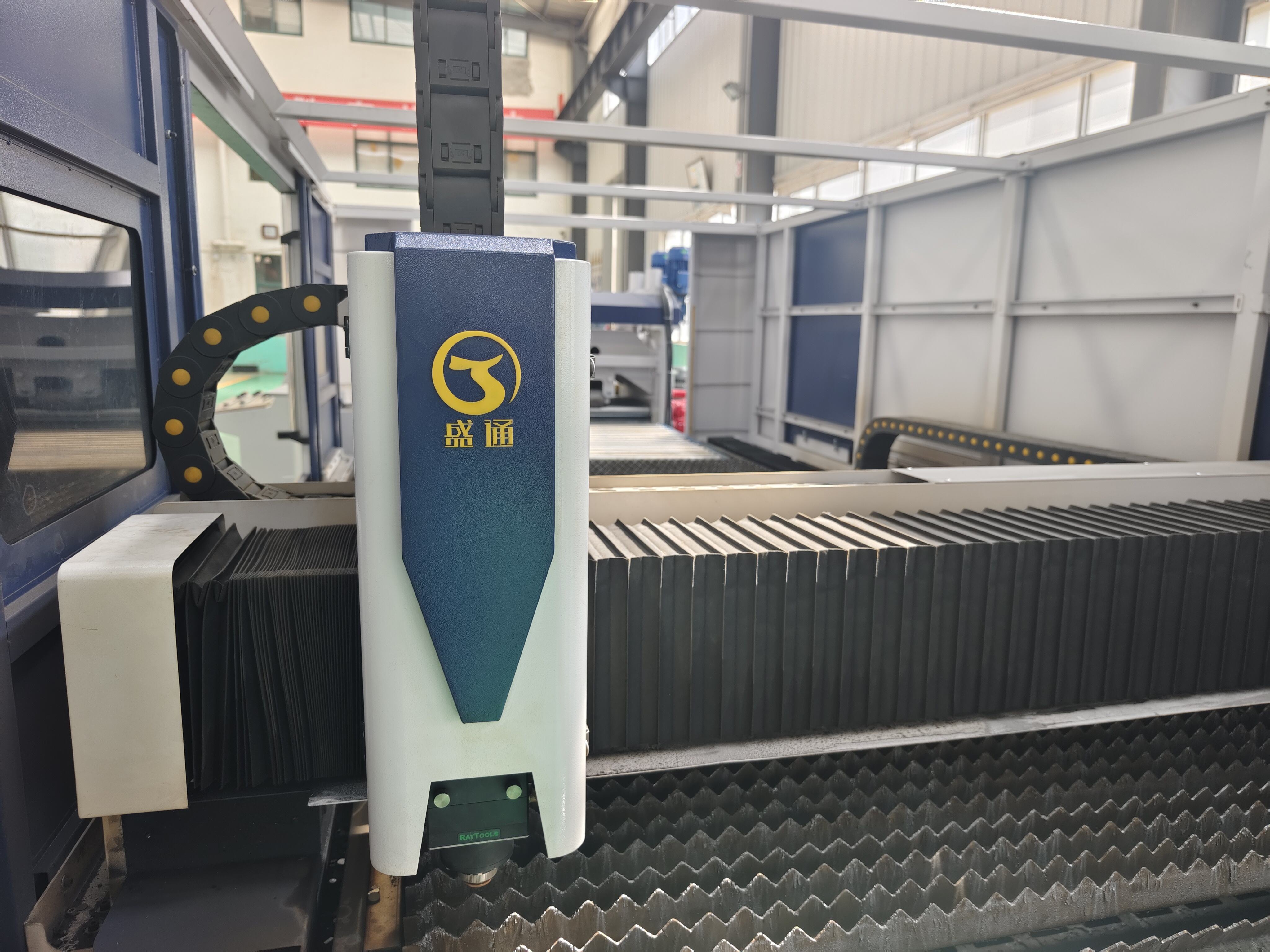
लेजर काट्ने मेसिन
 |
अन्तर्गत वेल्डिङ्ग संरचनाले भारुणकरणको पछि रूढ़ी-मशीनिङ्ग गर्दछ, जसले आत्मिक तनावलाई निरसन गर्दछ, र दोस्रो ध्वनि पुराना हुने प्रभावको पछि विवरण-मशीनिङ्ग गर्दछ। बेडको तहाँ धुम्रपान निकासी पोर्ट छ, र धुम्रपान निकासी पाइपबाट धुम्रपान निकालिने हो, जसले कटिंग प्रक्रियामा उत्पन्न धुम्रपान र धूलिलाई आस्तयात्रामा आसन्नतापूर्वक निकाल्न सक्दछ। गैनी संरचना। उच्च-तद्धता रॅक र पिनियन दुवै बाहेकी ड्राइव। फ्रेन्च राखीएको फ्लेंग आउटपुट रिड्यूसर। |
अन्य घटकहरू
 |
 |
 |
हाइड्रोलिक र पवनात्मक प्रणालीहाइड्रोलिक स्टेशन र हाइड्रोलिक पाइपलाइन। प्नेयमेटिक प्रणाली। एक एकीकृत पंप स्टेशनले प्रत्येक सिलिण्डरलाई हाइड्रोलिक शक्ति प्रदान गर्दछ, र त्यसैगरी अनुरूप ओवरफ्लो वैल्वहरू, दबाव मापनीहरू, दबाव समायोजन वैल्वहरू, रिव्हर्स वैल्वहरू, सोलेनॉइड वैल्वहरू आदि सँग सुसज्जित छ।
|
पानी का ठंडा प्रणालीदोहरो तापमान र दुई नियन्त्रण प्राप्त गर्न सकिन्छ। दुई पानी का चक्रहरू अन्य अन्य दुई कोर क्षेत्रलाई साँच्ने हुन्। ठण्डाई यन्त्रको तापमान डिजिटल मीटरमा दिस्को। जब पानीको तापमान निर्धारित तापमानभन्दा बढ्दछ, ठण्डाई यन्त्र आफ्नै रूपमा ठण्डा गर्न शुरू हुन्छ। जब पानीको तापमान निर्धारित तापमानभन्दा कम हुँदछ, ठण्डाई यन्त्र आफ्नै रूपमा ठण्डा गर्न बन्द गर्दछ।
|
CNC नियन्त्रण प्रणालीसाथी लगाउँदै AutoCAD, CorelDraw र अन्य विशेषज्ञ ड्राइंग सॉफ्टवेयरहरू। CNC काट्ने मशीनहरूको लागि विशेष रूपमा विकसित गरिएको, यसले कम्प्युटरमा प्रयोग गर्ने ड्राइंग, प्रोग्रामिङ र नेस्टिङ सॉफ्टवेयर हो। प्रमुख कार्यहरूमा रहेको छ CAD ड्राइंग , नयाँ संस्करण रहेको छ CAM-DUC T डक्ट विघटन सॉफ्टवेयर, DXF/DWG अप्टिमाइज़ेशन प्रोसेसिङ्ग, इंटरैक्टिभ नेस्टिंग, ऑटोमेटिक प्रोग्रामिङ्ग, कटिङ्ग सिमुलेशन परिक्षण र लागत गणना।
|
आकार

३०१५ मॉडलमा ३ मीटर लामो * १.५ मीटर चौड़ाईको प्रभावी काट्ने स्ट्रोक छ, यसको कुल लामो लगभग २० मीटर हुन्छ र चौड़ाईमा लगभग ५ मीटर जग्गा लिन्छ।
सेवा प्रतिबद्धता
पूर्व-विक्रेता सेवा :
ग्राहकहरूको विकासको आवश्यकताहरू भित्र, ग्राहकहरूको वास्तविक प्रयोगको दृष्टिकोणबाट, अनुकूल तकनीकी मार्गदर्शन र सम्पूर्ण सामान्य सूचनाहरू प्रदान गर्न;
ग्राहकहरूले उठाएका विभिन्न समस्याहरूलाई समाधान गर्न, तकनीकी संभाव्यताको बारेमा विचार गर्न, ग्राहकहरूलाई वा ग्राहकहरूलाई मद्दत गर्न लेजर प्रसंस्करण कार्यक्रमको डिझाइन र विकासमा;
ग्राहकहरूलाई यन्त्र सित्कार, परीक्षण, नमूना तयारी, परीक्षण यन्त्र र अन्य कार्यहरू गर्न सक्षम बनाउन।
विक्रीमा सेवा :
ग्राहकको वास्तविक प्रयोगको यन्त्रको स्थलमा जाँच र विश्लेषण, ग्राहकको स्थलमा उपयोगकर्ताहरूलाई स्थलको डिझाइन र प्लानिङ्गमा मद्दत गर्न तथा यन्त्रको लागि पानी, बिजली, गैस व्यवस्थापन गर्न;
ग्राहकलाई सम्पूर्ण सुविधा ऑपरेशन मैनुअलहरूसह सुविधा ऑपरेटरहरूले ग्राहकहरूलाई प्रशिक्षण प्रदान गर्दछन्;
बिक्री पछि सेवा :
उपयोगकर्ताको उपयोग स्थलमा, ग्राहकका सुविधा ऑपरेटरहरूले वास्तविक ऑपरेशनको प्रसंस्करण, सुविधाहरूको दैनिक रखाई र सुरक्षित उपयोगको रक्षाका लागि प्रशिक्षण प्रदान गर्दछन् जसले यकिन दिन्छ कि उपयोगकर्ता जल्दै सुविधा ऑपरेशन प्रक्रियाहरू र तरिकाहरू हेरफेर गर्न सक्दछन् र स्वतन्त्रपनी सुविधालाई उत्पादन र प्रसंस्करणको लागि उपयोग गर्न सक्दछ;
सम्पूर्ण सुविधा सेट उपयोगकर्तामा स्थापन र परीक्षण भइसकेपछि, प्रशिक्षण समयदर्शी एक वर्षको सुविधा गारंटी अवधि र लेजर दुई वर्षको गारंटी अवधि हुन्छ;
गारंटी अवधिमा, कम्पनीले पनि ग्राहक सेवा विशेषज्ञहरूलाई उपयोगकर्ताको सुविधाहरूलाई कार्यस्थलमा तन-तन प्रौढ़ तकनीकी पत्रिका चलाउन बोल्दछ, सुविधाहरूलाई तन-तन नियमित रखाई र परीक्षण गर्न र उपयोगकर्ताले उठाएका प्रश्नहरूका जवाफ दिने;
अन्य मामलहरू
१। परियोजना प्रगति
लगभग ४५-६० कार्यकाल दिन, ठेकादारको चक्रको अनुसार डिजाइन, निर्माण र कामको स्वीकृति गरी मागदाताको पक्षमा पठाउन।
२、इन्स्टॉलेशन र कमिशनिङ
उपकरण मागदाताको पक्षमा पठाइएको छ, ७-१० दिनको स्थापन र संचालन चक्र।



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE