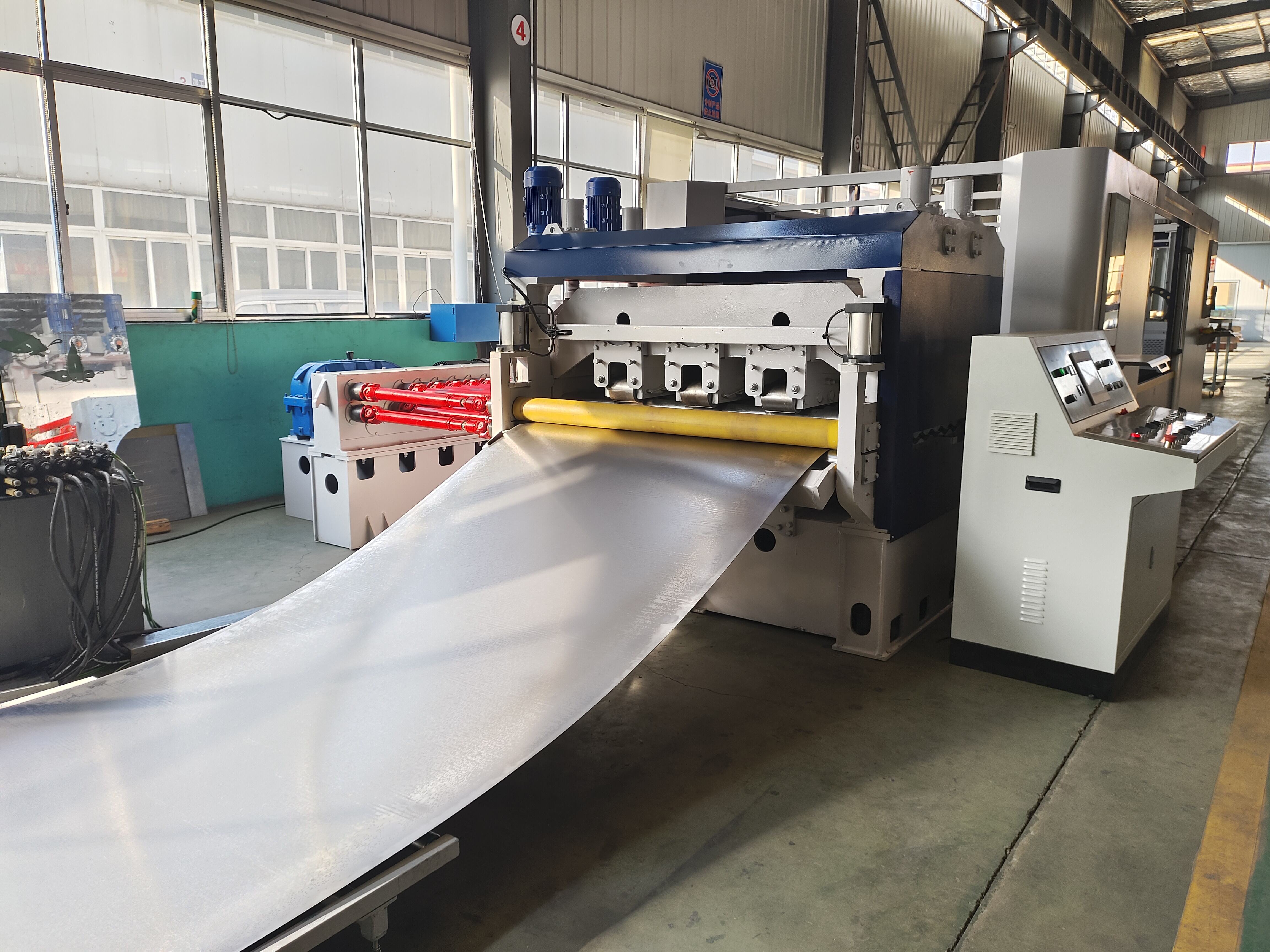
1.Včetně stojanu na materiál závitového typu, zariadenia na rozvinutie a vyrovnanie, lôžka laserovej mašiny, prijímaciej platformy na materiál a automatického rotujúceho sústavy noža
2.Poskytnúť odpovedajúce technické riešenia zadarmo podľa hmotnosti, šírky, materiálu a hrúbky ocelej závitovej
3.Vyššia účinnosť rezu, zníženie času na nahratie pláty, stačí len zber odpadu, čo je o 50 % efektívnejšie
4.Zníženie pracovnej záťaže. Neni potrebné rezat materiál na meriam alebo vytýkať dosky ručne
5.Zlepšenie účinnosti využitia plechových materiálov, realizácia rezu podľa potreby a vyhnutie sa nevýhodám, ktoré vznikajú po každom reze plechu, keď je potrebné urobiť kompenzáciu
6. Dokáže realizovať jednu systémovú kontrolu, automatické triedenie a spracovanie, ako aj integráciu manuálneho a automatického režimu. Operácia je jednoduchá a ľahko použiteľná, čo je prívetivšie než bežné stroje, ktoré každýkrát potrebujú importovať obrázky.
Parametre zariadenia
|
|
Surowiny |
Chladiace sa valcovanie, galvanizované plechy, nerdzavé ocele |
|
2 |
Hrúbka plechu |
0.5mm ~ 2.0mm |
|
3 |
Šírka plechu |
1000mm~1500mm |
|
4 |
Hmotnosť na val |
≤10T |
|
5 |
Vnútorný priemer valca |
ø508mm-Ø630mm |
|
6 |
Vonkajší priemer valca |
ø1000 ~ Ø1600mm |
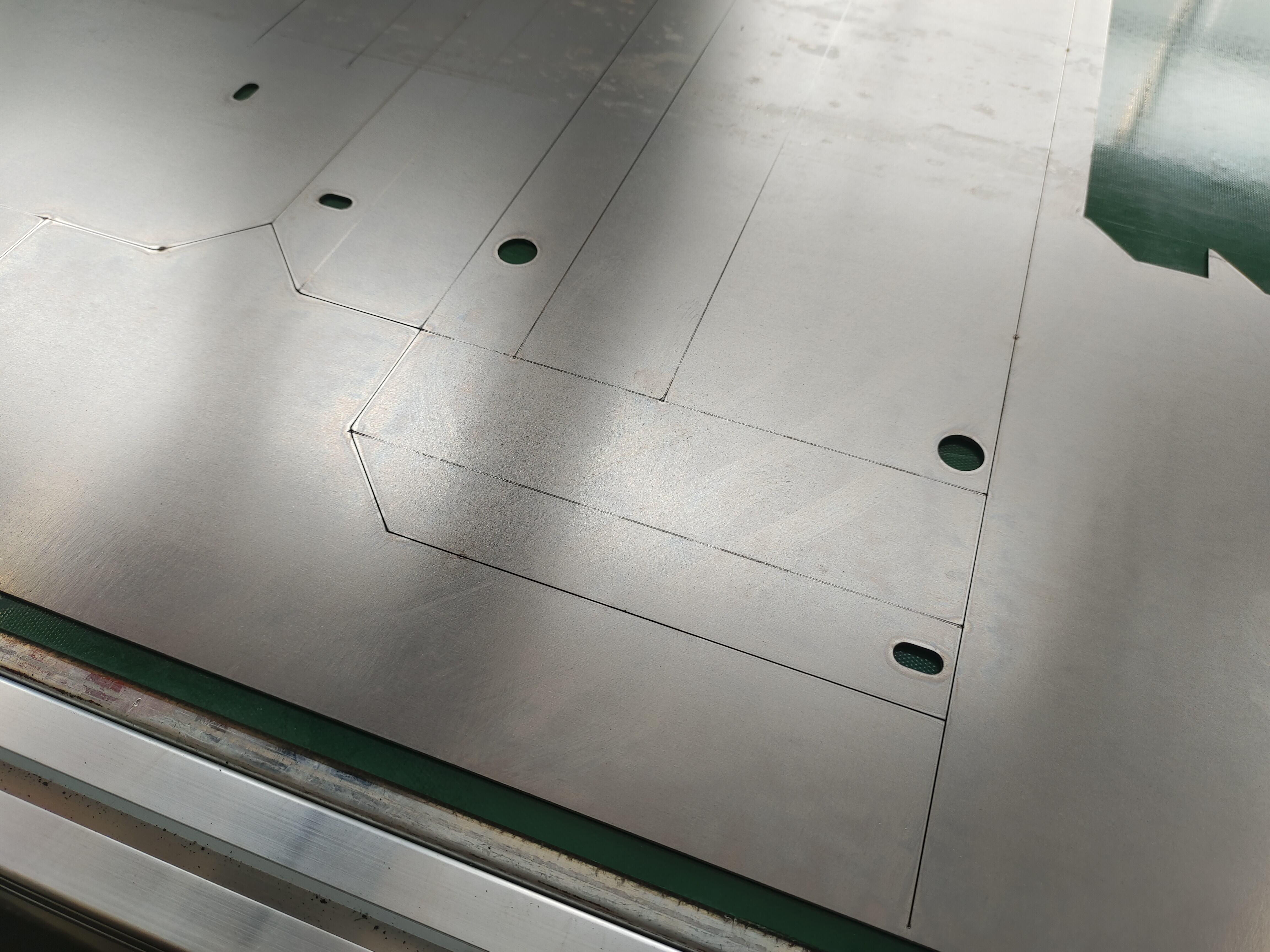
Parametre hotového produktu
|
1 |
Kvalita povrchu |
Povrch pásma je rovnomerný a neobsahuje žiadne úpravné defekty; |
|
2 |
Presnosť vyrovnania |
±1mm / m2 |
|
3 |
Presnosť uhlopriečky |
≤1mm/2000mm |
Parametre jednotky
|
1 |
Rýchlosť pásu |
5m/min |
|
2 |
Rýchlosť linky jednotky |
Rýchlosť linky vyrovnávacej strojnej 0~12m/min (prispôsobiteľná) |
|
3 |
Prevádzková výška |
+800mm |
|
6 |
Smer prevádzky |
(Podlieha konečnému rozloženiu technologického procesu) |
Podmienky prevádzky vybavenia
|
1 |
Podmienky napájania |
3φ striedavý prúd, 400V±5%, 50Hz±2% |
|
2 |
Zdroj vzduchu (kompresný vzduch) |
Tlak: 0.5~0.6MPa Objem: 0.6m3/min |
|
3 |
zdroj vody |
Žiadne špeciálne požiadavky |
Maľba zariadenia
|
1 |
Farba naštiepovacej jednotky |
Štandardná |
|
2 |
Hybky, bezpečnostné a ďalšie komponenty |
Konfigurácia podľa hlnej farby (žltá/pomarančová) |
|
3 |
Elektrické skrine, operačné konzole, palivové nádrže |
Štandardná |
Hlavná konfigurácia vybavenia
|
NIE. |
Kategória |
Meno |
Pôvod a značka |
Množstvo |
|
1 |
Laser |
Vláknový laser |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
laserová hlava |
Hlava na rezanie vláknovým laserom |
Shanghai Jiaqiang |
1 |
|
3 |
Chladiaci systém |
Vodný chladidlo |
Wuhan Hanli |
1 |
|
4
|
CNC systém
|
Systém motion control |
Shanghai Weihong |
1 |
|
Servo pohybový systém |
Shenzhen Weichuang |
4 |
||
|
Redukčné prenosové koliesko |
Japonsko Beto |
3 |
||
|
Elektrické komponenty |
Schneider, Francúzsko |
1 |
||
|
Pneumatické komponenty |
Anwuochi, Nemecko/Yadek, Tchajwan |
1 |
||
|
5
|
Telo stroja
|
Opravný stôl |
Konsolový typ |
1 |
|
Vodiaca lišta |
Tchajwanská Heqing |
1 |
||
|
Posuvný blok |
Tchajwanská Heqing |
10 |
||
|
Hrúbka a kolesie |
Tajvan Kotaj |
1 |
||
|
Posteľ |
Svarovanie a starnutie čtvercového potrubia |
1 |
||
|
Odsávacia trať pre dým |
Trať na odsávanie dymu |
1 |
||
|
6
|
Pomocné zařadenia
|
Nositeľ materiálu |
10T hydraulický nositeľ materiálu |
1 |
|
Vyrovnávací stroj |
vyšesilný vyrovnávací stroj s 15 valami |
1 |
||
|
Zlepovalný stroj |
Stoliček na spojovanie rulónov / platforma na spojovanie pásu |
1 |
||
|
Vzduchový kompresor |
1.6Mpa kompresor vzduchu specializovaný pre laser |
1 |
Požiadavky na pracovné prostredie
|
Položka |
Meno |
Požiadavky |
Poznámky |
|
Napájanie
|
Celková nainštalovaná kapacita Napätie |
≤50KVA 380V\/220V±5% |
Odporúča sa používanie zdroja elektrovody s kapacitou 100kva. V iných oblastiach musia byť nainštalované automatické stabilizátory napätia a prúdu. |
|
Odpor zazemlenia |
≤4 ohm |
||
|
V blízkosti nainštalovaného zariadenia by nemalo byť žiadne silné elektromagnetické signálové rušenie. Vyhnite sa vysielajúcim staniciam alebo relé staniciam v okolí montážnej miestnosti. |
|||
|
Voda |
Voda pre chladicí systém |
Musíte použiť vyčistenú, deionizovanú alebo destilovanú voduPlynov |
|
|
Plyn |
Kyslík, Nitrogén |
Čistota > 99,5 % |
Parametre sa líšia podľa materiálu na spracovanie |
|
Vzduchový kompresor |
Ťažobný tlak ≥1,6 Mpa |
||
|
Pracovné prostredie
|
Teplota |
5-40 stupňov |
|
|
Vlhkosť |
≤80 %, bez kondenzácie |
||
|
Základ |
Amplituda <50 µm, zrýchlenie amplitudy <0,05 g; v blízkosti nie sú žiadne veľké vibrácie odrazového stroja. |
Ak je zdrojom vibrácií potrebné vykonať protivibráčny prikop |
|
|
Požiadavky na priestor zařadenia vybavenia zabezpečujú, že v ňom nebude kúri a prach, aby sa vyhli polievaniu metálov a mačkaniu a inému prácu v prachovom prostredí, a musí byť nainštalovaná protistatická podlaha, pripojená štítovitá drôtovina |
|||
Hydraulic Cantilever Uncoiler
 |
TYP : krížový typ, s bočnou hydraulickou pomocou podpory, hydraulické rozšírenie a zotrvačnosť. Funkcia : Rozvájnka sa používa na otvorenie plechového valca a vytvorenie synchronizovaného zvyšného materiálu so vyrovnávacím strojom. Štruktúra : Valcový typ, s oporným štvrtkom šroubového stavby, ručné koleso na prispôsobenie. Telo a základ : svarová konštrukcia, tepelná starobná úprava. Materiál hlavnej osi : 40Cr, tvrdený a následne zohriený
|
Stroj na vyrovnávanie v štyroch stupňoch
 |
Zariadenie používané na vyrovnávanie nerovných ocelejch plátov . Vyrovnávacia strojnícka jednotka má jednoslojnú valcovú štruktúru. Každý vyrovnávací val je presne obrábaný, ztvrdnutý, chrómovaný a ostruhovaný, aby sa zabezpečila tvrdošť a dokončenie povrchu a dosiahla sa najlepšia účinnosť vyrovnávania. Jednotlivý stroj môže pohybovať dopredu aj dozadu. Po vyrovnaní je priamo pripojený k mechanizmu nanesenia, aby sa dokončilo nanesenie na plechovú dosku a chránilo sa povrch dosky pred škrábami. |
 |
Používa sa na meranie dĺžky ocelejho pásma a spätnú väzbu údajov na ovládanie laseru na režanie plástu . Jedinica používa systém pevnej dĺžky. Na vstupnom rozhraní človek-stroj sa priamo zadáva požadovaná dĺžka plechovej dosky a má digitálny displej. Kvantitativná miera plechovej dosky je automaticky ovládaná počítateľom. |
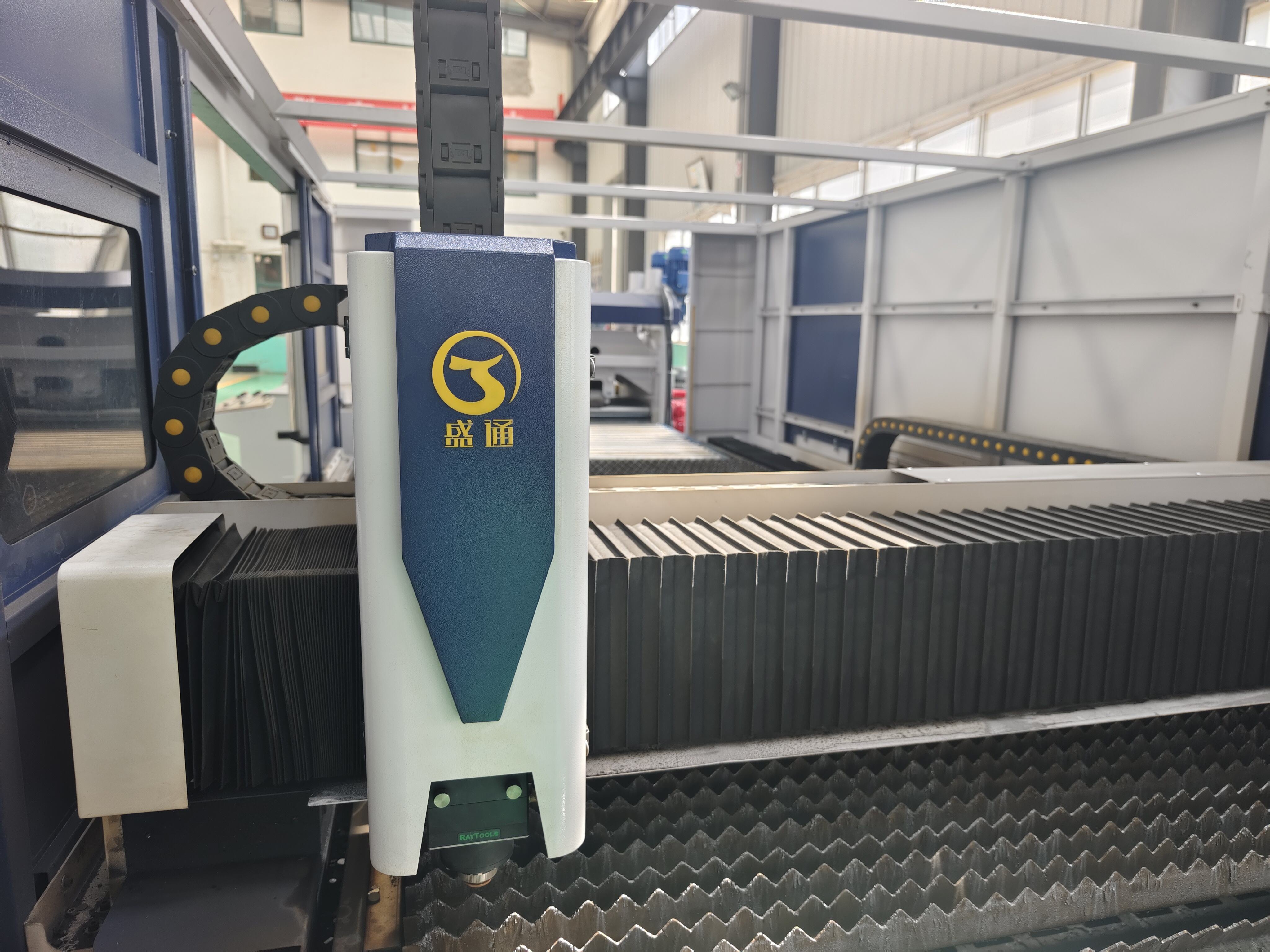
Stroj na laserové rezanie
 |
Celková svarová konštrukcia je po aneblieroch hrubostrojena, aby sa odstránili vnútorné záťaže, a po sekundárnom vibračnom starnutí je presne strojena. Pod lôžkom je otvor na odsávanie dymu, ktorý je odsávaný cez rúru na odsávanie dymu, čo môže jednoducho odsunúť dym a prach vzniknuté počas rezu na vonku. Koničková štruktúra. Vysokopresná ozubenie s dvojitou stranou prenosu. Vysoko momentný francúzsky importovaný reduktor s flancovým výstupom. |
Ďalšie komponenty
 |
 |
 |
Hydraulický a pneumatický systémHydraulická stanica a hydraulické potrubia. Pneumatický systém. Používa sa integrovaná pumpy stanica na poskytovanie hydraulického motora ku každému valcu, a je vybavená príslušnými pretečovými ventilmi, tlakovými meradlami, regulátormi tlaku, ventilmi proti spätnému toku, elektromagnetickými ventilmi atď.
|
Systém vodného chladeniaMôže realizovať dvojitú teplotu a dvojitú kontrolu. Dve vodné obvody ochladzujú dve jadierové pozície oddelene. Teplota chladicnej jednotky sa zobrazuje na digitálnom paneli. Keď voda prekročí určitú teplotu, chladicá jednotka sa automaticky ochladí. Keď je teplota vody nižšia ako určitá teplota, chladicá jednotka automaticky prestane ochladzovať.
|
CNC riadiaci systémVybavené AutoCAD, CorelDraw a ďalšie profesionálne softvéry na kreslenie. Speciálne vyvinuté pre CNC rezace stroje, je to softvér na kreslenie, programovanie a zanedobenie používaný na počítačoch. Hlavné funkcie zahŕňajú CAD výkres , nová verzia CAM-DUC Softvér na rozklad T-trubiek, DXF/DWG optimalizácia spracovania, interaktívne umiestňovanie, automatické programovanie, simulácia režu a overenie a výpočet nákladov.
|
Veľkosť

Model 3015 má efektívny rezací chod 3 metre dlhý * 1,5 metre široký, celková dĺžka stroja zaberá približne 20 metrov a šírka zaberá približne 5 metrov.
Záväzok servisu
Predajná služba :
Podľa vývojových potrieb zákazníkov, z hľadiska ich skutočného používania, poskytnúť primerané technické poradenstvo a kompletné informácie o vybavení;
Riešiť rôzne problémy, ktoré zákazníci uvedú, z hľadiska technickej realizovateľnosti, pre zákazníkov alebo im pomôcť pri návrhu a vývoji programu na laserovú spracovanie;
Poskytovať ukážku vybavenia, aby mohli zákazníci navštíviť inšpekciu, vzorkovanie, testovanie stroja a podobne.
Služba v rámci predaja :
Skutočná inšpekcia a analýza miesta použitia stroja zákazníka, podľa miesta zákazníka pomôcť používateľom v plánovaní a dizajne miesta, ako aj usporiadanie vody, elektrovody, plynu pre vybavenie a podobne;
Poskytnutie zákazníkom úplného súboru operačných manuálov pre vybavenie a školenie operátorov vybavenia pre zákazníkov;
Popredajný servis :
Na mieste používateľa pri používaní sa poskytne školenie operátorom vybavenia zakázника v oblasti skutočnej operácie, denné údržby vybavenia a bezpečného používania, aby sa zabezpečilo, že používateľ môže co najskôr ovládať operačné postupy a metódy vybavenia a môže nezávisle používať vybavenie na výrobu a spracovanie;
Po montáži a nastavení celej sady vybavenia u používateľa platí od dátumu trénингu do spustenia stroja garančná doba jedného roku, garančná doba pre laser je dva roky;
V rámci garančnej doby bude spoločnosť pridelením odborníkov na služobnom obchode aj na miesto práce používateľa čas od času vykonávať technické inspekcie vybavenia, vykonávať rutinnú údržbu a kontrolu vybavenia a odpovedať na otázky zvýšené používateľom.
Ďalšie záležitosti
1、Postup projektu
Časový rámec okolo 45-60 pracovných dní, podľa kontraktu časový rámec na dokončenie dizajnu, výroby a prijímacích skúšok a odoslanie na stranu poptávky.
2、Inštalácia a nastavenie
Zariadenie odoslané na stranu poptávky, cyklus inštalácie a nastavenia trvá 7-10 dní.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE