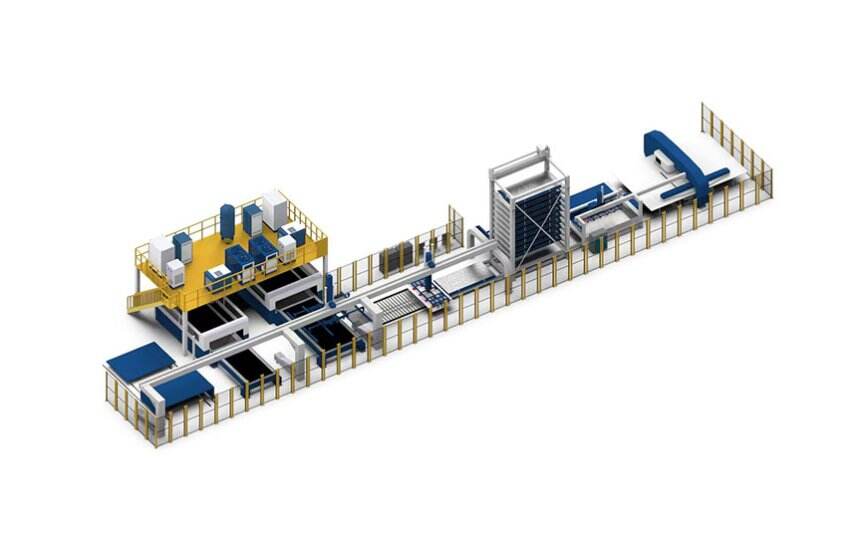
1.STON-ის ფერბლის მეტალურგიული წარმოების ხაზი პредлагает ყველაფერ ერთად ამოხსნის, ინტეგრირებული არის გადასახარი, გასასწორება, ლაზრის ჭრის, ჩართვა, გამრუდება და შეკრულება ერთ ეფექტურ სისტემაში.
2. ეს წარმოების ხაზი იღებს ფერბლის მეტალურგიულ обработки ყველა ეტაპს, მოთხოვნებს აკომოდაცია ეფექტური, დიდ მასშტაბის წარმოების.
3. განსხვავებული კომბინაციები, ლაზერის ჭრივი ერთეული შეიძლება ქვეყნურ წარმოების ხაზით დაფორმირდეს პრეს-გამრავლის ან პანელის გამრავლების საშუალებით
4. მომწოდებს უფასო წინაპროდუქტო მიმართვას და ტექნიკურ ამოხსნებს პროდუქტის გრაფიკებზე დაფუძნებულად
5. განსხვავებული ავტომატიზაციის ვარიანტები ხელმისაწვდომია, როგორიცაა საფრანგები ან რობოტული ხელები
Პერსონიფიცირებული, წარმოების ხაზის პარამეტრები განსაზღვრულია მომხმარებლის ფერო რულის ზომის, წონის, ლამელის მასალისა და thicness-ის მიხედვით, ასევე პროდუქტის გრაფიკები.
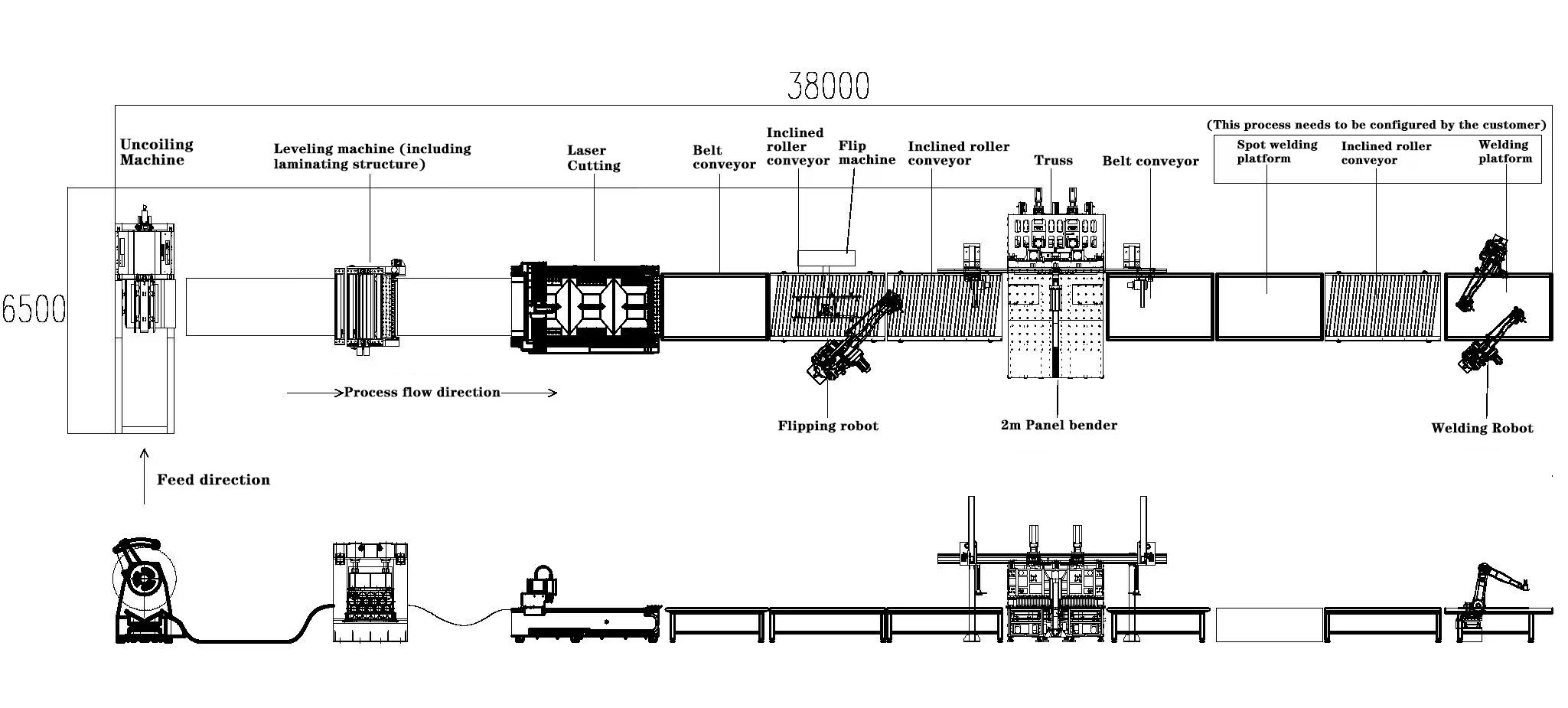
Წარმოების ხაზის გეგმის სტრუქტურის დიაგრამა (მითითებულია 2m პანელის გამრავლის როგორც მაგალითი)
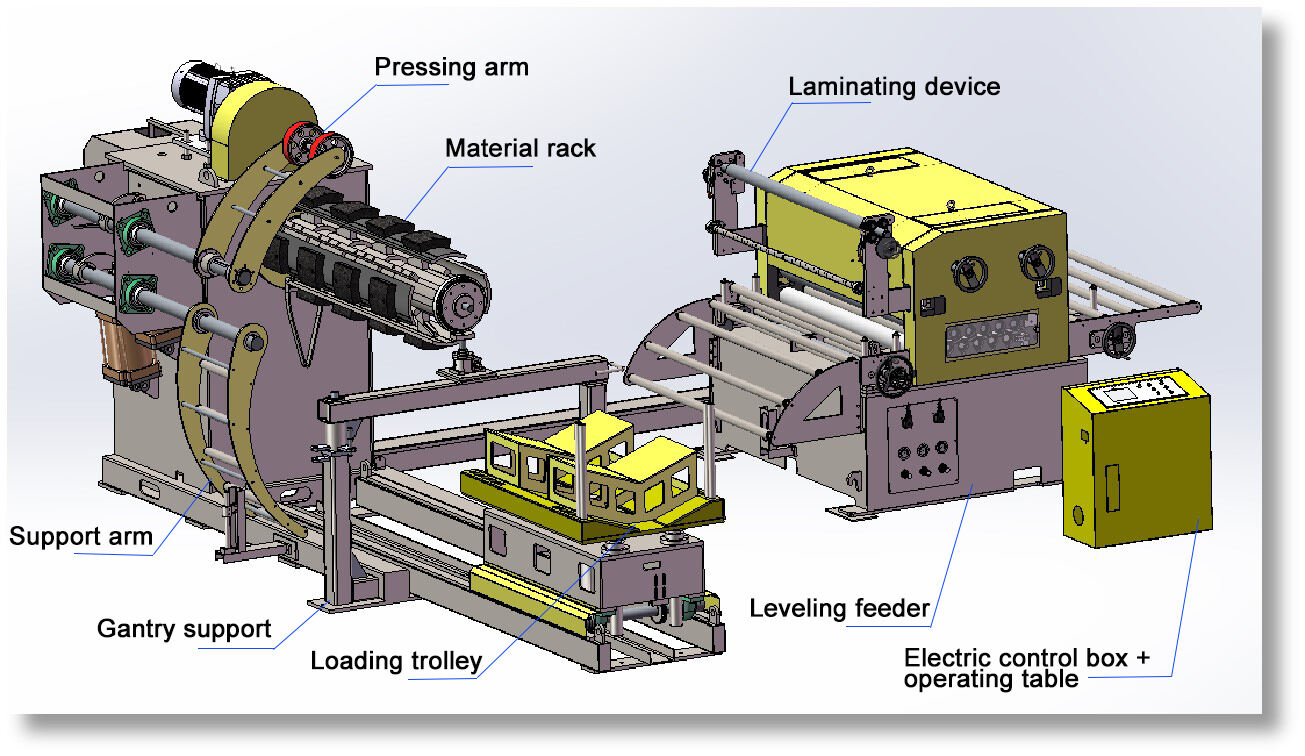
1. გამორთვის და გლატვის მოდული
|
Გამორთვის მოწყობილობა განხილვის ფერმაზე |
Დონინგის მაशინა |
Გლატვის მანქანები შეძლებს გამოსაცავი ლამელების პლატოს გლატვას. რამდენიმე კრებადი როლების ზუსტი კოორდინაციის მეშვეობით, ის ეფექტურად აღარია გამოსაცავი ლამელების პლატოზე მდებარე ვალის და გახრილი ნაწილები, უზრუნველყოფს პლატოს გლატულობის მაღალი სტანდარტების მიღწევას და დაარსებს კარგ ფუნდამენტს შემდეგ გადამუშავებისთვის.
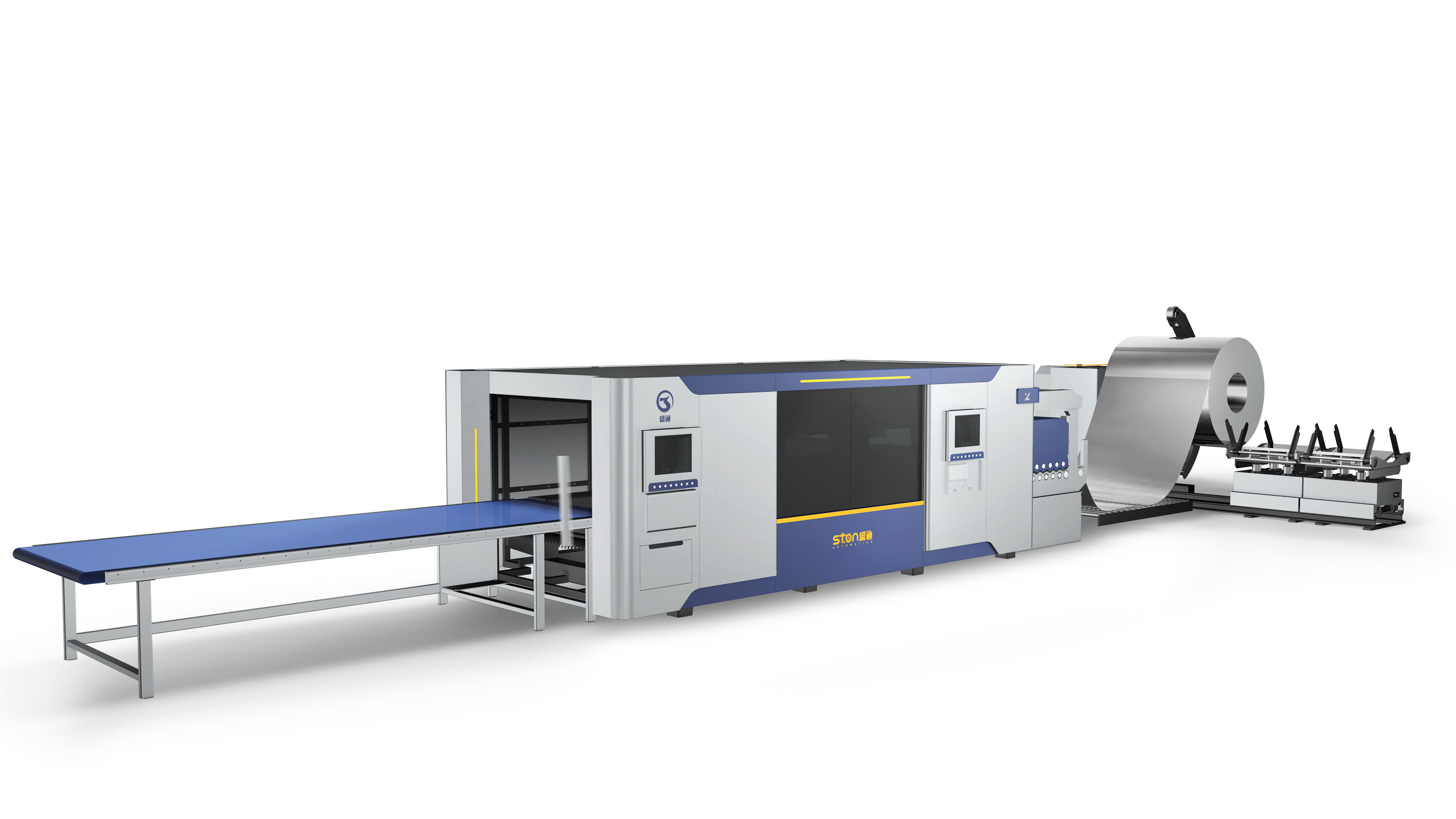
2. ლაზრის ჭრის და ჩამოჭრის მოდული
Გადასახანილებული ფერო შემasთ ლაზრის ჭრივნი ერთეულში. ერთეული აღარის აღარის ჩართული მოდერნული ლაზრის ჭრივნი ტექნოლოგიით და შეძლებს მწკრივად ჭრივნა ფეროს მეტალს პრე-დაყენებული ჭრივნი პროგრამის მიხედვით. უარყოფილი გეომეტრიული ფიგურები ან ნაწილების კონტურები მცირე სტრუქტურებით, ისინი შეიძლება განსაკუთრებით და მწკრივად განახორციელდეს ლაზრის მაღალი ენერგიის სიმკვრევით, და ჭრივნი რიგი განსაკუთრებით გლანდებულია და მართლება შეიძლება მისაღები დონეზე ან და მეტი. ერთად ერთეულთან ლაზრის ჭრივნი ერთეული მუშაობს რობოტის სისტემა. მისი მოქმედი რობოტის ხელი და ზუსტი მიღებისა და პოზიციონირების შესაძლებლობებით, ის შეიძლება სწრაფად და მუშაობით დაასრულოს ფეროს ჩატვირთვა და გატვირთვა, მასივი და გამართლებული ჭრივნის პროცესის პროდუქციის ეფექტივობა.
 |
 |
3. გამრუდების და ფორმირების მოდული
Რკინებული მეტალურგიული ნაწილები შემდეგ გადაივიდეს ელექტრო-ჰიდროავტომატურ გახრის მაशინაზე რობოტის მიერ. მძლავრ ჰიდროავტომატური მძღოლის სისტემისა და ზუსტი კონტროლის სისტემის გამოყენებით, ელექტრო-ჰიდროავტომატური გახრის მაშინა შეძლებს რკინებული მეტალურგიული ნაწილების გახრა რამდენიმე კუთხითა და გამრუდებით პროდუქტის მოთხოვნების მიხედვით. უარყოფითი მარჯვენა კუთხის გახრიდან და მარტივი მარჯვენა კუთხის გახრამდე, ზუსტი ფორმირება შესაძლებელია გახრის კუთხისა და ძალის ზუსტ კონტროლით.
Გარკვეული საჭიროებისთვის, რომლებიც მოიცავს უფრო სირთულისა და მაღალი ზუსტობის გახრის პროცესებს, წყვილი გახრის ცენტრი ასახავს განსა Gaussian როლს. იგი იнтეგრირებს მოდერნიზირებულ CNC ტექნოლოგიასა და ინტელექტუალურ ალგორითმებს, რომლებიც შეძლებენ სწრაფად გადართვას განსხვავებულ გახრის ფორმებსა და პროცესურ პარამეტრებს, რათა აღმასრულებლიანი გახრის პროცესი განსხვავებული სპეციფიკაციისა და ფორმის ლამელებისთვის. მთლიან პროდუქციის პროცესში, რობოტი განაგრძობა მასალების გადაცემის "მასივის" როლში, ლამელების სურვილად გადატრანსპორტება სხვადასხვა მანქანებს შორის, რათა უზრუნველყოფოს უწყვეტი და ეფექტური პროცესები.
 |
 |
4. საკრურო და საკრებულო მოდული
Გამრუდებული მეტალურგიული ნაწილები რობოტმა გადააქვს მანიპულატორის სიდგური ფორმირების სტაციონარზე. მანიპულატორის სიდგური ფორმირების მანქანები არის აღარისხებული მაღალ ზუსტების სიდგური სისტემით და ვიზუალური ტრაკინგის სისტემით, რომლებიც შეძლებენ ავტომატურად აირჩიოს შესაბამისი სიდგურის პროცესი (როგორიცაა არგონის სიდგური, პუნქტუალური სიდგური და ა.შ.) და სიდგურის პარამეტრები მეტალურგიული ნაწილების სიდგურის მოთხოვნების მიხედვით. სიდგურის პროცესში ვიზუალური ტრაკინგის სისტემა მონიტორингის ასევე ავტომატურად მისამართებს მანიპულატორს სიდგურის ადგილზე და უზრუნველყოფს მას სიდგურის მოქმედებას ზუსტად დასრულებს, რათა დარწმუნდეს, რომ სიდგური არის ერთნაირი და მაღალი, ხოლო სიდგურის ხარისხი არის მაღალი და მั่ნადი.

Მთლიან ავტომატური პროდუქციის პროცესში, ფერმა, რობოტული ხელი და გამრავლების ცენტრი ანალოგიური ეთერნეტი და სხვა კომუნიკაციური ტექნოლოგიების გამოყენებით არეალიზებს რეალური დატა ინტერაქციას და გაზიარებას, რომლებიც ერთობლივად მართებული და მართებულია ცენტრალური კონტროლური სისტემის მიერ. ცენტრალური კონტროლური სისტემა მრავალგანზომილებიანი დატა, როგორიცაა პროდუქციის გეგმა, მოწყობილობის მდგომარეობა, მასალის ინფორმაცია და ა.შ., მის მიხედვით დინამიურად ოპტიმიზებს პროდუქციის პროცესს და განსაზღვრავს თითოეული მოწყობილობის მუშაობის ამოცანებს, რათა დაუზუსტოს მთელი პროდუქციის პროცესის ეფექტური და მუშაობის მდგომარეობა, რაც ძალიან გააუმჯობეს ლამელარის მუშაობის ავტომატიზაციის დონეს და პროდუქციის ეფექტურობას.
5. მასალის ტრანსფერი და ავტომატიზაციის მოდული
Ავტომატური ჩატვის და გამოტვის ორი ფორმაა: ფერმა და რობოტული ხელი
(1)რობოტული ხელი გადაწყვეტილი ზონასაგან ამოაღებს ფეროპლასტიკურ კომპონენტებს, რომლებიც წინასწარ გადა Gaussian Laser Cutting-ით და სხვა მეთოდებით გადაკეთებულია, გამოყენებული მოწყობილობით საჭირო ზუსტებისა და მოძრაობის შესაძლებლობით. რობოტული ხელის ბოლოს მდებარე ამოღვადობა შეიცვლება ფეროპლასტიკური კომპონენტის ფორმისა და ზომის მიხედვით, რათა დაუზიანებლად და მარტივად განხორციელდეს ამოღვა და არაა დაზიანებული მუშაობის პროცესი. ამოღების შემდეგ, რობოტული ხელი სწრაფად გადააქვს ფეროპლასტიკურ კომპონენტებს საწყის პოზიციაზე სატრუსო გზის სისტემაში.
(2)გარკვეული მონაცემთა სისტემა, რომელიც წარმოადგენს უფრო ეკონომიურ არჩევანს. მისი მუშაობის სტაბილური სტრუქტურით და ძალიან დიდი ტვირთის მომზადების საშუალებით, ხარისხი გადაადგილებს ლამინატურ კომპონენტებს გარკვეული ნაბიჯის მიხედვით ფლექსიბლურ გამრგვალების ცენტრში. ხარისხი აღარისხებულია მაღალი ზუსტობის სერვო-დრაივის სისტემით, რომელიც უზრუნველყოფს სწრაფ და სტაბილურ წრფივ მოძრაობას და შეიძლება განსაზღვროს მუშაობის სიჩქარე და პოზიცია წარმოების საჭიროების მიხედვით, რათა დარწმუნდეს, რომ ლამინატური კომპონენტები არის ზუსტად გადაადგილებული ფლექსიბლურ გამრგვალების ცენტრის ჩატვირთვის სადგურზე.



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE