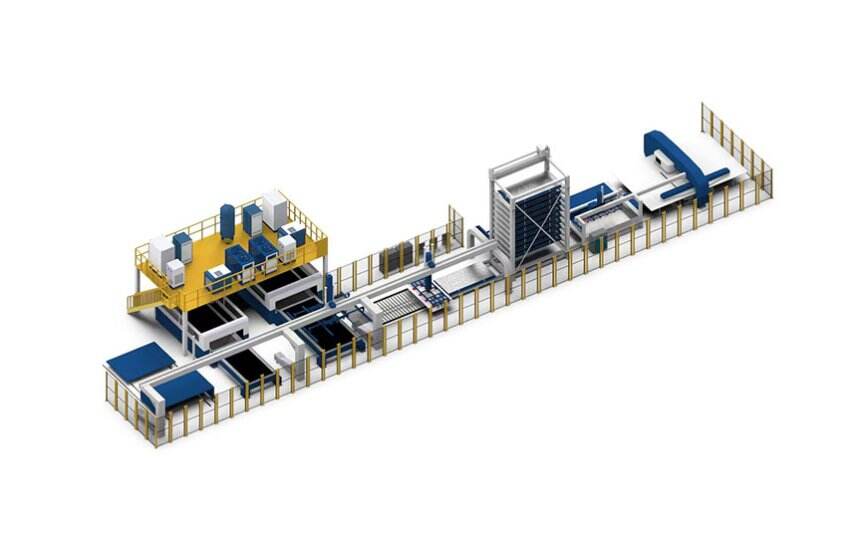
1. Линия производства листового металла STON предлагает комплексное решение, интегрирующее размотку, выравнивание, лазерную резку, пробивку, гибку и сварку в одну эффективную систему.
2. Эта линия охватывает все этапы обработки листового металла, удовлетворяя потребности высокоэффективного массового производства.
3. Различные комбинации, лазерный станок может формировать автоматизированную линию производства с гибочным прессом, панельным гибщиком или ЧПУ вышивающей штамповочной машиной
4. Предоставляем бесплатный предпродажный обзор и технические решения на основе чертежей продукции
5. Доступны различные варианты автоматизации, такие как фермы или роботизированные манипуляторы
Настройка под заказ, параметры производственной линии определяются в соответствии с размером, весом, типом материала и толщиной стального рулона клиента, а также с чертежами продукции.
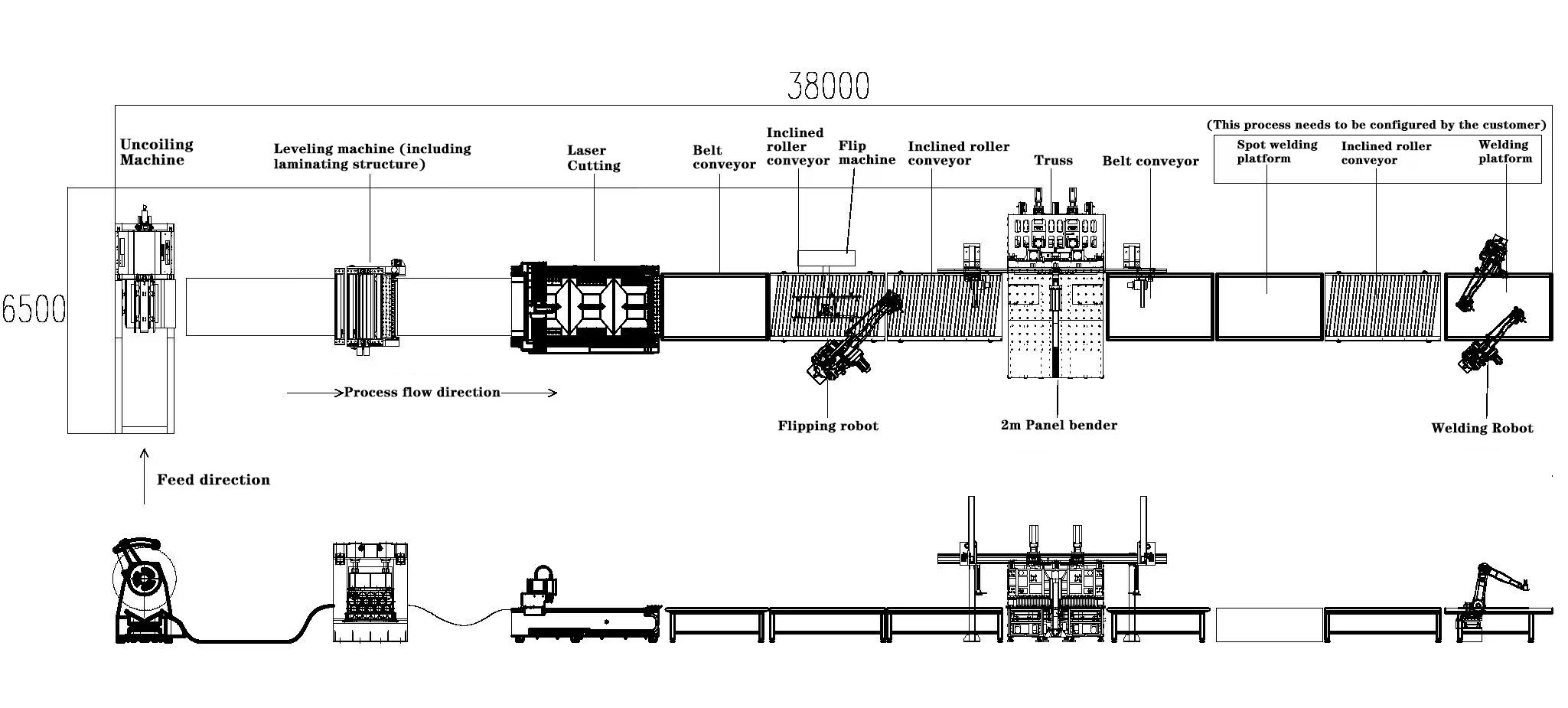
Схема конструкции плана производственной линии (пример с панельным гибочным станком длиной 2 м)
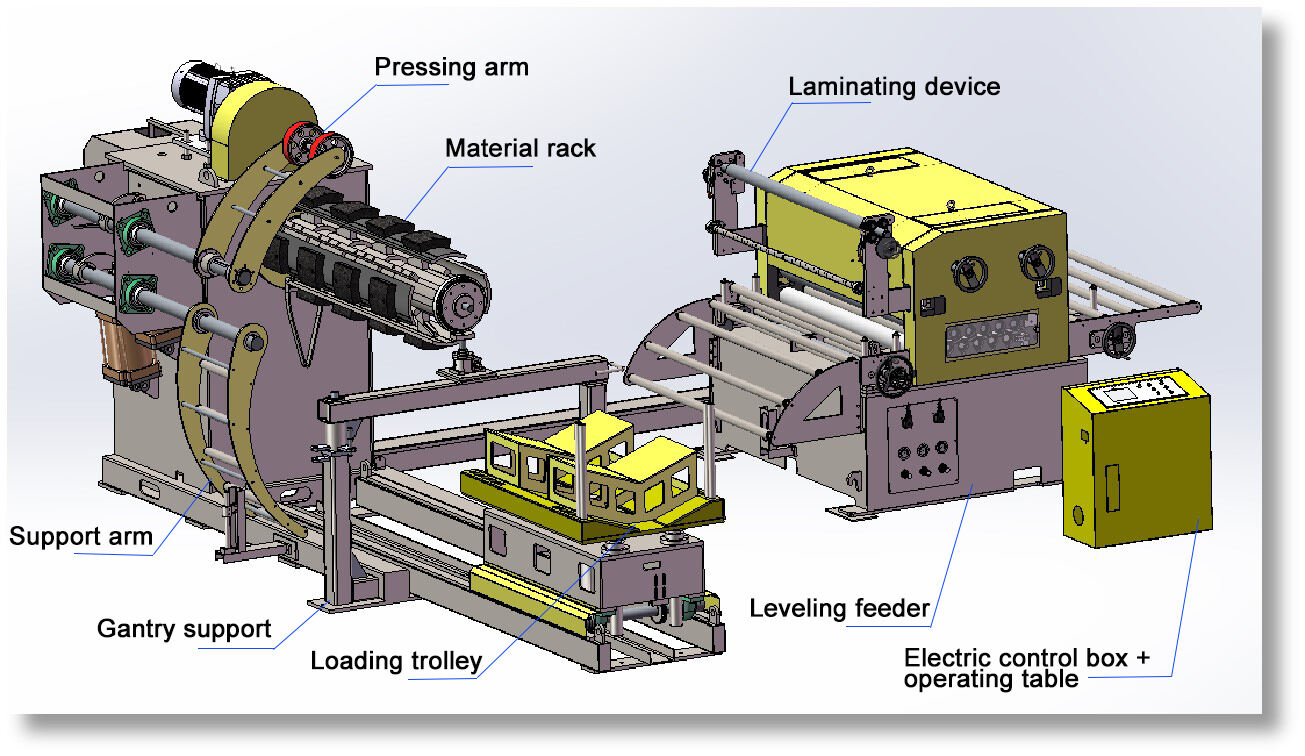
1.Модуль размотки и выравнивания
|
Устройство размотки с каркасом для катушек |
Уровнировальная машина |
Выравнивающее оборудование может исправлять неровные листовые металлические пластины. Благодаря точной координации нескольких наборов валков оно эффективно устраняет волнистые и скрученные дефекты на поверхности пластины, обеспечивая высокую точность её плоскости и создавая прочную основу для последующей обработки.
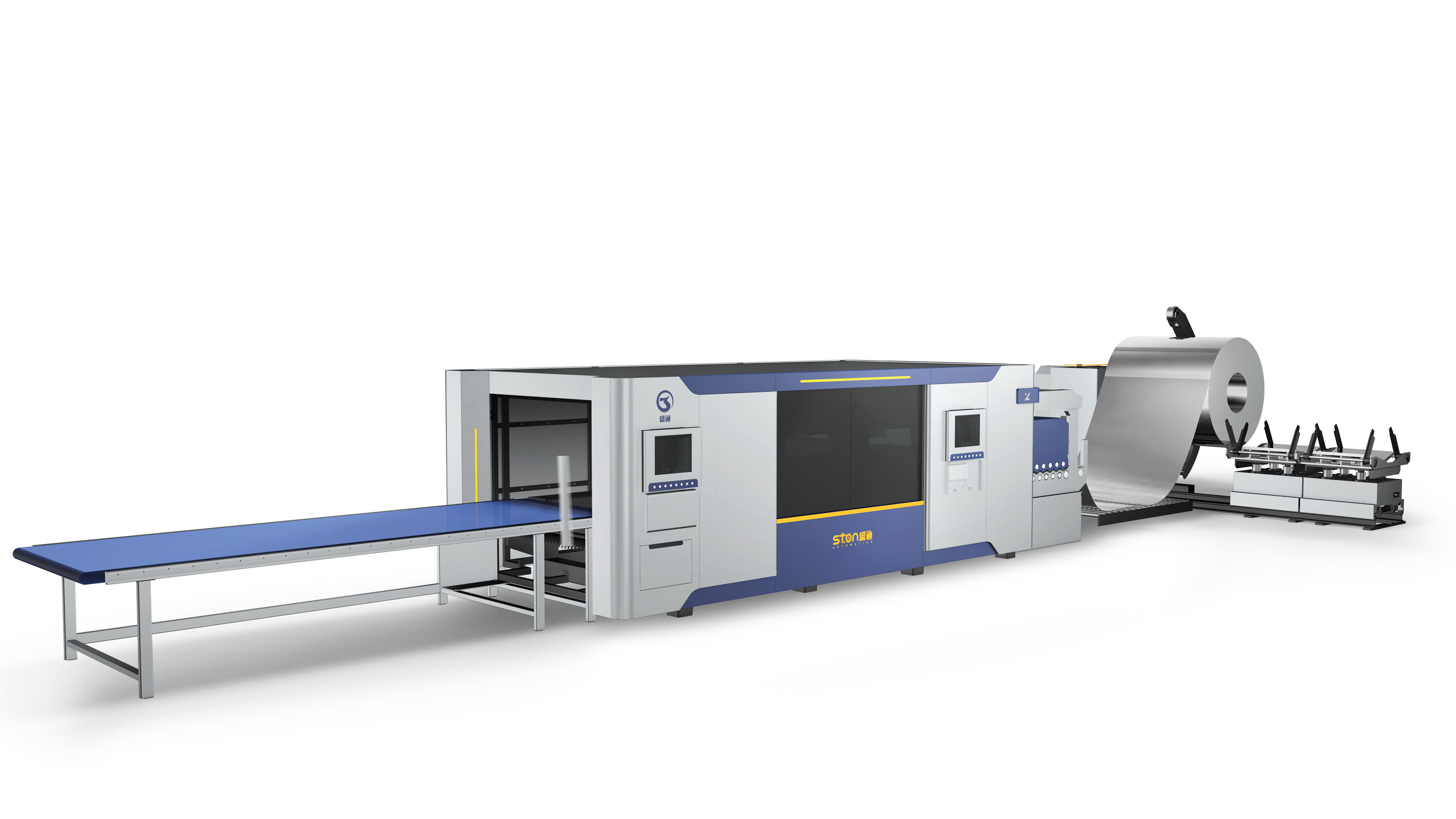
2.Модуль лазерной резки и штамповки
Выровненный лист поступает в блок лазерной резки. Установка оснащена передовой технологией лазерной резки и может точно резать листовой металл согласно предварительно установленной программе резки. Будь то сложные геометрические фигуры или контуры деталей с тонкой структурой, их можно быстро и точно разделить благодаря высокой плотности энергии лазера, при этом кромки реза будут гладкими, а точность может достигать миллиметрового уровня или даже выше. При этом роботизированная система тесно взаимодействует с блоком лазерной резки. С помощью её гибкой роботизированной руки и точных возможностей захвата и позиционирования она может быстро и устойчиво выполнять операции загрузки и выгрузки листов, значительно повышая производительность процесса резки.
 |
 |
3.Модуль гибки и формования
Отрезанные листовые металлические детали затем отправляются роботом на электро-гидравлический гибочный станок. С помощью мощной гидравлической системы привода и точной системы управления электро-гидравлический гибочный станок может гнуть листовые металлические детали под разными углами и кривизнами в соответствии с требованиями продукта. Неважно, является ли это простым прямым углом или сложной дугой или многосекционной формой, точная формовка достигается путем точного контроля угла и силы гиба.
Для более сложных и высокоточных нужд гибки центр гибки играет ключевую роль. Он интегрирует передовые технологии ЧПУ и интеллектуальные алгоритмы, а также может быстро переключаться между различными матрицами для гибки и параметрами обработки, чтобы обеспечить эффективную гибку листовых металлических деталей различных размеров и форм. На протяжении всего производственного процесса робот продолжает выполнять функцию "моста" для передачи материалов, гибко транспортируя листовые металлические детали между различным оборудованием для обеспечения непрерывных и эффективных производственных процессов.
 |
 |
4.Модуль сварки и сборки
Изогнутые листовые металлические детали переносятся роботом на станок для манипуляторной сварки и формовки. Оборудование для манипуляторной сварки оснащено высокоточной системой сварки и визуальной системой отслеживания, которая может автоматически выбирать подходящий процесс сварки (например, аргонодуговую сварку, точечную сварку и т.д.) и параметры сварки в соответствии с требованиями к сварке листовых металлических деталей. Во время процесса сварки визуальная система отслеживания мониторит позицию сварочного шва в реальном времени и направляет манипулятор для точного выполнения операции сварки, обеспечивая равномерность и прочность шва, а также стабильность и надежность качества сварки.

Во время всего автоматизированного производственного процесса стреловая балка, роботизированная рука и гибкий центр изгиба осуществляют реальное взаимодействие и обмен данными через промышленный Ethernet и другие коммуникационные технологии, а также управляются централизованной системой управления. Централизованная система управления динамически оптимизирует производственный процесс на основе многомерных данных, таких как план производства, состояние оборудования, информация о материалах и т.д., и разумно распределяет рабочие задачи каждого оборудования, чтобы обеспечить эффективную и стабильную работу всего производственного процесса, что значительно повышает уровень автоматизации и производительность в обработке листового металла.
5.Модуль обработки и автоматизации материалов
Существует два способа автоматической загрузки и выгрузки: с использованием стреловой балки и роботизированной руки
(1)Роботизированная рука с гибкими сочленениями и способностью точного позиционирования забирает листовые металлические детали, которые были обработаны на предварительных этапах, таких как выравнивание и лазерная резка, из зоны обработки. Захватное устройство на конце роботизированной руки может адаптивно регулироваться в зависимости от формы и размера листовых металлических деталей, чтобы обеспечить плавный и надежный процесс захвата и избежать повреждения изделия. После захвата роботизированная рука быстро переносит листовые металлические детали в начальную позицию транспортной консольной дорожки.
(2)Более экономичный выбор. Благодаря своей устойчивой структуре и высокой грузоподъемности, стреловая система доставляет листовые металлические детали в гибочный центр по предварительно заданному пути. Стрела оснащена высоко точной сервоприводной системой, которая обеспечивает быстрое и стабильное линейное движение, а также может гибко регулировать скорость и положение в соответствии с производственными потребностями, чтобы гарантировать точную доставку металлических деталей на станцию загрузки гибочного центра.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE