1.STON-ova linija za fabrikaciju metalnih ploča nudi kompletno rešenje, integrirajući raspuštanje, ravnanje, lasersku seču, štampanje, savijanje i svađanje u jedan efikasan sistem.
2.Ova proizvodna linija obuhvata svaki fazu obrade metalnih ploča, ispunjavajući zahteve visoke efikasnosti i velikog obima proizvodnje.
3. Razne kombinacije, jedinica za lasersku sečku može formirati automatizovani proizvodni liniju sa štampačem, panel skloperom, CNC tornjačkom preskom
4. Ponuditi besplatnu preglednu recenziju i tehnološka rešenja na osnovu crteža proizvoda
5. Dostupne su razne opcije automatskog rada, kao što su režnice ili robotoške ruke
Prilagođeno, parametri proizvodnje linije određeni su prema dimenzijama, težini, pločastom materijalu i debljinu klijentovog čelika, kao i prema crtežima proizvoda.
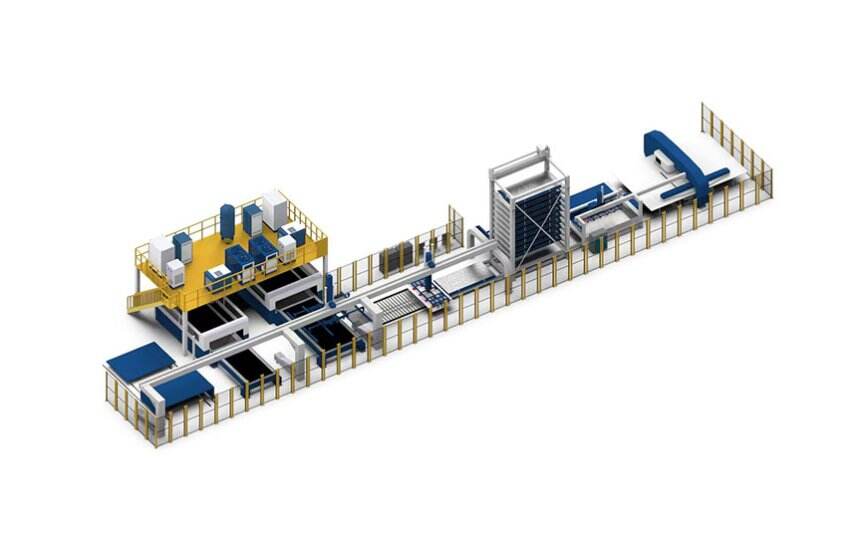
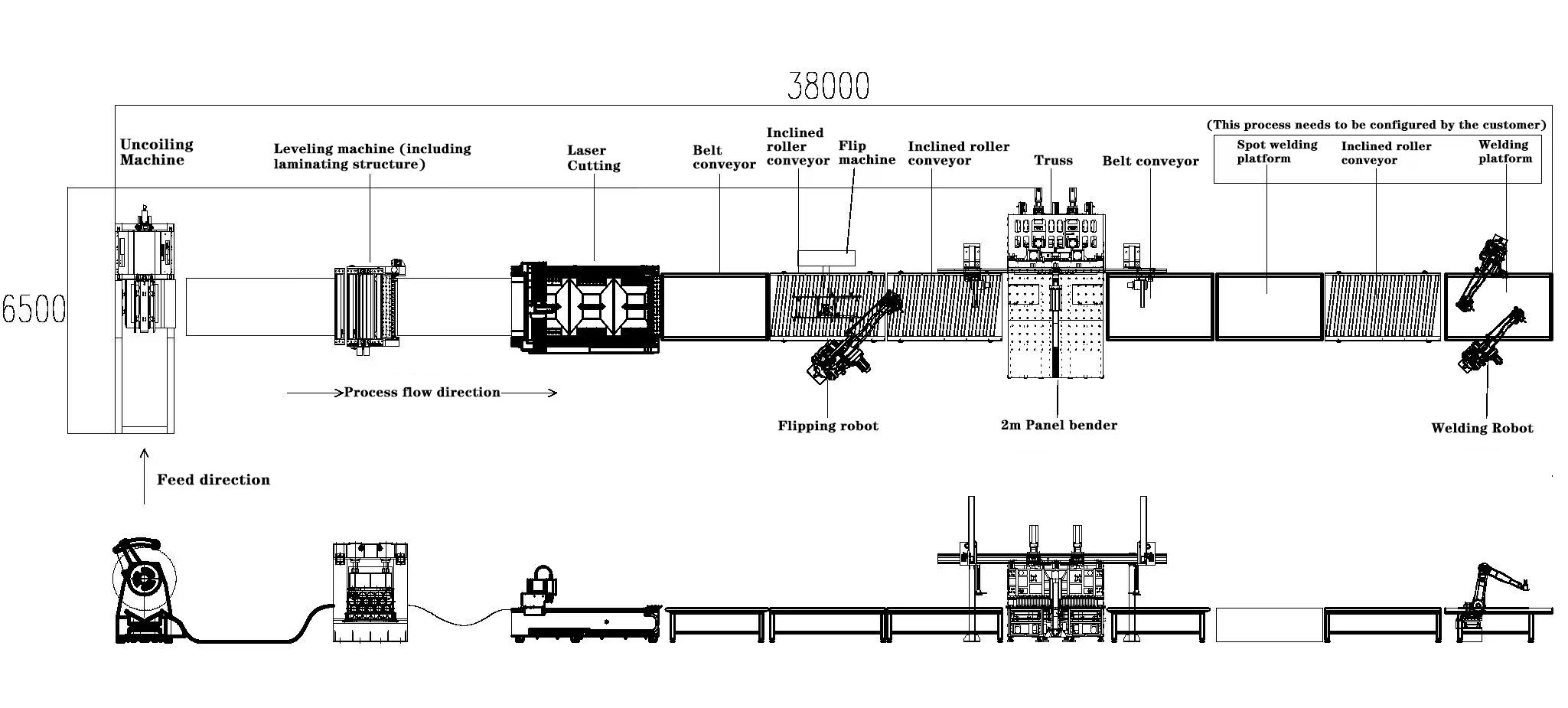
Struktura dijagrama plana proizvodnje linije (uzimajući u obzir panel skloper dužine 2m kao primer)
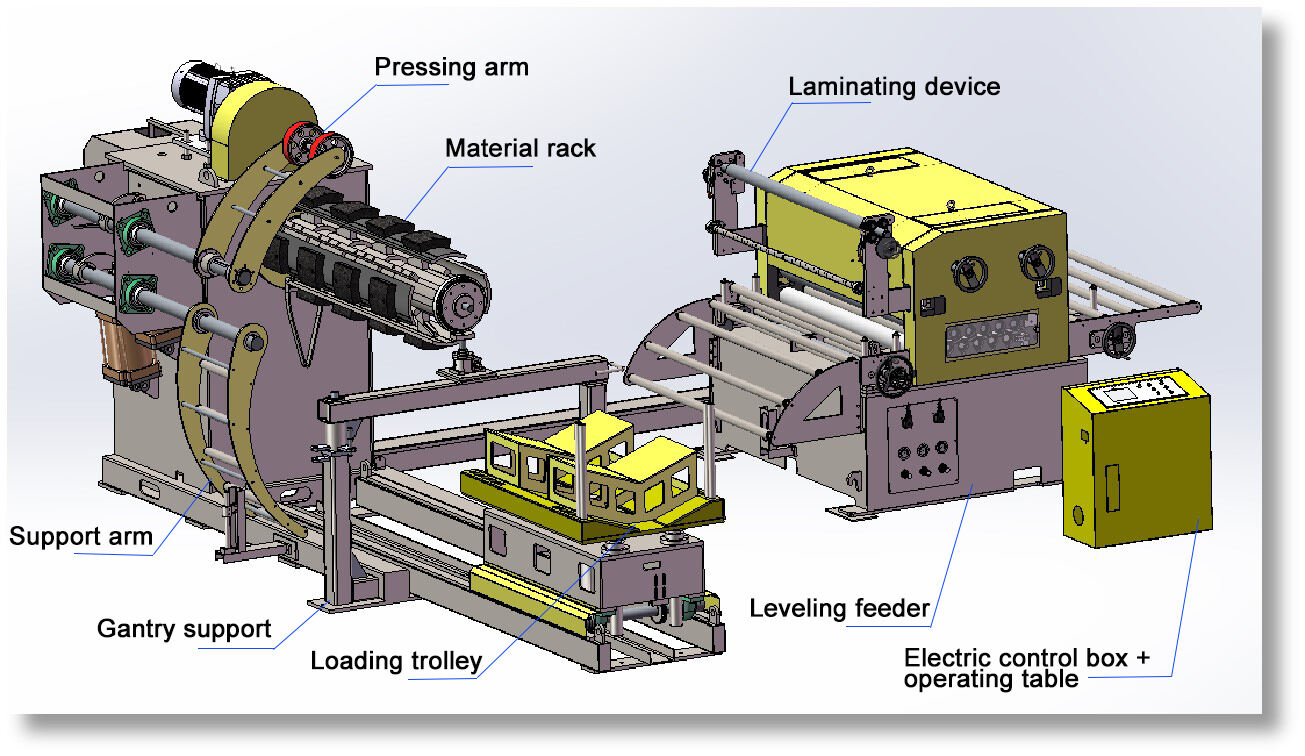
1.Modul za raspakivanje i ravnanje
|
Uređaj za raspakivanje s roštiljem za otpuštanje |
Mehanizam za ravnanje |
Pribor za ravnanje može ispraviti neravne metalne ploče. Putem precizne koordinacije više skupova valjaka, efektivno može ukloniti talasaste i krive defektnost na površini ploče, osigurati da bude ravna prema visokopreciznim standardima i stvoriti dobru osnovu za nadaljnju obradu.
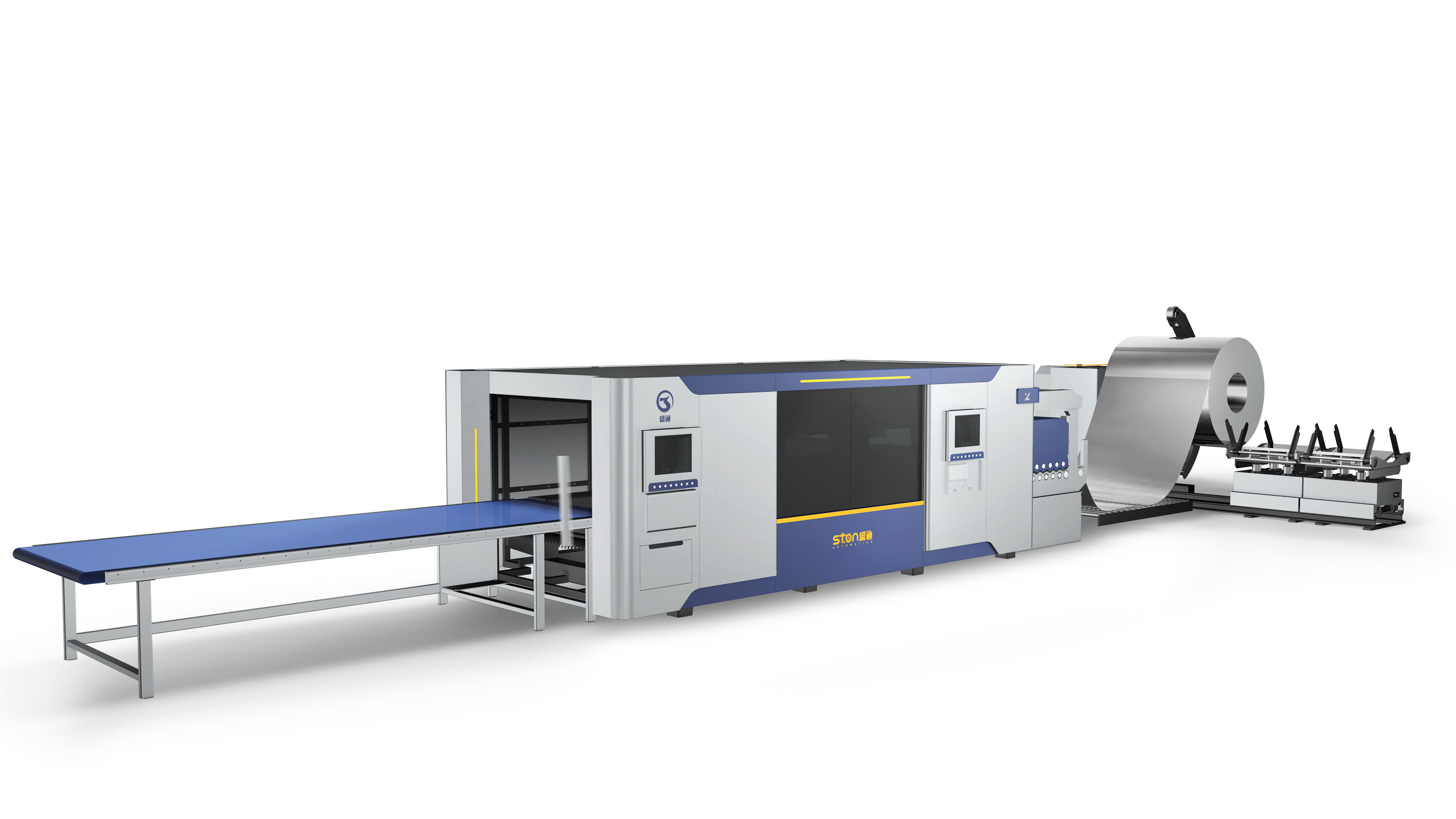
2.Modul za lasersku seču i izrezivanje
Ravna ploča ulazi u jedinicu za lasersku režbu. Jedinicа je opremljena naprednom tehnologijom laserske režbe i može tačno režati metalnu ploču prema prethodno podešenom programu režanja. Bez obzira da li je riječ o složenim geometrijskim figurama ili konturima dijelova sa jake strukture, oni mogu biti brzo i tačno odvojeni uz pomoć visoke gustine energije lasera, pri čemu su ivice reza glatke, a tačnost može dostići nivo od milimetara ili čak više. Istovremeno, robotski sistem sarađuje se u blizini sa jedinicom za lasersku režbu. Njegovim fleksibilnim robotskim ramenom i preciznim mogućnostima hvatanja i pozicioniranja, može brzo i stabilno izvršiti operacije učitavanja i isključivanja ploče, što značajno povećava proizvodnju procesa režanja.
 |
 |
3.Modul za savijanje i formiranje
Odsijecene metalne dijelove zatim šalje robot na elektro-hidraulički savijalni stroj. Sa svojim moćnim hidrauličkim pogonskim sistemom i preciznim upravljačkim sistemom, elektro-hidraulički savijalni stroj može savijati metalne dijelove pod više uglova i zakrivljenosti prema zahtevima proizvoda. Bez obzira da li je u pitanju jednostavna prava ugla savijanja ili složena luknjava ili višestruka oblika, precizno oblikovanje se može postići preciznom kontrolom ugla i snage savijanja.
Za složenije i višepreciznije potrebe za savijanjem, fleksibilni centar za savijanje igra ključnu ulogu. Integrira naprednu CNC tehnologiju i inteligentne algoritme, a može brzo prelaziti između različitih šabloni za savijanje i parametara obrade kako bi postigao efikasno savijanje listovitih metalnih delova različitih specifikacija i oblika. Tokom celog procesa proizvodnje, robot nastavlja da radi kao "most" za prenos materijala, fleksibilno prevozeći listovite metale između različitog opreme kako bi se osiguralo neprekinuto i efikasno proizvodnje.
 |
 |
4.Modul za svarivanje i montažu
Ogobljene metalne ploče prenosi robot u stanicu za svarivanje i oblikovanje sa manipulatorom. Oprema za svarivanje i oblikovanje sa manipulatorom je opremljena sistemom visoke tačnosti za svarivanje i vizuelnim praćenjem, koji može automatski izabrati odgovarajući postupak svarivanja (poput aronovog lukovitog svarivanja, točkastog svarivanja itd.) i parametre svarivanja prema zahtevima za svarivanje metalnih ploča. Tijekom procesa svarivanja, vizuelni sistem za praćenje prati položaj svarki u stvarnom vremenu i vodi manipulator da tačno završi operaciju svarivanja, osiguravajući da je svarka jednolika i čvrsta, a kvalitet svarivanja stabilan i pouzdan.

Tijekom cijelog automatskog procesa proizvodnje, nosač, robotska ruka i fleksibilni centar za savijanje ostvaruju stvarno-vremensku interakciju i dijeljenje podataka putem industrijskog Eterneta i drugih komunikacijskih tehnologija, a jedinstveno se upravljaju i kontroliraju centralnim upravljačkim sistemom. Centralni upravljački sistem dinamički optimizira proces proizvodnje na osnovu višedimenzionalnih podataka poput plana proizvodnje, stanja opreme, informacija o materijalima itd., i razumnim raspoređivanjem poslova svake opreme osigurava učinkovit i stabilan rad cijelog procesa proizvodnje, što značajno povećava nivo automatizacije i efikasnost proizvodnje obrade listovitog metala.
5.Modul za manipulaciju i automatizaciju
Postoji dva oblika automatskog učitavanja i isključivanja: nosač i robotska ruka
(1) Robotička ruka uzima očinjene metalne ploče koje su obrađene ravnanjem, laser režanjem i drugim prethodnim procesima iz oblasti obrade svojim fleksibilnim vezovima i sposobnošću tačnog pozicioniranja. Uređaj za hvatanje na kraju robotičke ruke može prilagodljivo da se reguliše prema obliku i veličini metalnih ploča kako bi se osiguralo jednostavno i pouzdano hvatanje i izbeglo štete delu. Nakon hvatanja, robotička ruka brzo prenosi metalne ploče na početnu poziciju trapezne transportne staze.
(2) Još ekonomičniji izbor. Sa stabilnom strukturom i jakom nosivostišću, rešetkasto ogibalo prenosi čelikaste delove duž prethodno podešenog traga do fleksibilnog centra za savijanje. Rešetkasto ogibalo je opremljeno visokopreciznim servoprivodom, koji omogućava brzu i stabilnu linearnu kretanje, a može fleksibilno prilagoditi brzinu i položaj rada prema proizvodnim potrebama kako bi se osiguralo da su čelikašte delove tačno isporučene na stanicu za učitavanje fleksibilnog centra za savijanje.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE