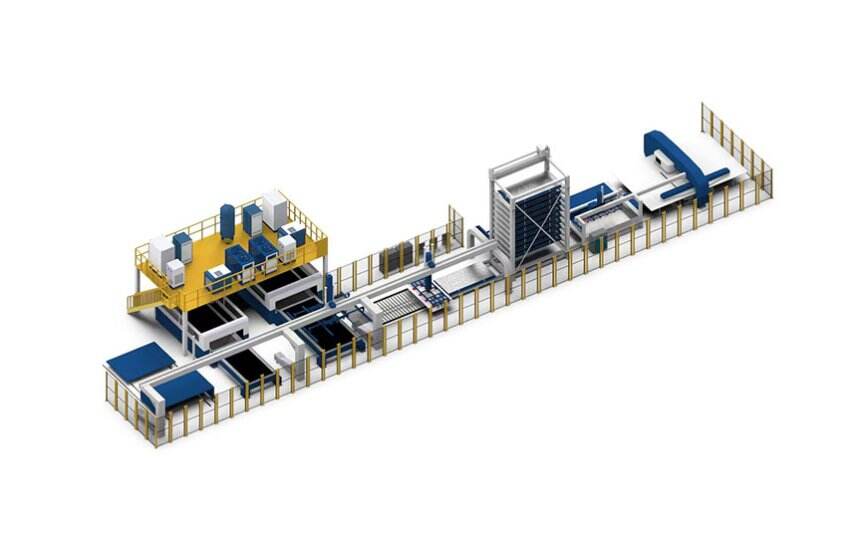
1.STON-ova výrobná linka plechov ponúka kompletné riešenie, integrujúce rozvinovanie, vyrovnávanie, laserové rezanie, štampovanie, ohýbanie a svarovanie do jedného efektívneho systému.
2.Táto výrobná linka zahŕňa každý štát plechovej spracovacej výroby, spĺňajúc požiadavky na vysokou účinnosť a veľkoslovne výrobu.
3.Rôzne kombinácie, jednotka laserového rezu môže tvoriť automatizovanú produkčnú linku spolu s brakom na ohýbanie, panelovým ohýbačom, CNC věžovou štampou
4.Poskytneme bezplatnú predpredajnú recenziu a technické riešenia na základe nákresov produktov
5.K dispozícii je viacero možností automatizácie, ako sú traverzy alebo robotické ramená
Prispôsobené, parametre produkčnej linky sú určené podľa veľkosti, hmotnosti, plechového materiálu a hrúbky oceleovej plechovej kocábky zákazníka a tiež podľa nákresov produktov.
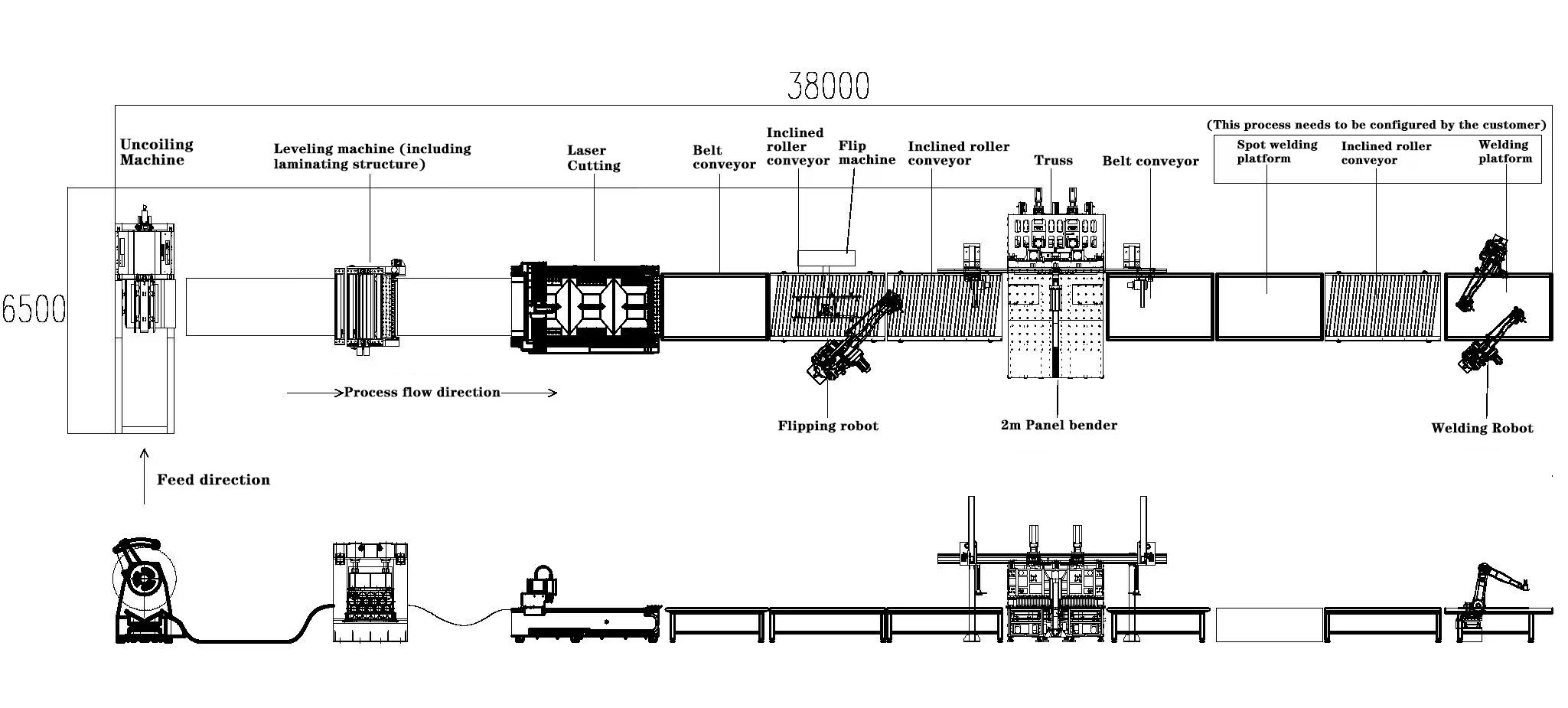
Štruktúrny diagram plánu produkčnej linky (ako príklad slúži panelový ohýbač dlhý 2 m)
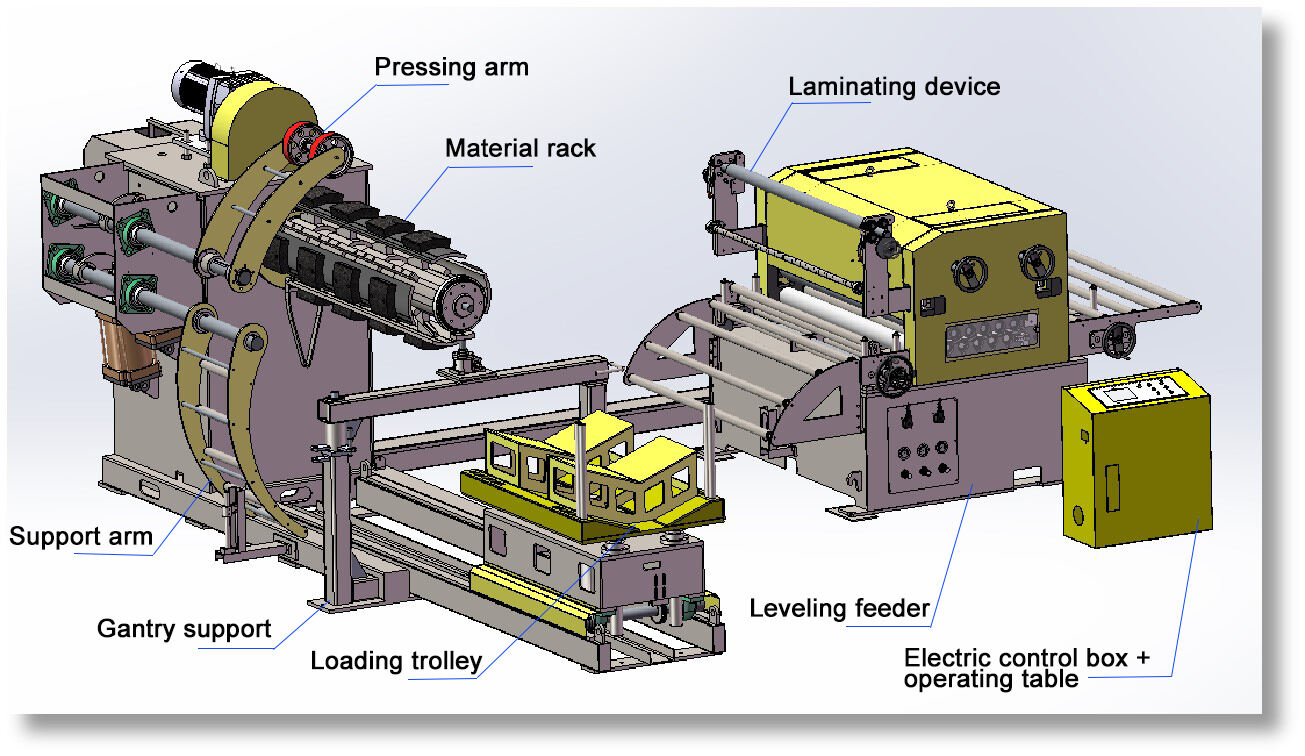
1.Modul rozvinutia a vyrovnania
|
Zariadenie na rozvinutie z obalovacej štôlty |
Vyrovnávací stroj |
Vyrovnávacie zariadenie môže vyrovnat nerovné plechové plasty. Pomocou presnej koordinácie viacerých sústav valcov môže účinne odstrániť vlnovité a skreslené defekty na povrchu plasty, zabezpečiť, aby plošnosť plasty dosiahla vysokopresné štandardy, a položiť dobrú základňu pre následné spracovanie.
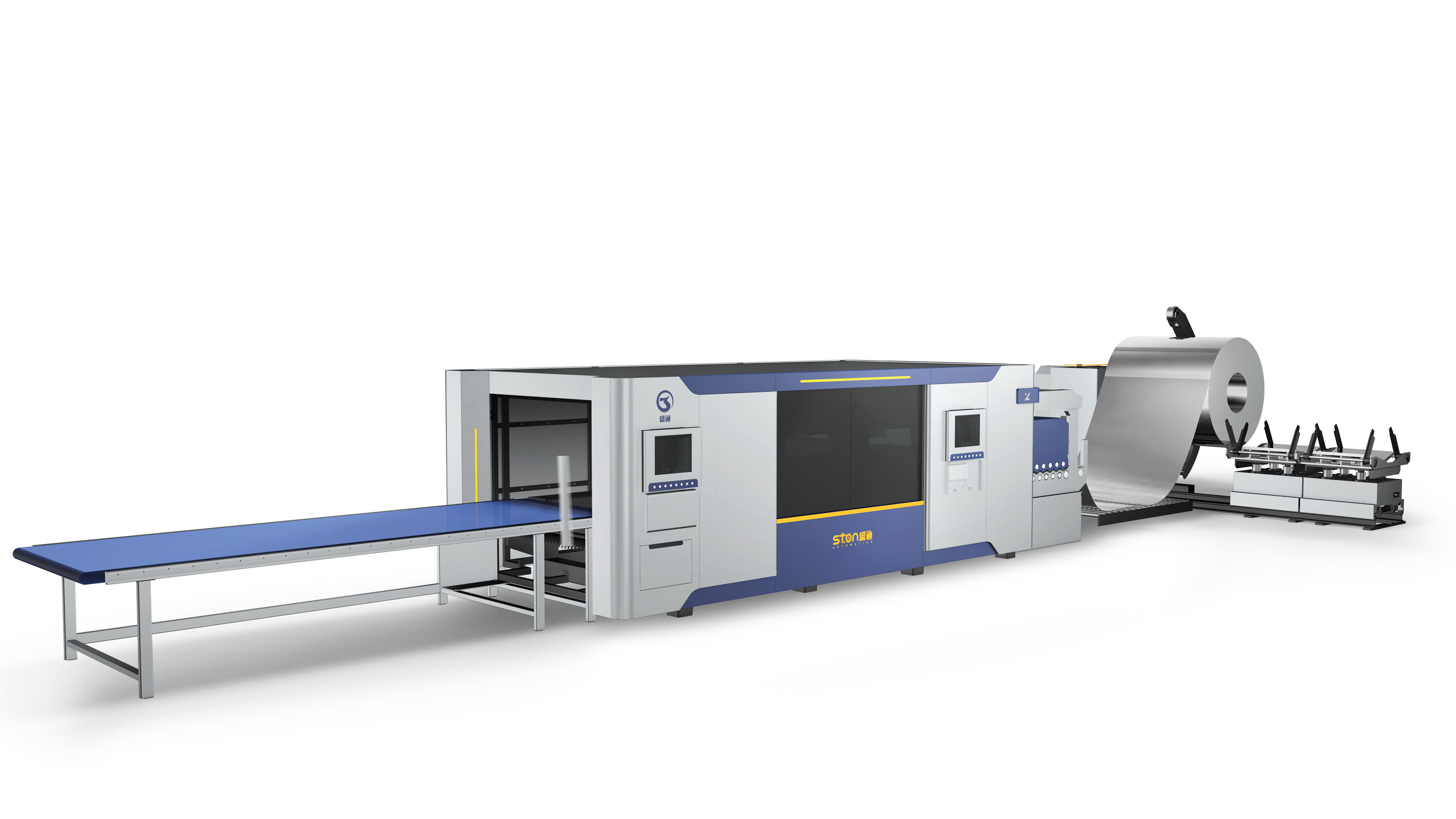
2.Modul laserovej rezu a vyrezávania
Vyrovnaný list vstupuje do jednotky pre laserové režanie. Táto jednotka je vybavená pokročilou technológiou laserového režania a dokáže presne rezať plechové listy podľa prednastavenej rezačnej programu. Či už ide o zložité geometrické tvary alebo časť kontúr so špecifickými štruktúrami, môžu byť rýchlo a presne oddelené pomocou vysoké hustoty energie lasera, pričom hrany rezu sú hladké a presnosť môže dosiahnuť milimetrovú úroveň alebo ešte vyššiu. Zároveň spolupracuje robotický systém s jednotkou pre laserové režanie. Svojou flexibilnou robotickou ramenom a presnými schopnosťami chytenia a pozícií môže rýchlo a stabilne vykonávať načítavacie a vykladacie operácie s plechovým listom, čo významne zvyšuje produkčnú efektivitu procesu režania.
 |
 |
3.Modul na ohýbanie a tvarenie
Orezané plechové časti sú následne odoslané do elektro-hydraulickej ohýbacej stroja robotom. S jeho výkonným hydraulickeým pohonovým systémom a presným riadiacim systémom môže elektro-hydraulickej ohýbací stroj ohýbať plechové časti v rôznych uhlách a kriviek podľa požiadaviek produktu. Či už ide o jednoduchý pravý uhol ohýbania alebo o zložitú kruhovú alebo viackrát ohnutú formu, presné tvarovanie sa dá dosiahnuť presnou kontrolou uhla a sily ohýbania.
Pre viac komplexné a vysoce presné potreby ohýbania hra čitateľná ohývací centr kľúčovú úlohu. Integruje pokročilú CNC technológiu a inteligentné algoritmy, môže rýchlo prepnúť medzi rôznymi ohývacími štampami a parametrami spracovania na dosiahnutie efektívneho ohýbania plechových dielov rôznych špecifikácií a tvarov. Počas celého výrobného procesu robot neustále funguje ako "most" pre prenos materiálov, flexibilne prepravuje plechové diely medzi rôznym vybavením, aby zabezpečil plynulé a efektívne výrobné procesy.
 |
 |
4.Modul na svarovanie a montáž
Zohnuté plechové časti sú robotom presunuté do stanice na spájanie a tvarenie manipulátorm. Zariadenie na spájanie a tvarenie s manipulátorom je vybavené vysoko precíznym spájacím systémom a vizuálnym sledovacím systémom, ktorý môže automaticky vybrať vhodný spájaci proces (ako napríklad argonový oblúkový spáj, bodové spájanie atď.) a spájacie parametre podľa spájacích požiadaviek plechových častí. Počas spájacieho procesu monitoruje vizuálny sledovací systém pozíciu spoja v reálnom čase a vodič manipulátor, aby presne dokončil spájacie operácie, čo zabezpečí rovnomernosť a pevnosť spoja a stabilitu a spoľahlivosť spájacej kvality.

Počas celého automatizovaného výrobného procesu sa prenosná konštrukcia, robotická ruka a flexibilný ohýbavy centr komunikujú a zdieľajú údaje v reálnom čase pomocou priemyselného Ethernetu a iných komunikačných technológií a sú jednotne riadene a spravované centrálnym riadiacim systémom. Centrálny riadiaci systém dynamicky optimalizuje výrobný proces na základe viacrozmerných údajov, ako sú výrobný plán, stav zariadenia, informácie o materiáli atď., a rozumne organizuje pracovné úlohy jednotlivých zariadení, čo zabezpečuje efektívne a stabilné fungovanie celého výrobného procesu, čím sa významne zvýši stupeň automatizácie a výkonnosť výroby plechového zpracovania.
5.Modul pre prevádzku a automatizáciu
Existujú dve formy automatizovaného nahrávania a vyberu: prenosná konštrukcia a robotická ruka
(1)Robótna ruka berie plechové časti, ktoré boli spracované vyrovnávaním, laserovým rezaniem a inými predbežnými procesmi, z oblasti spracovania pomocou svojich flexibilných klátok a schopností presného pozícirovania. Zahŕňacie zariadenie na konci robótej ruky sa môže prispôsobiť podľa tvaru a veľkosti plechových častí, aby sa zabezpečil plynulý a spoľahlivý proces chytania a vyhovie sa poškodeniu výrobku. Po zachytení rýchlo robótna ruka prenáša plechové časti na počiatočnú pozíciu trusového dopravného úseku.
(2)Ešte ekonomičnejšia voľba. S jeho stabilnou štruktúrou a vysokou nosivosťou prenáša traverza listové časti do flexibilného ohybového centra podél prednastavenej dráhy. Traverza je vybavená systémom vysoko presného servopohonu, ktorý dokáže dosiahnuť rýchlu a stabilitu pri lineárnom pohybe a môže podľa potrieb výroby flexibilne prispôsobiť behovú rýchlosť a pozíciu, aby sa zabezpečilo, že listové časti sú presne doručené na nákladovú stanici flexibilného ohybového centra.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE